油井管上扣過程中摩擦磨損對摩擦因數影響分析
2016-05-18 06:22:53高進偉孔祥領閆柏辰
石油礦場機械 2016年3期
曹 杉,高進偉,孔祥領,黨 民,閆柏辰
(中國石油技術開發公司,北京 100028)①
?
油井管上扣過程中摩擦磨損對摩擦因數影響分析
曹杉,高進偉,孔祥領,黨民,閆柏辰
(中國石油技術開發公司,北京 100028)①
摘要:特殊螺紋油井管和傳統的API油井管在現場使用中都應按推薦上扣轉矩進行操作,而轉矩值的計算與兩接觸表面間的摩擦因數密切相關。目前,摩擦因數由經驗數據給出,且在API標準中通常設置為常數,忽略了表面性能和操作環境等方面的影響,使上扣轉矩的計算不準確;尤其在高溫、高壓等復雜井況中,可能引起螺紋泄露或過扭漲扣等。建立了相應理論模型,仿真了上扣過程中螺紋表面的摩擦磨損對摩擦因數的影響;分析了隨著滑移距離的增大,表面形貌、粗糙度及摩擦因數的變化趨勢。仿真結論表明,由于上扣過程中的“磨損拋光效應”,摩擦因數逐漸降低,最終穩定在起始值的88%左右。這一研究對油井管上扣過程中的摩擦磨損、螺紋粘扣以及上扣轉矩的確定具有一定的指導意義。
關鍵詞:油井管;轉矩;螺紋;摩擦因數
近年來,油氣勘探開發難度逐漸增大,油井管服役條件日益苛刻[1-3],例如深井及超深井、高抗擠需求、高抗硫需求以及含有其他腐蝕氣體等高難度井越來越多。在油井管的實際使用中,超過2/3的失效屬于螺紋失效[4-5],而大多數螺紋失效都與粘扣相關,尤其是深海領域,螺紋粘扣引起了廣泛的關注[6]。根據統計,2012年僅在北海地區,粘扣導致的產量下降、更換油井管柱等造成了數十億美元的損失[7]。
1綜述
為應對各種高難度井況,非API系列油井管的需求旺盛,對油井管螺紋接頭的密封性能、連接強度以及抗腐蝕能力都有了更高的要求[8]。特殊螺紋設計的核心問題是通過優化和改進螺紋連接、密封面以及轉矩臺肩,最大程度地減少螺紋塑性變形、降低螺紋應力集中、確保接頭密封[9],從而保證管柱的結構完整性和密封性能。Bradley等人[10]指出,為確保特殊螺紋在高溫、高壓環境下的應用,特殊螺紋連接的相關測試必須精確。考慮到成本原因,螺紋設計與測試中使用最多的仍然是有限元分析方法[4,11-12]。
根據API RP 5C5(ISO 13679)的定義[13],油井管螺紋粘扣是發生在相互接觸的金屬表面之間的冷焊,是螺紋表面的連續性、完整性和尺寸精度遭到破壞的一種失效現象[14]。粘扣主要是在高接觸壓力、高溫和/或高速加載的作用下,金屬表面發生彈性變形、塑性變形、擠壓剝落、犁溝和嵌入金屬的損傷過程[15]。在決定螺紋是否會發生粘扣的影響因素中,油井管的上扣轉矩是最為重要的參數之一,尤其對于復雜工況,合理的轉矩值尤為重要[10]。一方面,上扣轉矩決定了管體與接箍之間能否形成有效密封,當轉矩較小時,很可能形成泄露通道;另一方面,當轉矩較大時,螺紋之間、金屬-金屬密封之間容易產生塑性變形,從而導致粘扣。
