一種精沖壓力機智能化模具保護裝置
2016-05-23 09:35:10周星源端武治
鍛壓裝備與制造技術 2016年4期
關鍵詞:智能化
陳 春,周星源,王 偉,端武治
(揚州鍛壓機床股份有限公司,江蘇 揚州 225128)
一種精沖壓力機智能化模具保護裝置
陳 春,周星源,王 偉,端武治
(揚州鍛壓機床股份有限公司,江蘇 揚州 225128)
通過對精沖過程分析,以及對智能化模具保護裝置機械、液壓系統設計、電氣控制程序設計等方面的研究,介紹了目前一種精沖壓力機智能化模具保護裝置技術。
壓力機;精沖;智能化;模具保護
目前國內精沖件需求量很大,并且有逐年增加的趨勢。而精沖壓力機在國內只有少數幾家公司生產,且整體技術落后。國內做精沖加工的設備一般為普通液壓機改制,也有用普通沖壓機床和液壓模架來代替,它們并不是真正意義上的精沖機。況且模具保護裝置欠缺,加位置開關等裝置根本起不到保護精沖模具的作用。
精沖模具對模板材質及模板、頂桿、凸凹模等的加工、配合精度要求較高,使整套模具制造成本較高,從而對模具保護裝置提出了更高要求,稍有不慎(模具內出現異物等)就會打壞模具,造成巨大損失,這讓很多做精沖件加工的廠家特別頭疼。而真正的精沖壓力機是精沖工藝與模具技術、機電液與控制技術、基礎元器件與可靠性技術高度集成的技術密集型數控加工設備,是汽車、航空航天、兵器和高科技領域必備的機床制造裝備,是保證經濟和國防安全而必須自主掌握的重大裝備之一。由于國內做精沖件的廠家對機床要求較高,大部分不得不依賴進口歐美、日本的精沖機(日本森鐵工、瑞士法因圖爾等)。而歐洲、日本精沖機生產線不僅價格昂貴,而且必須配套進口模具,這就間接增加了成本,且維修不便。因此,必須根據國產模具及國內生產實際,開發適合我國國情的精沖機。
1 技術方案分析
根據精沖過程分析,考慮以上因素,必須對滑塊的快速提升油缸進行改造,在活塞桿上端設置安全保護油缸,并在活塞桿與安全保護油缸之間增設接近開關,通過調節液壓系統溢流閥壓力的大小來快速檢測油缸壓力變化,并判斷產生該變化時快速缸活塞位移與滑塊位移是否正常,快速識別出模具中是否有異物存在。如果模具之間存在異物,則會造成油缸壓力在快慢速轉換之前就升高。這一異常信號將通過滑塊位移傳感器與檢測油缸壓力變化數據之間的比較識別出來,進而通知控制系統發出停機指令。具有模具保護功能是全自動精沖壓力機所必須的,而其穩定性和靈敏度則是反映設備綜合性能的重要指標。
2 智能化模具保護裝置設計
通過對整個精沖機運行狀態的研究、分析,課題組設計了一套智能化模具保護裝置,如圖1、2所示。
如圖1所示,精沖壓力機精沖模智能化模具保護裝置機械部分由連接座(與主油缸連接)、上壓蓋、活塞、中壓蓋、快速油缸缸體、下壓蓋等組成。而液壓系統設置的目的就是安全油缸內所加油壓只供托起滑塊、工作臺、模具等的重量,且當滑塊未到加壓檢測位置時安全油缸內油壓突然加大導致安全油缸缸體與快速缸活塞桿之間發生位移變化,從而檢測異物存在。它采用高壓小流量定量齒輪泵作為動力源,且該動力源只是從快速提升油缸液壓泵出口上增加一液壓旁路,不需要單獨的液壓動力源,增加的安全保護液壓系統閥組均采用板式安裝,疊加閥組合,將之集中在一塊油路塊上,結構緊湊,安裝方便,又減少漏油機率。
