JCO雙面三絲自動埋弧焊生產ASTM 1035鋼管焊接裂紋的控制
2016-05-17 06:12:45尚才眾
鋼管 2016年1期
尚才眾
(河北海乾威鋼管有限公司,河北滄州061300)
?
JCO雙面三絲自動埋弧焊生產ASTM 1035鋼管焊接裂紋的控制
尚才眾
(河北海乾威鋼管有限公司,河北滄州061300)
摘要:當ASTM 1035鋼碳當量0.58%時,淬硬傾向嚴重,焊接時易產生裂紋。通過研究ASTM 1035鋼焊接裂紋的產生機理,制定合理的焊接工藝,結合生產現場實踐證明:通過采取焊接預熱措施;選用具備低碳、硫、磷、無鎳或低鎳,韌性指標優良,強度匹配適中的焊材;控制焊縫成形系數,降低熔敷金屬的稀釋率,減少焊縫金屬中的碳、硫、磷含量;采取“小電流”、“慢焊速”,嚴格控制焊接熱輸入;并配合以合縫管端間隙、引熄弧板裝配,內外焊保溫輸送和定位焊清根等生產現場工藝細節控制,可有效減少ASTM 1035鋼管焊接裂紋的產生。
關鍵詞:JCO;雙面三絲自動埋弧焊;ASTM 1035鋼管;中碳鋼;焊接裂紋;控制
尚才眾(1961-),男,高級工程師,總工程師,主要從事鋼管設備設計制造和工藝管理工作,近年專注JCO鋼管成型和焊接工藝研究。
ASTM 1035鋼(簡稱1035鋼)相當于國標35號鋼,其w(C)達到0.38%,屬于中碳鋼[1]。35號鋼主要用于軸、法蘭、螺栓之類的結構件制造,一般不作焊接[2]。由于該類板材工藝成熟、造價低廉,又具備較好的機械性能,近年來歐美地區將其加工成為鋼管產品,用于河道、淺海高壓吸排砂漿作業。2015年,某公司承接訂單生產Φ762 mm×19.05 mm×12 195 mm 1035鋼管,在JCO生產線上實現了中碳鋼鋼管的大規模自動化作業。原料鋼板生產執行ASTM A 830/A 830M—2014《符合化學成分要求的結構用優質碳素鋼中厚板規格》標準,顯微組織為鐵素體與片狀珠光體,晶粒度6級。1035鋼管生產執行API Spec 5L—2012《管線管規范》標準PSL1等級。
在傳統的工業生產中,中碳鋼焊接一般采用電弧焊、氣保焊、氬弧焊等易于控制熱輸入的焊接方法。國內某公司在JCO生產線上采用雙面三絲[3]自動埋弧焊焊接工藝生產中碳鋼鋼管面臨很大挑戰。在1035鋼管焊接過程中,首先遇到的是焊材匹配問題。目前國內沒有開發出針對1035鋼焊接性能的焊材,特別是埋弧焊焊材。在焊接過程中,要解決的最大問題是預防焊縫裂紋的產生[4]。焊縫裂紋時隱時現,以終端裂紋[5]為主,伴隨有全長裂紋出現。通過調整焊接工藝參數和反復生產實踐,終于使1035鋼管焊接合格率達到了常規產品的水平。
1 碳、硫元素對1035 鋼管焊接裂紋的影響