為了有效防止上述弊端,應當合理計算轉矩的推薦值。以鉆具為例,上扣轉矩值根據Duggan的轉矩方程計算[16],該方程是基于螺栓、螺母間的滑移模型推導的。上扣轉矩與摩擦因數之間的關系[17]為
(1)
式中:Ym為材料的最小屈服強度;p為螺紋導程;θ為螺紋角度;Rt、Rs為與螺紋尺寸相關的參數;A是與應力釋放槽相關的幾何參數;f為摩擦因數,根據API RP 7G,對于緊密配合的螺紋或臺肩表面,使用質量分數40%~60%金屬鋅的螺紋脂時,摩擦因數約為0.08[17]。
由此可見,螺紋表面的摩擦因數對推薦轉矩值的計算有顯著影響。API RP 5A3的推薦做法中給出了估算摩擦因數的基本方法,測試系統則由馬達、轉矩傳感器和旋轉角度傳感器等組成,測試樣品為螺栓、螺母,如圖1所示[18]。其中,馬達提供了螺栓的旋轉并輸出轉矩,分別由2種傳感器讀出各狀態下的轉矩值和旋轉角度,從而計算對應的摩擦因數。根據API RP 5A3中的描述,油套管螺紋連接的接觸壓力為35~140 MPa;若螺紋脂分布較薄,表面接觸壓力可高達200~425 MPa[18];而在特殊螺紋中可達690 MPa[19-20],遠高于API RP 5A3的測試狀態。因此,在同等潤滑條件下,當承載增大時,潤滑條件惡化、粘扣風險增加,API測試中得到的摩擦因數低于現場的實際情況。

1—控制面板;2—齒輪箱;3—旋轉傳感器;4—內六角固定頭;
摩擦因數不但取決于上述接觸壓力的大小,還與接觸表面的基本性能以及動態性能[21]相關。螺紋在實際擰接中的摩擦磨損也會對摩擦因數產生影響,稱為“磨損拋光效應”。所謂磨損,即接觸表面之間由于相對運動造成一定材料損失的現象[22],通常用單位時間、單位滑行距離下的表面磨損量來衡量磨損的速率[23]。由于磨損的復雜性,目前尚未有統一的理論解釋,因為環境中每一個微小變量都會導致整個摩擦磨損體系的變化。Coulomb[24]指出了表面粗糙度對摩擦因數的影響;Nayak[25]對高斯分布各向異性的隨機表面進行研究,抽象出表面的數學描述模型;Bengisu等人[21]表達了宏觀摩擦力與表面微觀尺度之間的關系,研究出一套考慮了變形和表面微凸體粘結的模型,并指出宏觀摩擦力與微觀力之間的關系與微觀形貌下“實際接觸”的表面相關;Sedlacek等人[26]發現在干摩擦的情況下,表面粗糙度越低,相對的摩擦因數也越低,而在濕摩擦的情況下,隨著表面粗糙度的降低,摩擦因數先降低后增加,表明了不同的摩擦磨損機理;Meng等人[27]指出,控制表面粗糙度有助于實現更好的金屬-金屬密封,同時,當表面的接觸面積增大時,接觸壓力降低,從而產生更均勻的膜厚;Shafiei和Alpas[28]則通過試驗表明,滑移速度增大時摩擦因數也隨之增大;Farhat等人[29]則研究了納米晶體鋁材料中晶粒度與摩擦因數的關系,指出隨著晶粒度降低,摩擦因數也隨之降低,并且隨著滑移距離的增大,磨損量在一定滑移距離后維持在相對穩定的水平。