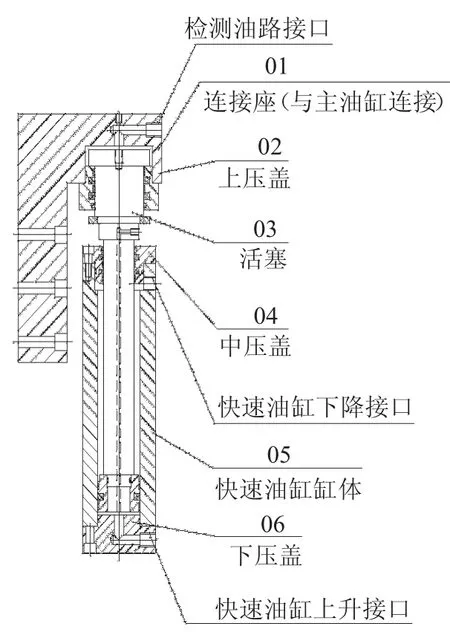
圖1 智能化模具保護裝置結構簡圖
下面介紹該精沖模具安全保護液壓系統的原理。從快速提升液壓泵高壓出口P分為三路。第一路經減壓閥02、單向閥03 A口出來分為兩路:一路到安全保護油缸壓力表05(顯示平衡滑塊及模具重量油缸內需要液壓壓力的大小)、壓力調整溢流閥04回到油箱;另一路到達二位四通電磁閥06 T口,通過此電磁閥通電到達其A口,最后到達模具保護油缸。高壓出口P第二路經過伺服閥P口,通過伺服閥通電到達B口,再通過邏輯插裝閥10又分為三路:一路與單向閥11的OUT口相連,第二路與提升油缸下端相連,第三路到達單向閥07P口、二位四通電磁閥06 P口,再通過電磁閥到A口,繼而到達模具保護油缸。高壓出口P第三路與二位四通電磁閥08 P口相連,再通過電磁閥A口到達邏輯閥蓋板09,最后進入邏輯插裝閥10的控制口,如圖2所示。
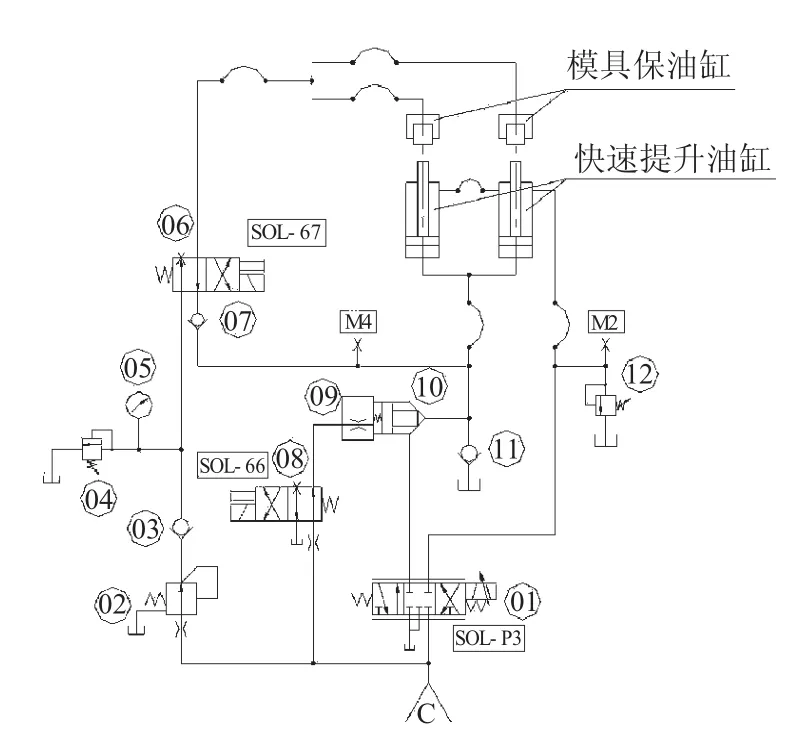
圖2 智能化模具保護裝置液壓原理圖
對同一臺精沖壓力機,滑塊及主缸等的重量是一定的,而不同模具其重量各不相同,因而其設定壓力也有所不同。
2.1 模具壓力設定
針對不同的精沖模具設定壓力表05內的壓力,設定方法為:將二位四通電磁閥06通電(SOL-67得電),電磁閥換向,P與B通,A與T通,此時模具保護油缸與測壓壓力表05、壓力調整溢流閥04通,調整04的大小,觀察安全油缸托起滑塊及模具重量的最小壓力,再稍微增大一點即可(考慮摩擦力的大小)。
2.2 安全保護油缸可承受重量計算方法
式中:F——油缸能托起的重量,N;
P——安全保護油缸內的壓力,Pa;
A——油缸活塞面積,m2。
3 智能化模具保護裝置試驗
該裝置安裝在現有6500kN精沖壓力機上進行試驗,如圖3、4所示。試驗采用6mm厚45#冷鋼板。試驗時,分別故意將樣件或廢料留在模具內,使試驗機工作,發現當滑塊上升到模具接觸異物時,滑塊不是向上繼續運行,而是自動返回下死點停機等待。反復進行100次,每次均為如此,成功率達到100%。該套模具保護系統獲得試驗成功。

圖3 智能化模具保護試驗裝置

圖4 智能化模具保護試驗液壓系統
4 調試與控制程序設計
在對模具異物產生機理以及由此造成主滑塊快速上升過程中壓力變化現象進行深入研究過程中,巧妙地將壓力檢測油缸與快速行程油缸設計為一體,通過圖2中二位四通電磁閥06的通、斷電,可快速接通或斷開(高、低壓切換)模具保護油缸,由此檢測快速油缸活塞桿上端模具保護油缸內壓力變化與產生該變化時主滑塊所處的位置進行對比,快速識別出模具中是否有異物存在。當有異物存在時,液壓回路與電氣控制系統立刻讓快速油缸返回到下死點停機等待,從而實現模具保護。
通過設計此模具保護裝置,將機、電、液有機結合,在機床滑塊快速上升階段,同時也是模具保護階段,所有控制動作都將通過主機PLC進行分析控制。