1035鋼由于碳含量較高,液-固相區間大,致使焊縫金屬結晶溫度區擴大,產生熱裂紋傾向增大。從焊接熱裂紋的角度來看,對于埋弧焊,w(C)超過0.2%時,在有害雜質硫、磷的共同作用下,就有可能沿焊縫中心線產生熱裂紋;從淬硬性角度看,碳含量愈高,顯微組織中馬氏體組分越多,冷裂紋傾向就越大[6]。碳含量增加,焊縫金屬的屈服強度和抗拉強度均有明顯增長,但伸長率等韌性指標在逐漸下降,材料的抗裂性能下降。
1.1碳對鋼管焊接熱裂紋的影響
碳是鋼中影響熱裂紋產生的主要元素,并能加劇其他元素的有害作用。Fe-S相圖如圖1所示:碳含量增加,凝固溫度區加寬,初生相由δ轉為γ相;而硫、磷在γ相中的溶解度比在δ相中低很多,硫約低3倍,磷約低10倍。當w(C)≥0.16%時,包晶反應后的初生結晶全部為γ相,結晶偏析嚴重,熱裂紋敏感性隨之增大。
1.2碳對鋼管焊接冷裂紋的影響
鋼的馬氏體轉變溫度與碳含量的關系如圖2所示,隨著碳含量的增加顯著降低了鋼的馬氏體轉變溫度Ms和Mf。馬氏體轉變溫度的高低對鋼的冷裂紋傾向的產生有重要影響,w(C)≤0.2%時,鋼的馬氏體轉變點較高,基本上在450℃以上,并會對馬氏體產生回火效應,降低了馬氏體的硬度;當w(C)∧0.25%時,則有可能形成對冷裂紋敏感的針狀馬氏體組織。
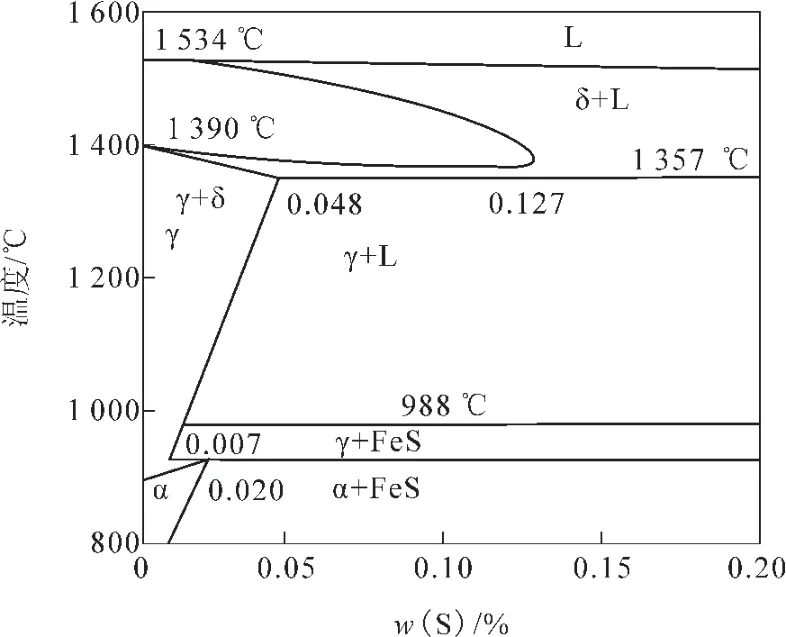
圖1 Fe-S相圖
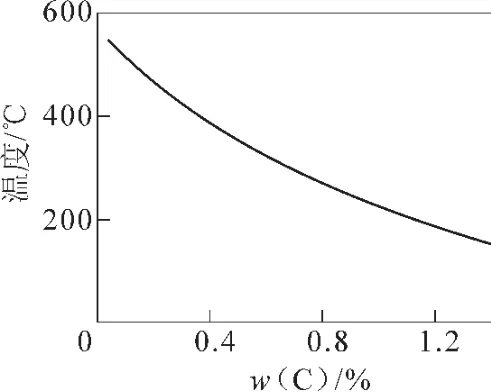
圖2 鋼的馬氏體轉變溫度與碳含量的關系
1.3雜質硫對焊接裂紋的影響
硫對焊接危害很大。鋼的碳含量越高,硫、磷就越易形成危害。硫在液態鐵中幾乎可以無限溶解,固態鐵中硫的溶解度僅為0.02%。熔池凝固時,硫易發生偏析以低熔點共晶Fe+FeS或FeO+ FeS的形態分布于晶界,增加了焊縫產生結晶裂紋的傾向[7]。在1035鋼碳含量幾乎為常數的情況下,有害雜質硫、磷含量的控制顯得尤其重要。
焊接裂紋是1035鋼焊接過程中的主要缺陷。碳和硫含量對埋弧焊裂紋敏感性的影響如圖3所示。當w(C)∧0.1%時,結晶初生相為δ相,硫的溶解度最大,不易產生高溫裂紋;w(C)在中碳鋼和高碳鋼區域,同時w(S)≥0.035%時,焊接熱裂紋率幾乎百分之百。1035鋼的w(C)為0.38%、w(S)為0.10%時裂紋率較高。1035鋼是碳含量達到中碳鋼水平的優質碳素鋼,鋼板訂貨時提出了控制硫、磷含量的要求。1035鋼板原料的化學成分和機械性能見表1~2。其中所列Cu、Cr、Mo等微量元素是鋼板制造商為提高鋼板的綜合性能而添加的。