在有潤滑油的情況下,根據Stribeck曲線,可定義4類潤滑模式:邊界潤滑(或稱薄膜潤滑)、混合潤滑、彈性流體潤滑及流體動壓潤滑[30],如圖 2所示。從中可見不同潤滑模式下摩擦因數的變化趨勢。

圖2 Stribeck曲線中潤滑狀態與摩擦因數的關系
為保證油井管在實際工況與現場使用的性能,上扣轉矩是非常重要的參數,而上扣轉矩的計算取決于摩擦因數的值。根據API標準和推薦做法,通常將摩擦因數視為常數。但實際上不同的潤滑狀態、接觸壓力、滑移速度(即上扣速度)、滑移距離(即上扣次數)和螺紋表面粗糙度都會對摩擦副產生影響;不同表面在不同狀態下的摩擦因數是不一致的。目前,摩擦因數值計算的上扣轉矩也不盡準確,很可能導致實際擰接中的過扭或擰接不足;對一般的石油管柱而言,上扣轉矩的微量偏差不會產生較大的影響,但對于一些高溫、高壓井,上扣轉矩不準確則會出現更大的風險,甚至發生災難性事故。因此,應更加深入的研究影響摩擦因數的因素,包括材料及表面性能、螺紋脂性能、接觸壓力、滑移速度、滑移距離以及其他相關參數的影響。本文通過MATLAB建模與仿真,計算在油氣田現場使用中油井管的摩擦因數,從而更準確地計算上扣轉矩,指導特殊螺紋連接的設計,確保油井管在現場的安全使用。
2上扣過程中磨損拋光效應模型
通過建立上扣過程中的磨損拋光效應模型,分析在摩擦磨損中表面粗糙度以及磨損量的變化。在Archard磨損理論的基礎上,引入了考慮微觀形貌的Christensen模型,通過MATLAB仿真分析了微觀形貌對潤滑性能的影響,即“磨損拋光效應”使接觸表面的粗糙度降低,從而影響了系統的潤滑性能。
2.1基于Archard理論的磨損模型
磨損模型由Archard于1953年提出[31],Archard采用摩擦表面微凸體粘著結點為半球狀的簡化模型,認為當兩個接觸表面之間存在相對運動時產生磨損,取決于載荷和材料特點等因素,即
(2)
式中:V是磨損量;s是滑移距離;k是磨損因數的無量綱參數;FN是微凸體承受的正載荷;H是較軟材料的布氏硬度。
由式(2)可知,磨損量與正載荷成正比,與布氏硬度成反比。正壓力越大,接觸壓強越大,材料磨損量越大。對式( 2 )兩邊時間求導可得:
(3)
式中:p為載荷壓強;v為滑移速度;dh/dt為單位時間內的磨損深度,即磨損速率。
由式(3)可知,載荷壓強和滑移速度越大、硬度越小時,磨損速率越大。
考慮到螺紋脂的存在,上扣過程在微觀層面實際是表面微凸體和微凹坑中的潤滑油之間的作用,因此體現出與宏觀作用不一致的特點。根據Le等人[32]文獻,接觸中的實際壓強滿足:
(4)
式中:pa是微凸體間的接觸壓力;pv是微凹坑中潤滑油的油壓;Aa是微凸體所占的面積百分比,則1-Aa為微凹坑所占面積百分比。
當兩個粗糙表面接觸時,其接觸部分具有不連續性和不均勻性[33],“實際”接觸面積只是“名義”接觸面積中的一部分[34]。接觸壓強等于接觸壓力除以接觸面積,實際情況中的接觸壓力遠大于按名義接觸面積計算的接觸壓力。為抽象、簡化接觸表面的微觀形貌,Christensen[35]引入了基于隨機函數的粗糙表面數學模型。本文基于該模型,仿真了磨損過程中實際接觸壓力的變化。
