一種小型薄鋁板三軸軋輥卷板機的結構設計與控制
2016-05-23 09:35:10張永軍
鍛壓裝備與制造技術 2016年4期
張永軍
(陜西國防工業職業技術學院 機械工程學院,陜西 西安 710300)
一種小型薄鋁板三軸軋輥卷板機的結構設計與控制
張永軍
(陜西國防工業職業技術學院 機械工程學院,陜西 西安 710300)
本文根據一種薄鋁板的卷彎成形工藝設計了一種小型三軸軋輥卷板機,在保證加工精度、材料性能和工藝強度等要求的前提下,結合現代控制技術和傳感檢測技術,利用PLC對設備進行了系統化改進,并遵循操作簡便、控制穩定的原則,優化軟硬件結構,具有一定的價值。
卷板機;薄鋁板;結構設計;PLC;卷彎成形
卷板機是現代工業生產中常見的一種鍛壓加工設備,在壓力管道、輥軸加工、工業容器、表面成形加工以及船舶、航空、汽車和軍工等領域有著極為廣泛的應用。本文根據一種薄鋁板的卷曲成形工藝設計了一種小型三軸軋輥卷板機,在保證加工精度、材料性能和工藝強度等要求的前提下,結合現代控制技術和傳感檢測技術,利用PLC對設備進行了系統化改進,并遵循操作簡便、控制穩定的原則,優化軟硬件結構,具有一定的價值。
1 結構設計
卷板機是將金屬板材彎卷成弧形或圓筒形工件的通用設備,利用三點定圓的原則對零件進行壓彎或卷彎的一種工藝,通過輔助裝置卷制在一定范圍內,同時卷板機控制系統也必須遵循這一原則進行設計,并對卷板機的各工作輥進行靈活、精確、有效的控制[1]。
本文對一種薄鋁板卷曲成形工藝設計了一種小型三軸輥卷板機,鋁板主要技術參數:最大卷板規格6mm×850mm,設備調平精度0.2/1000,兩下輥橫向水平度0.2/1000,兩下輥對上輥的等距度3mm,制板材縱向接縫寬度均勻,無明顯凸起和褶皺,利用PLC控制。
如圖1所示,具體工作過程為:設備通電,按下控制臺1上的啟動按鈕和自動按鈕后,設備開始運行,當來料鋁板送入到上下輥之間,由關電開關2檢測后,將信息傳送給PLC,三相電機12啟動,同時驅動聯軸器11、減速器10,將電機12輸出的低轉矩量轉化為大轉矩驅動下輥齒輪,經過嚙合運動傳遞至上輥齒輪如圖2、3所示,上下軸輥5、6同時轉動,完成對薄鋁材的卷彎成形工藝。
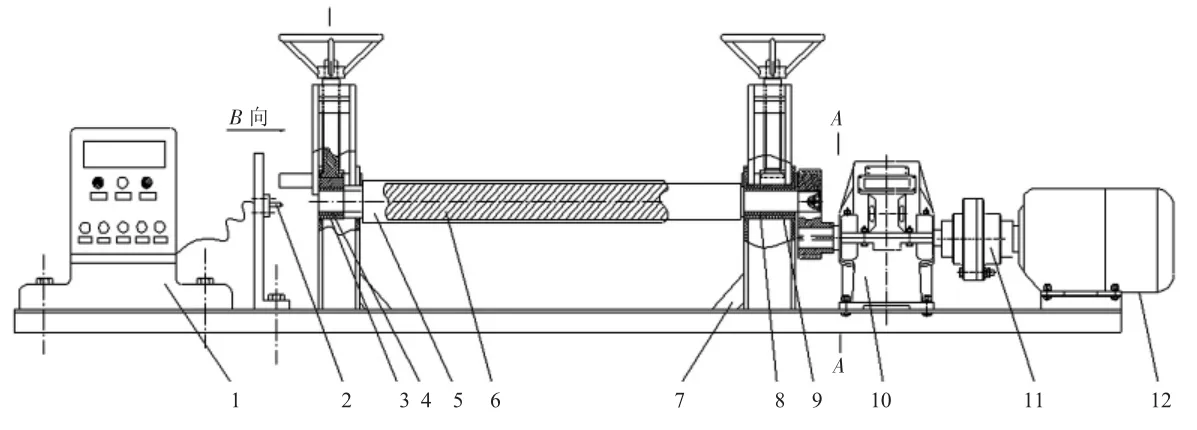
圖1 薄鋁板卷板機總成
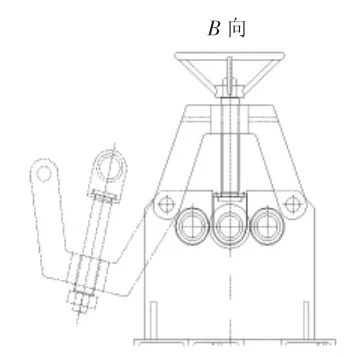
圖2 B向視圖
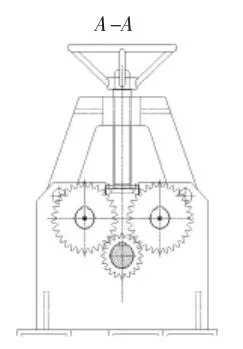
圖3 A-A剖視圖
2 控制結構設計