既然1035鋼板硫含量沒有達到預期的目標,焊材方面就應該選取低硫(低磷)的填充材料以調整焊縫金屬的成分,并通過工藝上的配合降低焊縫金屬中硫的含量。
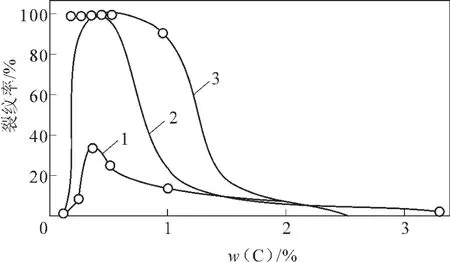
圖3 碳和硫含量對埋弧焊裂紋敏感性的影響
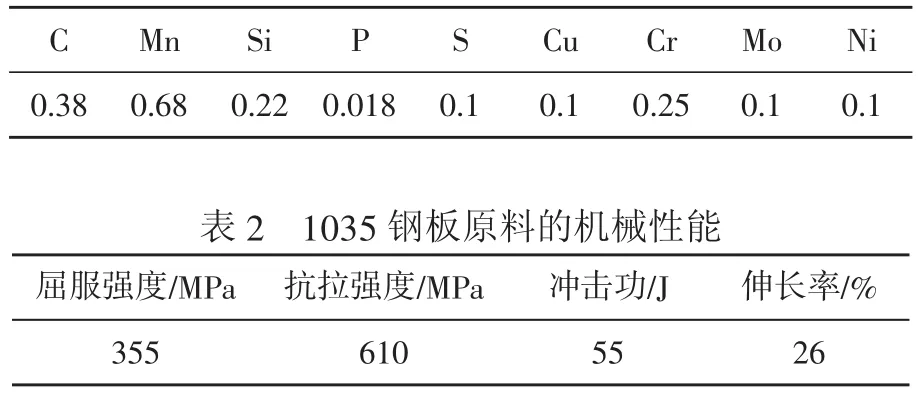
表1 1035鋼板原料的化學成分(質量分數) %
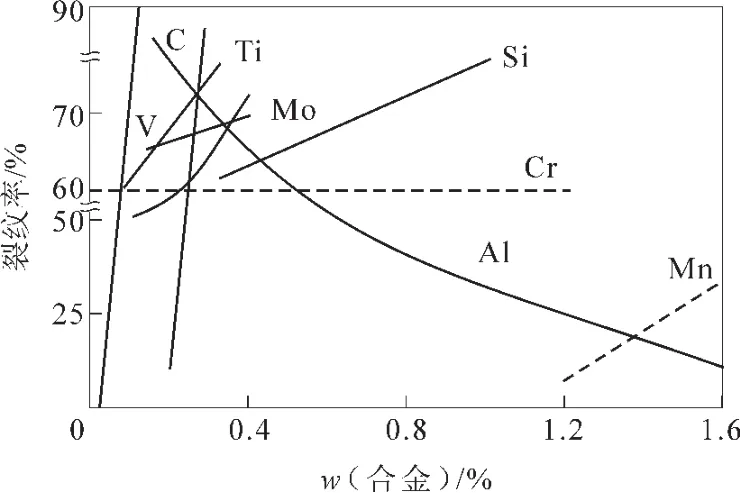
圖4 合金元素對熱影響區冷裂紋敏感性的影響
2 合金元素對1035 鋼管焊接裂紋的影響
常見合金元素對1035鋼管的焊縫、熱影響區冷裂紋敏感性的影響程度如圖4所示,其中尤以Mn、Mo、Cr、V等元素對1035鋼管焊接裂紋的產生影響最大。
2.1 Mn對焊接裂紋的影響
在碳鋼和低合金鋼中,焊縫金屬中的Mn對結晶裂紋具有重要影響。Mn具有脫硫作用,置換球狀高熔點的FeS[5],減少焊接熱裂紋[6]。
FeS+Mn→MnS+Fe
反應產物MnS不溶于鋼液,大部分進入熔渣,抑制了硫的危害。鋼的碳含量越高,Mn/S比值要求越高。這個結論僅適用于碳含量處于較低水平時,當碳含量達到0.3%,提高Mn/S比例則不再有效[8]。
2.2 Mo對焊接裂紋的影響
添加Mo、Ti、V、Pb等元素可以細化焊縫金屬晶粒,提高鋼管的抗裂性。Mo有強化鐵素體固溶體的作用,其效果強于Mn、Ni、Cr等元素[7,9-10]。Mo能提高鋼的淬硬性,細化晶粒,形成鐵素體與碳化物束團[11],并使硫化物夾雜呈球狀分布。含Mn的焊縫中添加適量的Mo,可以提高常溫和高溫下鋼的沖擊韌度,減少熱裂紋的危害。由于焊接熱循環作用,Mo、Ti、V、Pb等元素在促使奧氏體成分均勻化同時,導致奧氏體晶粒粗化,因此鋼材淬透性提高的同時抗裂性能降低。
1035鋼焊接試驗的主要焊絲的化學成分和力學性能見表3~4。這些試驗數據是在生產現場按照既定的焊接工藝生產,經過無損檢測后取樣檢測獲得的。采用埋弧焊焊接時,三絲使用同一牌號焊絲的,效果以H08D為最佳;直流1絲和交流2、3絲交叉使用的,以H08MnMoTiB+BH60GX-Ⅲ組合為最佳。最終焊絲選擇了上述組合,焊劑使用HJ350(3/4)+SJ101(1/4)組合。
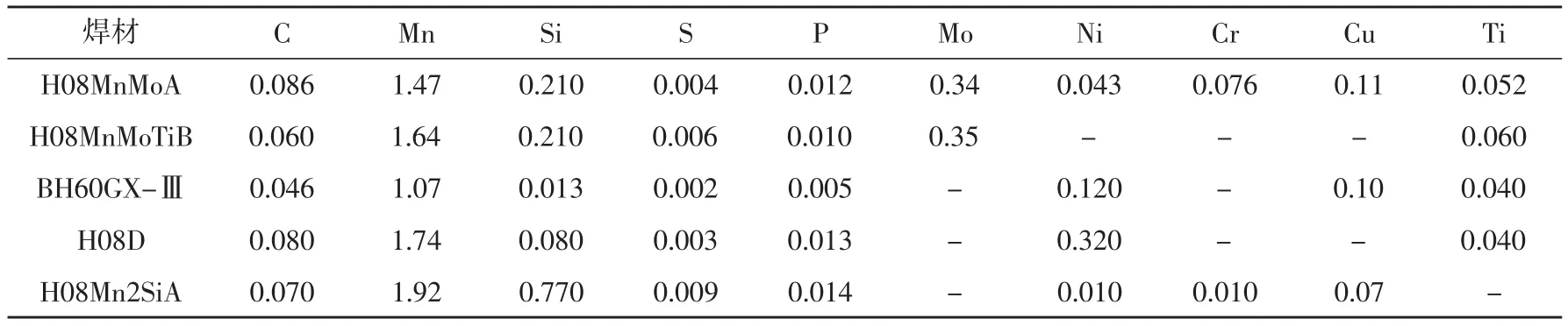
表3 備選焊材的化學成分(質量分數) %
化學成分是焊材選擇的重要考量,力學性能同樣是影響焊縫金屬性能的重要指標。根據1035鋼焊接性特點,選用強度適中、韌性指標良好的焊材對控制焊接裂紋有利。從表3~4可以看出:含合金元素Mo的焊絲沒有突出表現。
3 1035 鋼焊接工藝的制定