2.2微凸體的壓扁與潤滑油的泄露
根據Williams的推導[36],在彈性形變范圍內平均壓強為
(5)

當引入潤滑油時,基于Hamrock和Dowson的計算[37],潤滑油的最小膜厚hmin為
(6)
式中:η是潤滑油的黏度;u是兩個相對滾動表面在Hertz接觸區的平均速度,即為滑移速度的一半。
當正壓力W提高時,油層厚度下降,從而導致微凸體間真實接觸面積的提高。
潤滑膜的厚度直接影響了潤滑狀態,但不能只考慮潤滑膜的厚度,還必須考慮表面粗糙度的影響,只有潤滑膜的厚度大于微凸體高度時,才能起到相應的潤滑效果。為分析表面粗糙度對潤滑特性的影響,定義膜厚比Λ為膜厚與摩擦副表面復合粗糙度的比值[22]。
(7)
式中:Rq,1與Rq,2分別為2個接觸摩擦副的粗糙度。
通常認為,當Λ>3時,油層厚度大于表面平均粗糙度,因此2接觸表面之間被油層隔離開,為流體潤滑狀態;當Λ<0.3時,由于油層厚度過低,兩接觸表面上的微凸體之間接觸較多,邊界潤滑狀態占主導。實際試驗中測得的Λ分布于0.3~0.7[38]。為簡化分析,本文認為帶螺紋脂的上扣過程中以邊界潤滑狀態為主。
根據Patir和Cheng[39]的通用流量模型,可模擬表面粗糙度對潤滑性能的影響。定義qx為潤滑油在單位長度上向接觸單元外部的泄露流量。假設接觸單元為半徑為a的圓形,接觸單元中的圓圈代表露出的微凸體區域,如圖3所示。
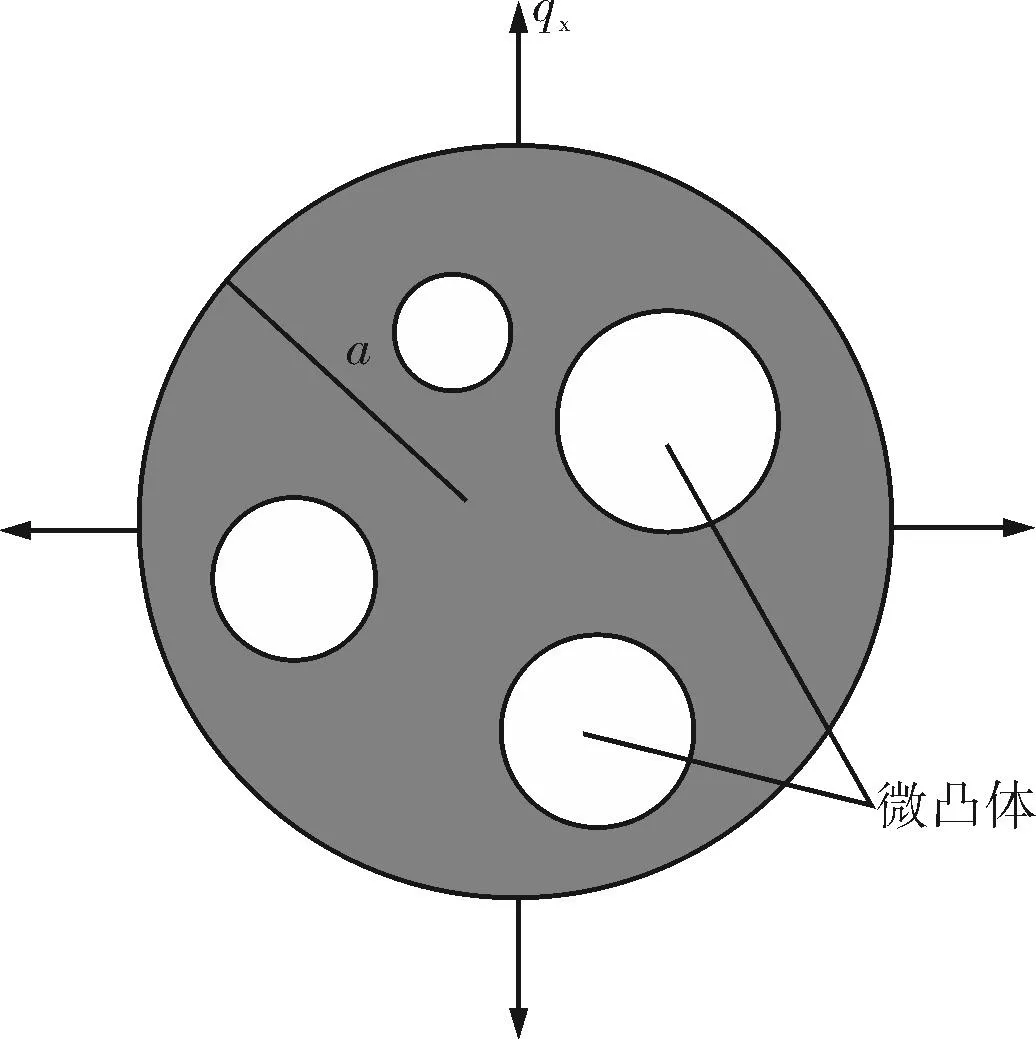
圖3 接觸單元示意
考慮到滑移速度較低,qx主要由壓力梯度驅動,即:
(8)
式中:ht為平均油層厚度;Φx為流量因數,Φx的計算公式由Li[40]給出。
(9)
Htc=3[(1-(0.474 76/γ)+1)-0.250 07]
(10)
a2=0.051 375(ln(9γ))3-0.007 190 1(ln(9γ))4
(11)
a3=1.001 9-0.179 27ln(γ)+
(0.047 583ln(γ))2-(0.016 417ln(γ))3
(12)
式中:γ為表面粗糙度的Peklenik因數;Ht為平均油層厚度ht與表面粗糙度均方根的比值;Htc是泄露閾值,表示磨損后殘留微凸體高度與原始表面微凸體高度間的比值。
為簡化模型,可認為微凹坑中潤滑油的流體靜壓力梯度dpv/dx=pv/a。則
(13)
假設表面粗糙度是各向同性的,因此,泄露流量是軸對稱的,接觸單元中潤滑油體積的流出量滿足式(14)。
(14)
接觸單元中油層體積的減少量與磨損造成的微凸體高度的降低量有關。
由式(3)可得:
(15)
式(14)~(15)聯立可得:
(16)
伴隨著滑移距離的增大和磨損的加劇,微凹坑中的壓力會逐步增大。聯立式(4)、式(15)和式(16),在MATLAB仿真的連續條件下求解,可獲得ht的變化量、微凸體接觸面積比Aa、微凹坑油壓pv和微凸體接觸壓力pa與滑行距離的關系曲線,如圖4所示。