5 結束語
根據上述研究成果,課題組設計完成了6500kN精沖壓力機智能化模具保護裝置設計。目前此裝置已配套在主機并投入用戶使用。由于性能可靠,取得了很好的效果。
[1]宋擁政.中國金屬成形行業現狀與發展[M].中國鍛壓協會,2008.
[2]周開華.簡明精沖手冊[M].北京:國防工業出版社,2006.
[3]涂光祺.精沖技術[M].北京:機械工業出版社,1990.
[4]章宏甲,黃 誼.液壓傳動[M].北京:機械工業出版社,1998.
[5]成大先.機械設計手冊(第四版)[M].北京:化學工業出版社,2002.
[6]陽寶元,等.液壓泵試驗臺系統設計[J].液壓氣動與密封,2015,(2).
An intelligentdie protector for fine blanking press
CHEN Chun,ZHOU Xingyuan,WANG Wei,DUAN Wuzhi
(Yangzhou Metalforming Machine Tool Co.,Ltd.,Yangzhou 225128,Jiangsu China)
By analysis of fine blanking process and research of mechanical&hydraulic system design of intelligentdie protector as well as electric control program design,an intelligentdie protector for fine blanking press has been introduced in the text.
Fine blanking;Intelligent;Die protector
TG315.5
A
10.16316/j.issn.1672-0121.2016.04.005
1672-0121(2016)04-0016-03
2016-03-19;
2016-05-09
陳 春(1984-),男,工程師,從事鍛壓設備技術管理。E-mail:beijing2008chenc@163.com
猜你喜歡
軍事文摘(2022年19期)2022-10-18 02:41:14
建材發展導向(2021年13期)2021-07-28 07:14:34
建材發展導向(2021年10期)2021-07-16 07:13:24
印刷工業(2020年4期)2020-10-27 02:46:02
印刷工業(2020年4期)2020-10-27 02:45:52
中國儲運(2019年5期)2019-05-15 09:37:40
能源(2018年10期)2018-12-08 08:02:52
汽車觀察(2018年10期)2018-11-06 07:05:08
中國交通信息化(2017年4期)2017-06-06 07:21:52
中國公路(2017年12期)2017-02-06 03:07:25