焊接材料要保證獲得性能優良的焊縫金屬,而采取合理的焊接方法和焊接工藝則有利于獲得包括焊縫和熱影響區在內的優質焊接接頭。碳能提高鋼材強度,但易引起焊接淬硬和焊接裂紋[12]。由表1可知:1035鋼是以碳作為主要元素調整性能的,焊接工藝的制定應該緊緊圍繞“碳”這個關鍵詞展開。
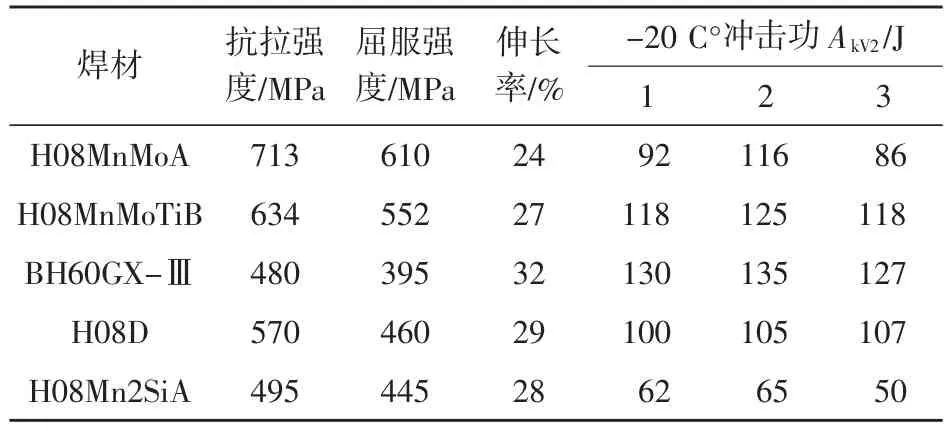
表4 備選焊材的力學性能
3.1焊縫成形系數
焊縫成形系數是指熔焊時,在單道焊縫橫截面上焊縫寬度(B)與焊縫計算厚度(H)的比值(φ=B/ H)。雙面埋弧焊外焊縫成形系數如圖5所示,焊縫成形系數小時形成窄而深的焊縫,在焊縫中心由于區域偏析會聚集較多的雜質,抗熱裂紋性能差[7],所以成形系數值不能太小,設計鋼板銑邊坡口時要加大雙“V”的開口寬度,1035鋼管焊接坡口設計如圖6所示。寬而淺的對接焊縫,柱狀晶往上生長時,雜質大部分被推向表面而分散分布,拉應力集中的現象減弱,提高了焊縫的抗熱裂紋性能。
寬而淺的對接焊縫增加了焊道的容量,中碳鋼、高碳鋼焊接時,為防止硫等雜質熔入焊縫有必要限制熔合比[5]。減少母材融入熔池,導致焊縫金屬因碳、硫、磷含量增加造成性能惡化。通過控制熔合比降低熔敷金屬的稀釋率,提高焊縫金屬的純凈程度,抑制焊接熱裂紋。
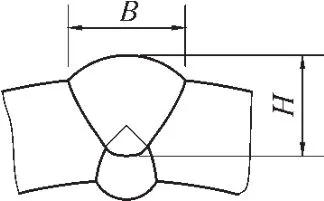
圖5 雙面埋弧焊外焊縫成形系數示意
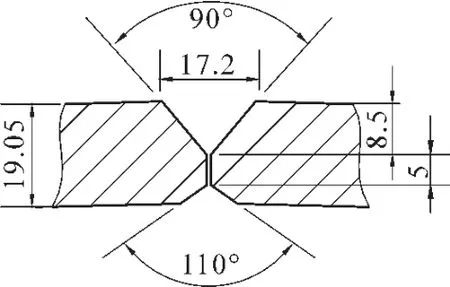
圖6 1035鋼管焊接坡口設計
3.2焊接方式
常規焊接多采取直流反接的作法,Q345D低合金鋼類以及管線鋼管的焊接多采用直流反接。考慮到采用直流正接可以減小熔深,使用較粗的焊絲可以減少電流密度,有利于調整焊縫熔合比,降低熔敷金屬稀釋率,抑制結晶裂紋;而且1035鋼管設計鈍邊高度只有5 mm,為直流正接創造了條件。故確定1035鋼的焊接采用直流正接方式。1035鋼與Q345D雙面三絲焊接能量參數和極性對照見表5。
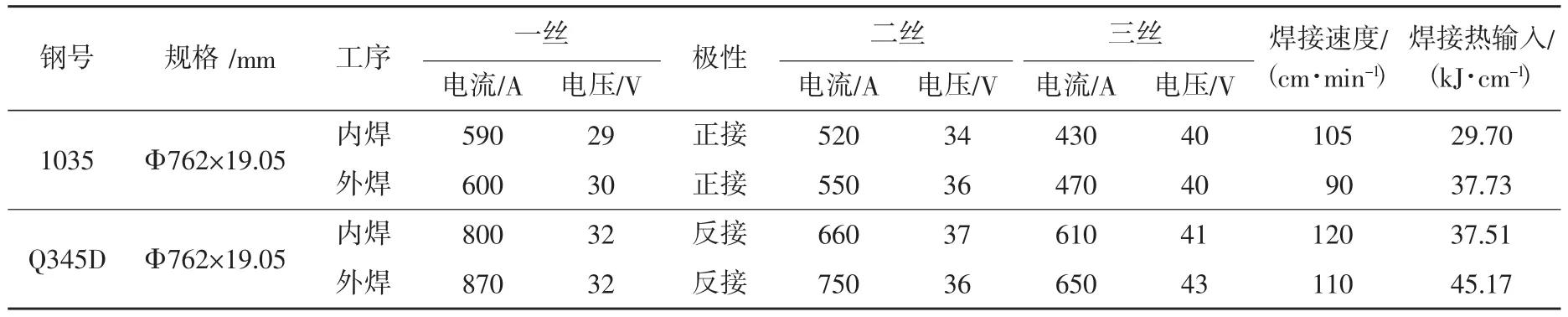
表5 1035鋼與Q345D雙面三絲焊接能量參數和極性對照
3.3加熱方式
國際焊接學會(IIW)推薦了估算碳鋼碳當量計算公式[13]:

此式適用于w(C)≥0.18%中等強度鋼材。通過公式(1)和表1得出,1035鋼碳當量達到0.58%時淬硬傾向較嚴重,可焊性已變差,焊接前預熱可有效防止裂紋[6-7,14],確定預熱溫度為100~150℃[7]。焊接后立即對工件進行加熱或保溫,使其緩冷,該工藝措施稱為后熱[15]。后熱可以使擴散氫充分逸出,消除焊接殘余應力;可減少淬硬性,穩定并改善組織,是防止焊接冷裂紋的有效手段。由于相關計算公式只適用于w(C)≤0.2%的低合金鋼,這里直接參考了工具書給出的預熱溫度和后熱溫度。1035鋼預熱溫度為150℃,后熱溫度250~280℃、保溫時間30 min,應用效果良好。后期高溫天氣時去掉了后熱工序,情形沒有惡化。