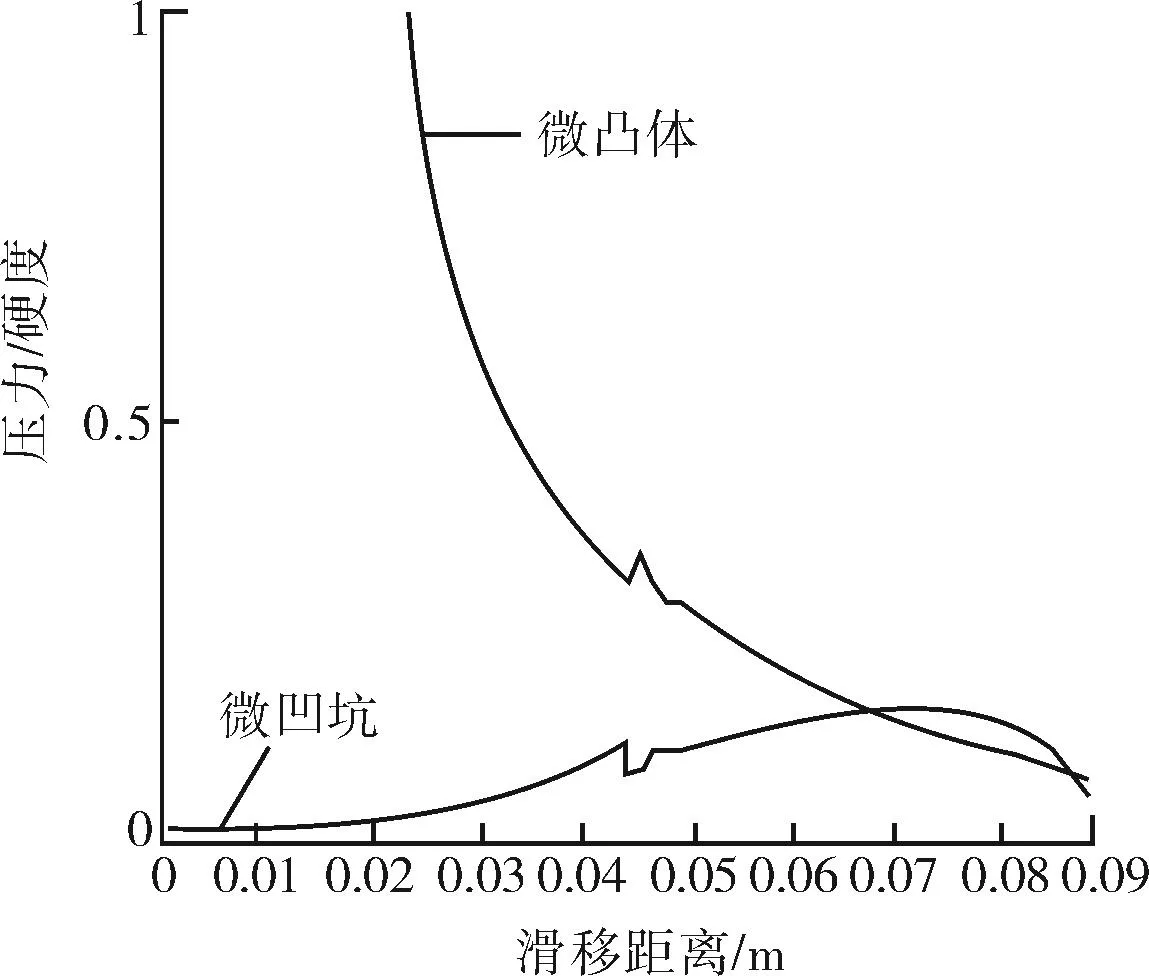
圖4 微凸體壓力、微凹坑壓力與滑移距離的關系曲線
微凸體接觸壓力和微凹坑油層壓力隨滑行距離的關系,起始階段前者壓力顯著高于后者,但隨著滑移距離的增大,微凸體被逐步磨平,微凸體接觸壓力逐步降低,并且隨著這一過程更多的油層被泄露出去,從而油層壓力逐步提高,直到大約滑移距離超過0.072 m時,油層壓力高于微凸體壓力。
摩擦磨損過程中微觀形貌與滑移距離的關系曲線如圖5所示。反映了隨著磨損的進行,微觀形貌的變化趨勢。圖5a為微凸體被逐步磨平的過程,磨損進行到一定程度后,微凸體高度變化的速度逐步降低,最后趨于平穩;圖5b表示隨著滑移距離的增大,由于微凸體高度降低,實際接觸面積比逐漸增大,并最終趨于平穩。在磨損開始前,表面認為是各向異性的,此時可認為Peklenik因數γ約為3;磨損后,表面的同質化更明顯,因而Peklenik因數γ在磨損后逐漸趨向于1。
仿真得出的表面粗糙度Rq隨滑移距離的變化曲線如圖 6所示。隨著磨損的進行,微凸體高度逐步降低,因此表面粗糙度也隨之降低,因此稱之為“磨損拋光效應”。根據仿真的結果,Rq由起始的2.8 μm下降到最終穩定時的約1.1 μm,這是因為微凸體磨損導致微凹坑中的油壓上升,從而抑制了微凸體的進一步磨損,最終Rq相對穩定。
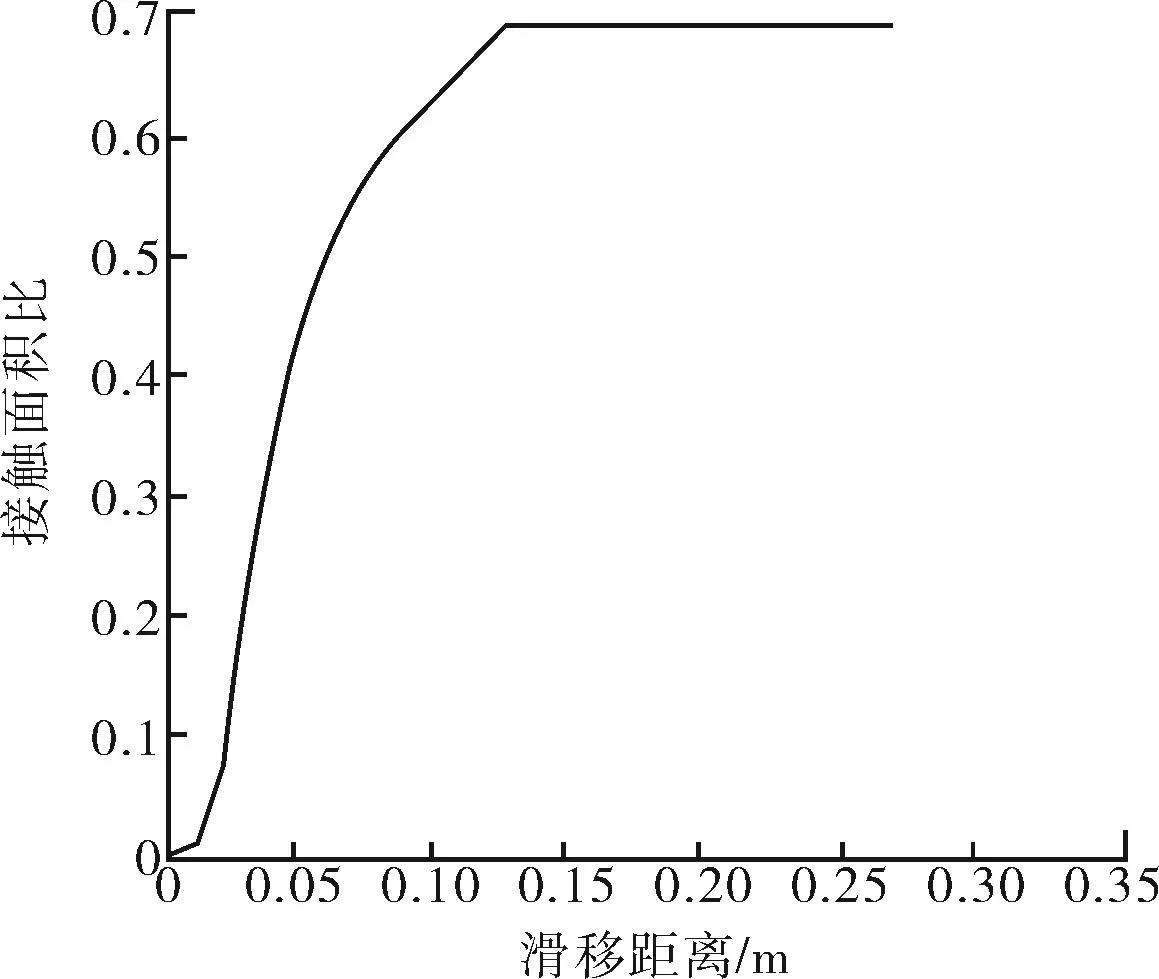
b 接觸面積比
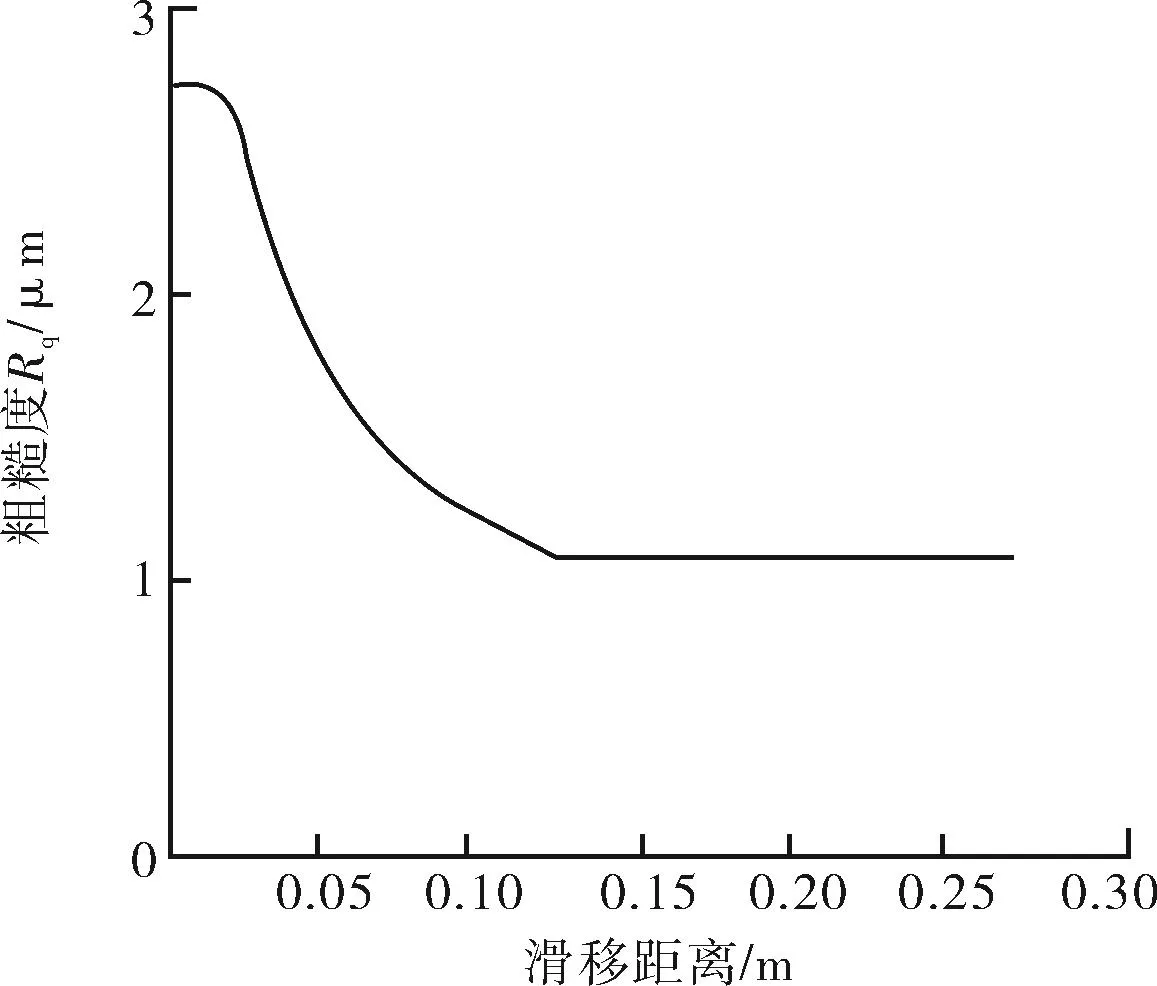
圖6 摩擦磨損過程中表面粗糙度與滑移距離的變化曲線
3摩擦模型
Sutcliffe等人[41]分析了粗糙表面間相對運動時,表面參數與各壓強的關系。滑移過程中微凹坑及壓力分布的變化如圖7所示。

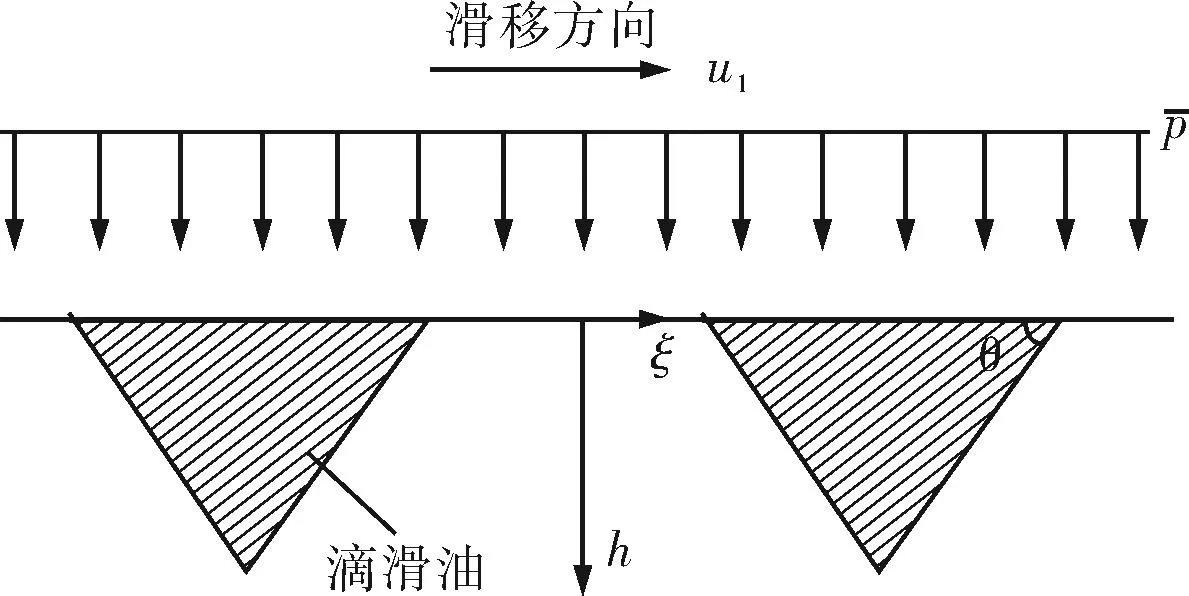
a 微凹坑在獨立狀態下受均勻壓強作用
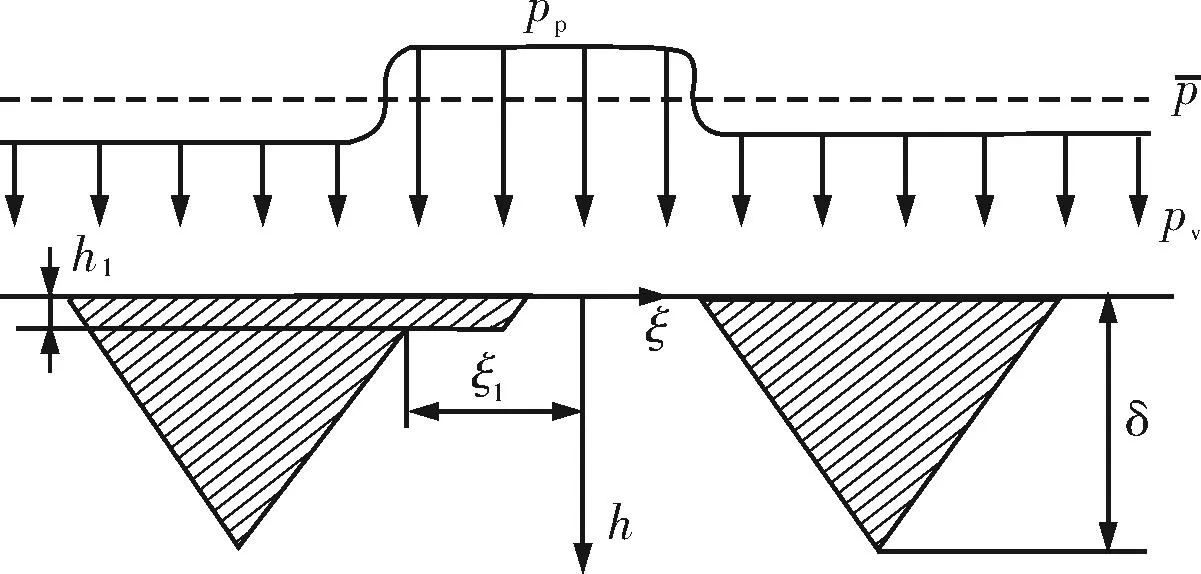
b 摩擦磨損下潤滑油重新分布導致的壓強分布
根據Sutcliffe等人[41]的推導,填充部分的油層厚度h1為
(17)

摩擦因數由微凸體上的摩擦因數與微凹坑內油層的摩擦因數2部分組成。由于油層摩擦因數較微凸體上的摩擦因數很小,可忽略不計。
μ=Apμp
(18)
式中:μp為微凸體上的摩擦因數,由金屬對金屬的直接接觸摩擦和帶薄膜潤滑的邊界潤滑摩擦2部分組成,二者的權重分別是2種摩擦對應的面積比率Ar和1-Ar,因此:
μP=Arμb+(1-Ar)μv
(19)
式中:Ar同時取決于潤滑油的厚度和表面粗糙度;μb是金屬對金屬摩擦因數,為常數;μv為邊界潤滑部分的摩擦因數,通過Eyring方程進行計算。
(20)
式中:τ0為Erying潤滑剪切應力;h1為填充部分的油層厚度,h1遠小于微凹坑的縱向深度δ。
為更好地貼近實際工況,還需做進一步簡化與假設。第一,假設滑移過程中的磨損是適度的,既不過于嚴重,也不過于溫和,前者對應的磨損因數k大約在1×10-6量級,后者對應k在1×10-2量級,本文取k=3×10-4。第二,假設金屬對金屬摩擦因數μb為0.6[22]。第三,假設螺紋脂的黏度約為50 Pa·s。第四,Erying潤滑剪切應力取值2 MPa[42]。第五,微凸體面積率Ap、接觸半徑R、維氏硬度H、微凹坑角度θ等值均取自實際試驗的觀測結果[38]。第六,承載載荷W、工件表面粗糙度Rq、滑移速率v作為本文研究的變量,通過選取不同的值考查這些參量變化對摩擦因數的影響。仿真模型參數如表 1所示。
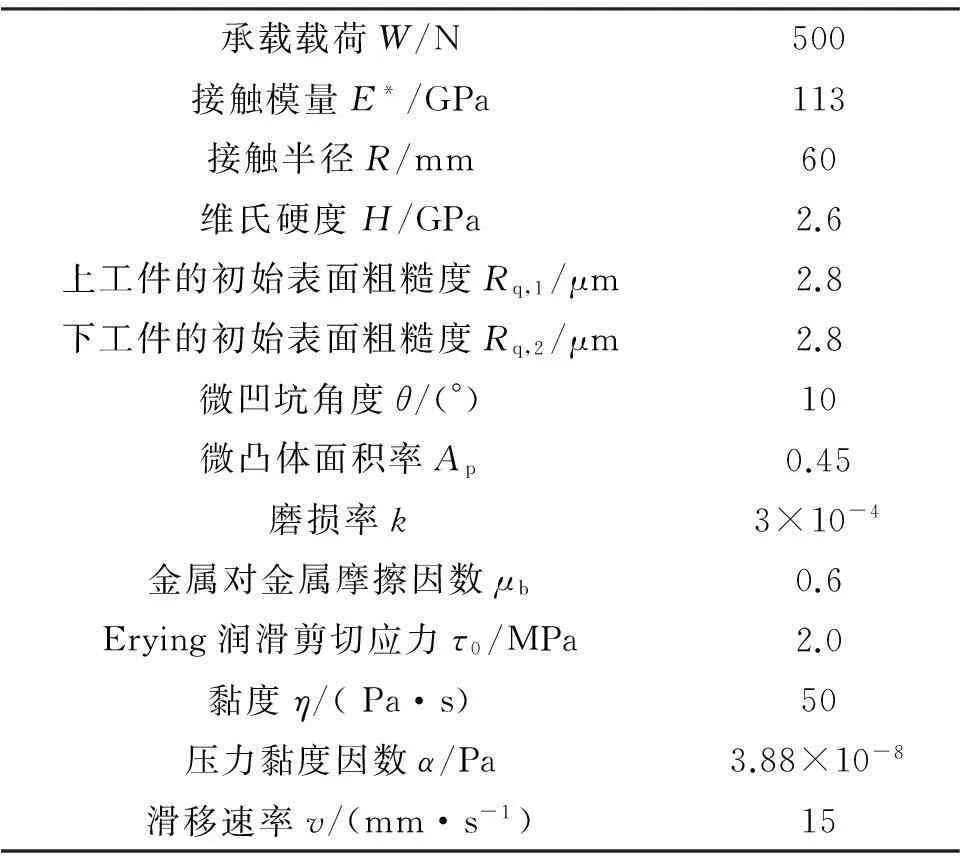
表1 仿真模型參數
經過仿真計算,滑移過程中摩擦因數的變化趨勢如圖 8所示。經過約0.1 m的滑移距離,摩擦因數由最初的0.17下降到0.15,下降率約為12%,隨后摩擦因數穩定在0.15附近。
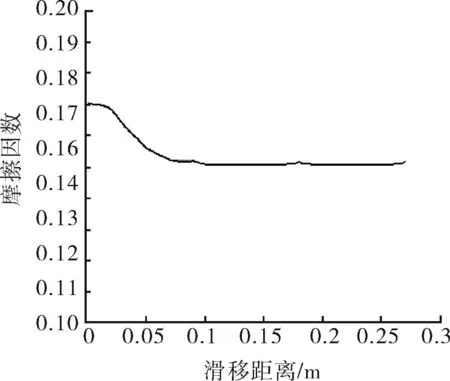
圖8 滑移過程中摩擦因數的變化趨勢
綜上所述,本文基于一定的模型簡化,根據基于表面粗糙度的微凹坑潤滑模型,估計了微凸體接觸面積,進而計算了摩擦因數的值,并給出了伴隨著上扣過程中微凸體磨損導致的摩擦因數的變化趨勢,仿真結果與實際試驗結果的趨勢一致。
4結論
1)摩擦因數的大小對于計算合理的上扣轉矩是非常重要的,而摩擦因數的數值取決于復雜的摩擦磨損系統,這一系統中任何微小變量的改變都將造成摩擦因數的變化。
2)API雖然給出了摩擦因數的推薦值,但API對該推薦值過于簡化,不同表面特性、不同材料下的摩擦因數都認為是一致的,并且在后續第2次乃至多次上扣過程中,該值也被認為是常數,因此推薦上扣轉矩也是恒定的。不同的潤滑狀態、接觸壓力、上扣速度、上扣次數、表面性能以及潤滑脂的性能都會對摩擦因數產生影響,上扣轉矩的推薦值也存在一定偏差,在實際操作中存在轉矩過大或轉矩不足的風險。
3)同樣的工況下,摩擦因數并不是恒定不變的,它受到多方面的影響,且隨上扣過程逐步下降。在本算例中,經過約0.1 m的滑移距離后,微凸體高度逐步下降,接觸面積比隨之增高,表面粗糙度從起始的2.8 μm下降到約1.1 μm;在這個過程中,摩擦因數由起始值0.17下降到穩定值0.15。這是由于在上扣過程中,“磨損拋光效應”導致了表面粗糙度的降低,從而獲得了更好的潤滑條件。
4)不論是API標準,還是各特殊螺紋生產商,都應核實更精確的摩擦因數,從而確保上扣轉矩值的合理計算。此外,除了本文考慮的諸多因素外,還有其他環境變量也會影響摩擦因數的大小,例如上扣現場的環境溫度也會對摩擦磨損系統產生影響,這也應當納入未來的研究方向。
參考文獻:
[1]呂拴錄,韓勇,趙克楓,等.特殊螺紋接頭油套管使用及展望[J].石油工業技術監督,2000,16(3):1-4.