3.4焊接熱輸入
焊接熱輸入的確定是以抗裂性和滿足熱影響區韌性要求為依據[6]。焊接熱輸入可以使1035鋼熱影響區晶粒長大,形成淬硬的馬氏體。這種組織對氫更敏感,產生冷裂紋所需的溫度更低。由表5可知,常規焊接的Q345D鋼各項能量參數指標均高于1035鋼,這是焊板試驗和鋼管在線生產實踐修正的結果。“小電流”、“慢焊速”是1035鋼焊接的訣竅。“小電流”有利于降低熔池溫度,韌化組織,增加針狀鐵素體,前提是保證雙面焊縫熔深足夠,雙面(內外)焊交熔適度。“慢焊速”防止熔池冷卻過快產生貝氏體、馬氏體類淬硬組織,防止冷裂紋發生。“小電流”使“慢焊速”成為可能,否則焊接熱輸入將無法控制。從表5可以看出:焊接1035鋼管的電流強度遠遠低于Q345D鋼管,由于采用了較低的焊接速度,焊接熱輸入降幅尚不足20%。
3.5焊接顯微組織
焊縫和熱影響區的冷裂傾向,除與其成分有關,還與組織有關,后者對性能的影響更為明顯。1035鋼焊接鋼管金相組織和宏觀形貌如圖7所示。焊縫熱影響區顯微組織是反映焊接能量參數合理與否最直接客觀的依據。如圖7(b)所示,焊縫中心組織的晶界為先共析鐵素體(呈枝狀),晶粒內部為針狀鐵素體,未見馬氏體、魏氏體等組織。粗晶區(圖7c)母材過熱晶粒粗大,成分為鐵素體、片狀珠光體。熔合線附近(圖7d)左側為過熱區組織,右側為焊縫。細晶區(圖7e)受焊接熱循環正火作用,晶粒明顯均勻化,鐵素體大部分沿奧氏體晶界析出,部分在奧氏體晶粒內呈條狀或針狀析出,珠光體呈細片狀。
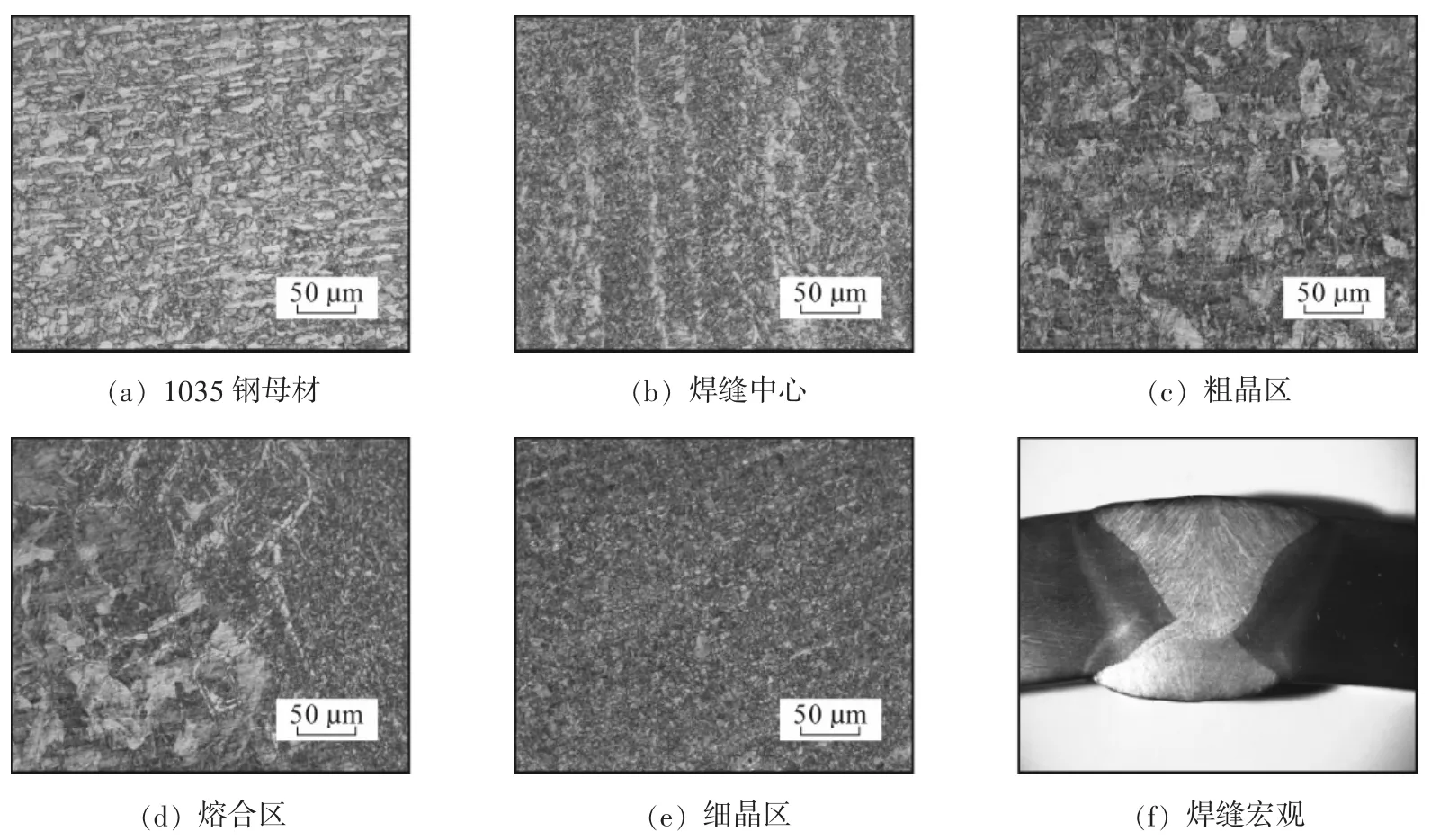
圖7 1035鋼焊接鋼管金相組織和宏觀形貌
4 消除焊接裂紋的現場實踐
國內現行研究焊接裂紋的試驗方法(如RRC、CTS、插銷法),基本是針對低合金鋼焊接接頭的。因此,1035鋼焊板試驗通過后,在JCO生產線上進行了小批量的鋼管焊接現場試驗。1035鋼管焊接最主要的缺陷就是焊接裂紋,其中尤以終端裂紋問題突出。終端裂紋是指長焊縫自動埋弧焊時,出現在接頭終端附近焊縫金屬中的縱向裂紋[5]。1035鋼焊接終端裂紋頻發,情況嚴重時終端裂紋率接近40%,并伴隨著焊縫全長縱向裂紋的發生。
4.1拘束焊接對裂紋的影響