[2]付彧,齊國權,衛遵義,等.特殊螺紋油套管設計及國內產品現狀[J].石油礦場機械,2012,41(10):72-76.
[3]何牛仔,高學仕,李兆勇.熱采井套管螺紋連接有分析[J].石油礦場機械,2007,36(9):64-66.
[4]Guangjie Y,Zhenqiang Y,Qinghua W,et al.Numerical and experimental distribution of temperature and stress fields in API round threaded connection[J].Engineering Failure Analysis,2006(13):1275-1284.
[5]Schwind B. Mobil qualifies three tubling.casing connection product lines[J]. Hart's Petroleum Engineer International,1998(4):59-62.
[6]Cuvalci O,Sofuoglu H,Ertas A.Effect of surface coating and tin plating on friction characteristics of P-110 tubing for different thread compounds[J].Tribology International,2003(36):757-764.
[7]Kent S,Amiel G,Faucon B.North Sea Gas Leak Could Cost Billions[N].The Wall Street Journal,2012.
[8]Van W J,De Pauw J,De Baets P,et al.Fatigue investigation of threaded pipe connections[J].Sustainable Construction & Design,2010(2):182-189.
[9]Galle T,De Waele W,De Baets P,et al. Influence of design features on the structural integrity of threaded pipe connections[J].Sustainable Construction and Design 2011,2(2):237-245.
[10]Bradley A B,Nagasaku S,Verger E.Premium Connection Design,Testing and Installation for HPHT Sour Wells[C]//Texas:SPE High Pressure-High Temperature Sour Well Design Applied Technology Workshop,2005.