1035鋼進行的多次焊板試驗,幾乎沒有發現裂紋現象。鋼管焊接時,為什么裂紋現象凸顯?焊板試驗中試件是在自由狀態下進行的,焊接現場試驗是將鋼管剛性固定,在限制其自由變形的狀態下進行的拘束焊接[15]。拘束焊接是1035鋼管產生焊接裂紋的原因之一。
JCO工藝生產鋼管,埋弧焊之前有兩道重要的工序影響焊接。JCO鋼管其形狀是經過數控成型機逐步折彎得到的帶有開口的“C”形管坯;接著是在合縫預焊機上通過壓頭擠壓完成“C”形封閉成“O”形和定位焊接,如圖8所示。成型“C”開口越大,合縫時鋼管變形量越大,壓頭擠壓力就越大。接頭內部由此產生的應力對焊接裂紋作用巨大,特別是合縫起始的引弧和熄弧端往往容易出現合縫間隙,加劇了終端裂紋。因此,成型應該嚴格控制開口“C”的尺寸,合縫注意錯邊、管端間隙等缺陷。
圖8 管坯合縫定位焊
4.2引熄弧板的裝配
引熄弧板是焊在鋼管兩端的焊縫上用于焊接起弧和熄弧的輔助工藝裝備件。電弧熱循環使得引熄弧板發生大幅度變形,此時管端焊縫金屬處于半熔化或凝固不久的高溫狀態,受到外力作用導致終端裂紋發生。加大、加長,組裝平直、牢固的引熄弧板對減少終端裂紋有利。
4.3焊劑保溫輸送
為防止快速冷卻產生裂紋,埋弧內焊時不回收焊劑,焊劑始終覆蓋焊縫保溫輸送至外焊工序。內焊完成后除必要的清理工作外,直接輸送至外焊工序;使內外焊工序保持150℃左右的層間溫度。
4.4定位焊清根
埋弧內焊接完成后,立即清除鋼管兩端定位焊(氣保焊)產生的焊縫金屬,再進行埋弧外焊接。這個定位焊清根處理對消除焊縫終端裂紋很重要。
4.5消除焊縫全長裂紋的措施
1035鋼管焊接試驗時,發現焊縫有全長裂紋現象。這種裂紋存在于焊縫的淺表(內外焊皆有),使用碳弧氣刨刨深至焊縫1~2 mm處,肉眼可見縱向細微裂紋。這種淺表裂紋應該是由于鋼中存在成分偏析,結晶時低熔點物質富集在焊縫中心面上,在焊接拉應力的作用下引起的熱裂紋。典型的結晶(凝固)裂紋在高熱輸入的埋弧焊接中常見。按表5所列數據調整焊接能量參數,消除了全長裂紋。調整的依據是觀察焊縫金相宏觀形貌(圖7f),保證雙面(內外)焊接互熔深度足夠,防止未熔合缺陷發生。圖7(f)內外焊互熔程度合理,若進一步降低熱能量極會導致未熔合。
5 結 論
(1)ASTM 1035鋼碳當量達到0.58%時,鋼的淬硬傾向嚴重,焊接前預熱可有效防止裂紋的產生。
(2)焊材選擇遵循低碳、硫、磷,無鎳或低鎳,韌性指標優良,強度匹配適中的原則。
(3)控制焊縫成形系數,降低熔敷金屬的稀釋率,減少焊縫金屬中的碳、硫、磷含量,可減少焊接裂紋的產生。
(4)采取“小電流”、“慢焊速”,嚴格控制焊接熱輸入。
(5)加強合縫管端間隙、引熄弧板裝配,內外焊保溫輸送和定位焊清根等生產現場工藝細節控制。
6 參考文獻
[1]曾正明.新編鋼鐵材料手冊[M].北京:中國電力出版社,2009:165.
[2]聞邦椿.機械設計手冊[M].北京:化學工業出版社,2002:3-12.
[3]尚才眾,董宏斌,賈云剛,等. 09MnNiDR低溫鋼管雙面雙層三絲自動埋弧焊接研究[J].鋼管,2014,43 (4):23-29.
[4]馮釗棠,李鵬. JCO成型過程中鋼板的變形規律研究[J].鋼管,2013,42(1):17-20.
[5]黃石生.焊接科學基礎-焊接方法與過程控制基礎[M].北京:機械工業出版社,2014:111.
[6]中國機械工程學會焊接學會.焊接手冊[M].北京:機械工業出版社,2007:154,157,233.
[7]李亞江.焊接原理及應用[M].北京:化學工業出版社,2009:38-39,88,117.
[8]Kou Sindo.焊接冶金學[M].北京:高等教育出版社,2012:277.
[9]陳裕川.低合金結構鋼焊接技術[M].北京:機械工業出版社,2008:364.
[10]杜則裕.焊接科學基礎-材料焊接科學基礎[M].北京:機械工業出版社,2012:135.
[11]吳樹雄.金屬焊接材料手冊[M].北京:化學工業出版社,2008:57.
[12]李亞江.高強鋼的焊接[M].北京:冶金工業出版社,2010:4.
[13]尚才眾,鄭麗華,賈云剛,等.執行俄羅斯標準的K60管線管JCO焊接工藝實踐[J].鋼管,2015,44(4):45-48.
[14]徐祖澤.新型微合金鋼的焊接及其應用[M].北京:清華大學出版社,2013:17.
[15]中國機械工程學會焊接分會.焊接詞典[M].北京:機械工業出版社,2008:3,21.
Control of Weld Cracking of ASTM 1035 Steel Tube as Developed during Manufacture Operation with JCO Double-side 3-wire Automatic SAW Process
SHANG Caizhong
(Hebei Haiqianwei Steel Pipe Co.,Ltd.,Cangzhou 061300,China)
Abstract:In case of carbon equivalent as 0.58%,the ASTM 1035 low-carbon steel is apt to have significant quench hardness which often leads to development of cracking during welding operation. Based on study of the mechanisms of the said cracking,proper welding process is prepared. The on-the-site operation with the process proves that the cracking severity can be remarkably reduced by means of a number of on-the-site process detail-% control actions,including pre-heating prior to welding,selecting welding consumable containing low contents of C,S and P,and no or low content of nickel and having excellent toughness and well-matching strength,properly controlling the formation factor of the weld,reducing the dilution rate of the deposited metal,reducing the contents of C,S and P of the weld metal,using the small current and slow welding speed techniques,strictly controlling the welding heat input,determining proper pipe-end gap for joining,mounting arc run-on/off tab,temperature-keeping transport of the material during inner welding operation,and back gouging during tack welding,etc.
Key words:JCO;double-side and 3-wire automatic SAW;ASTM 1035 steel tube;medium carbon steel;weld cracking;control
收稿日期:(2015-10-09)
中圖分類號:TG441.7搖
文獻標志碼:B搖
文章編號:1001-2311(2016)01-0045-06
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24