[11]Van Wittenberghe J,De Pauw J,De Baets P,et al.Experimental determination of the fatigue life of modified threaded pipe couplings[J].Procedia Engineer,2010,2(1):1849-1858.
[12]De Baere I.Design of a three-and four-point bending setup for fatigue testing of fibre-reinforced thermoplastics[G].2001.
[13]API RP 5C5(ISO 13679),Recommended Practice on Procedures for Testing Casing and Tubing Connections[S].2003.
[14]王少蘭,費敬銀,駱立立,等.石油鉆具螺紋防粘扣技術及應用[J].電鍍與精飾,2014,36(1):18-22.
[15]張永強,王新虎.油套管螺紋抗粘扣技術研究進展[J].石油礦場機械,2008,37(2):78-81.
[16]Duggan T V.Applied engineering design and analysis[M].1st Edition ed,London:Iliffe,1969.
[17]API RP 7G,Recommended Practice for Drill Stem Design and Operation Limits 16th Edition.American Petroleum Institute[S].2009.
[18]API RP 5A3 (ISO 13678),Recommended Practice on Thread Compounds for Casing,Tubing,Line Pipe,and Drill Stem Elements[S].2009.
[19]陳守俊,高連新,張毅,等.油套管螺紋聯接粘扣失效過程的試驗研究[J].華東理工大學學報(自然科學版),2012,38 (2):247-251.
[20]Bezensek B.Finite Element Analysis of the Seal During Make-up[M].2010.
[21]Bengisu M T,Akay A.Stick-slip oscillations:Dynamics of friction and surface roughness[J].Journal of the Acoustical Society of America,1998,105(1):195-204.
[22]溫詩鑄,黃平.摩擦學原理[M].北京:清華大學出版社,2008.
[23]Heide E V,Schipper D J.Galling initiation due to frictional heating[J].Wear,2003 (254):1127-1133.
[24]Coulomb C A.Memoires de Mathematique et de Physique de l'Academie Royale des Sciences [M].Theorie des machines simples,Paris:Academie Royale des Sciences,1985.
[25]Nayak P R.Random process model of rough surfaces[J].Journal of Wear,1973,26(3):305-333.
[26]Sedlacek M,Podgornik B,Vizintin J.Influence of surface preparation on roughness parameters,friction and wear[J].Journal of Wear,2009(266):482-487.
[27]Meng Q,Gao L,Liu F,et al. Contact mechanics and elastohydrodynamic lubrication in a novel metal-on-metal hip implant with an aspherical bearing surface[J].Journal of Biomechanics,2010(43):849-857.
[28]Shafiei M,Alpas A T.Effect of sliding speed on friction and wear behaviour of nanocrystalline nickel tested in an argon atmosphere[J].Journal of Wear,2008(265):429-438.
[29]Farhat Z N,Ding Y,Northwood D O,et al.Effect of grain size on friction and wear of nanocrystalline aluminium[J].Materials Science and Engineering,1996(A206):302-313.
[30]Kim H,Kardes N.Friction and lubrication[M].Altan T,Tekkaya A E,editors.Sheet Metal Forming-Fundamentals:ASM International,2012.
[31]Archard J F.Contact and Rubbing of Flat Surfaces[J].Journal of Applied Physics,1953(24):981-988.
[32]Le H R,Sutcliffe M P F.Rolling of thin strip and foil:application of a tribological model for "mixed" lubrication[J].Journal of Tribology,2002(124):129-136.
[33]溫詩鑄,黃平.界面科學與技術[M].北京:清華大學出版社,2011.
[34]Persson B N J.Elastoplastic Contact between Randomly Rough Surfaces[J].Physical Review Letters,2001,87(11):1-4.
[35]Christensen H.Stochastic model for hydrodynamic lubrication of rough surfaces[G].Proceedings of the Institution of Mechanical Engineers,1969-1970(184):25-1013.
[36]Williams J A.Engineering Tribology[M].Cambridge:Cambridge University Press,2005.
[37]Hamrock B J,Dowson D.Elastohydrodynamic Lubrication of Elliptical Contacts for Materials of Low Elastic-Modulus I-Fully Flooded Conjunction[J].J Lubric Tech-T Asme,1978,100(2):45-236.
[38]Stewart F,Le H R,Williams J A,et al.Characterisation of friction and lubrication regimes in premium tubular connections[J].Tribology International,2012(53):66-159.
[39]Patir N,Cheng H S.Average Flow Model for Determining Effects of 3-Dimensional Roughness on Partial Hydrodynamic Lubrication[J].J Lubric Tech-T Asme,1978,100(1):7-12.
[40]Li W L,Chein W T.Parameters for Roughness Pattern and Directionality[J].Tribol Lett,2004,17(3):51-547.
[41]Sutcliffe M P F,Le H R,Ahmed R.Modeling of micro-pit evolution in rolling or strip-drawing[J].Journal of Tribology,2001(123):33-40.
[42]Le H R,Sutcliffe M P F.A multi-scale model for friction in cold rolling of aluminium alloy[J].Tribol Lett.,2006,22(1):95-104.
Theoretically Modeling of Coefficient of Friction Influenced by Frictional Wear during the Make-up of OCTG
CAO Shan,GAO Jinwei,KONG Xiangling,DANG Min,YAN Baichen
(ChinaPetroleumTechnologyandDevelopmentCorporation,Beijing100028,China)
Abstract:A pre-defined torque value is required in the rig site operation for both the API and premium connections.The torque value is calculated using the coefficient of friction (CoF) between the two surfaces.However,the existing estimation to the CoF comes from empirical data and is usually considered as a constant.This may be inaccurate due to the variation of surface and operation conditions.Therefore,it might lead to over or under torque of the connections,especially in the high pressure high temperature wells.Therefore,a theoretical approach was taken to correlate the surface topography,roughness and CoF with sliding distance.Because of the micro burnishing during the make-up process,CoF is gradually reduced and be steady at about 88% of the initial value.The results help to understand how friction is related to external circumstances in the operation of OCTG connections.
Keywords:OCTG;torque;thread;coefficient of friction
中圖分類號:TE931.2
文獻標識碼:A
doi:10.3969/j.issn.1001-3482.2016.03.006
作者簡介:曹杉(1986-),男,北京人,主要從事油井管研究,E-mail:caos@cptdc.cnpc.com.cn。
收稿日期:①2015-09-29
文章編號:1001-3482(2016)03-0025-08