如圖4所示為控制面板結構,整個功能分區為三個部分,分別為顯示區、工作狀態指示區和工作區。其中顯示區通過計數器指令對當前加工板材進行計數,通過SET指令在顯示器上通過8段碼直觀顯示;工作指示區通過三種顏色的指示燈表明當前的設備運行狀態,如果出現卡板、過載等現象,紅色的故障狀態指示燈亮,正常運行時白色和綠色的指示燈亮;工作區分別有5個按鈕,用于控制設備運行,具體分工為:①啟動按鈕—設備通電后,按下啟動按鈕,此時設備處于通電待工作狀態;②自動按鈕—對來料進行自動檢測后,啟動電機帶動軸輥完成自動卷彎的工作;③手動按鈕—完成自動/手動的切換,整個卷彎的過程,通過手動控制方式完成;④停止按鈕—停止設備運行;⑤急停按鈕—對設備運行時出現的未可知故障及時停止,以備檢查調試。
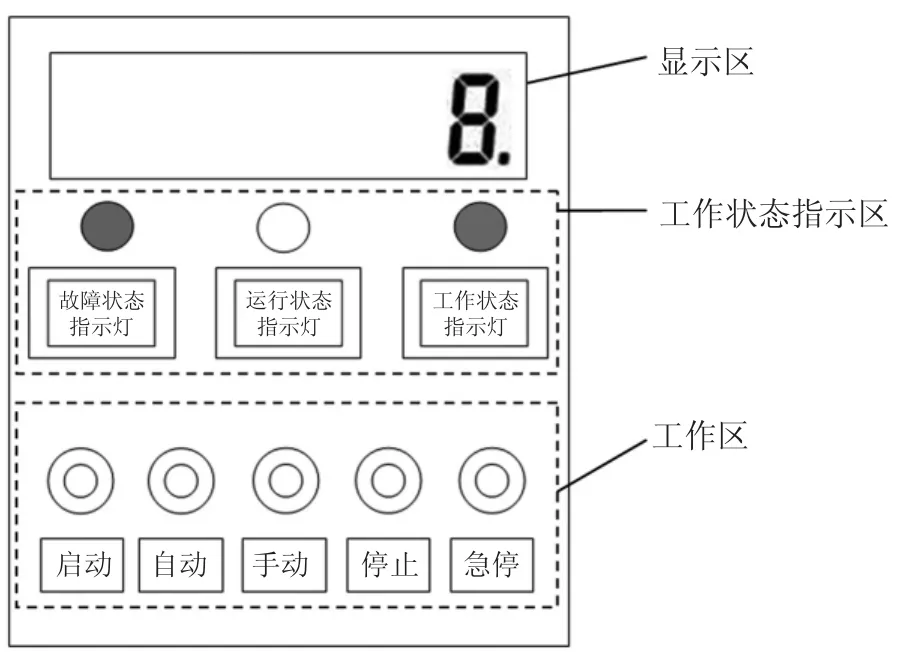
圖4 控制面板結構
3 PLC軟硬件控制結構分析
本結構為小型卷板機,驅動方式為單輥驅動,結構簡單,精度要求一般,不需要更多的位置檢測、偏移量檢測和頻敏電阻設定。控制系統硬件以Siemens公司的s7-200-CPU226-AC/DC/RLY為核心,完成對設備的管理和控制。如前所述,該設備沒有位置檢測裝置,也就不需要將各工作輥的實際工作位置反饋回CPU。但是在程序編制時需編寫計數器指令,對已加工板材數量進行統計反饋,控制系統所有的功能按鈕集中安裝在控制臺上,通過控制面板上的按鈕即可實現動作,同時進行數據的傳輸、終端操作及報警信號的顯示。具體控制系統結構框圖和布置分配如圖5所示[2]。
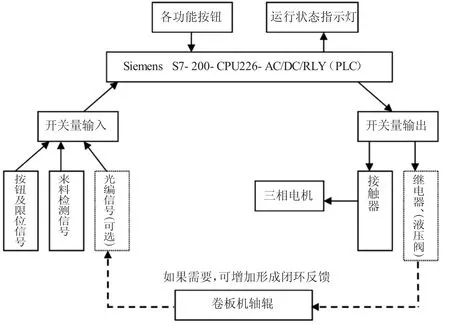
圖5 卷板機控制結構簡圖
基于Siemens公司的s7-200-CPU226-AC/DC/ RLY三輥卷板機系統具有如下特點:
(1)準確性及可靠性。準確可靠是系統的關鍵。本系統采用了PLC控制方式,該型號PLC配置高性能的工業級處理器,可使卷板機保護邏輯程序準確、快速執行,從硬件及其技術上保證了系統的高可靠性[3]。
(2)手/自切換自如。可根據現場需要完成自動卷彎過程,也可通過手動按鈕完成手動進料壓板卷彎的過程,對于小批量生產和R型卷彎過程有很好的應用。
(3)顯示功能強。用戶可根據自身工作需求設置計數器預置值,更改非常方便,同時也可直觀顯示當前加工數,數據反映直觀方便。
(4)故障診斷方便。整套程序中含有狀態報警、折斷停機等功能,提高整套裝置的自身安全系數,幫助運行人員在第一時間知道停機的第一起因。避免了以往顯示面板上有多項報警指示,使第一起因分析困難;或者隨現場情況的瞬息變換,指示燈熄滅,難以找到第一起因情況的發生。
4 結語
本文結合鋁板材質軟、受壓面積小的特點設計了一種卷板機結構,相比鋼材卷板機其結構體積小,也不需要加裝更多的位置精度檢測裝置和壓力反饋裝置等,所以其控制也相對比較簡單。但是其應用場合卻非常廣泛,除了鋁材,還可以對塑料、橡膠等材料進行壓彎或卷彎操作,具有一定的實用性。
參考文獻:
[1]孫洪江,蘇 發,胡金平.三輥卷板機卷制任意錐筒的調整計算及卷制過程[J].煤礦機械,2005,(8):8-9.
[2]楊樹平.PLC在卷板機控制系統中的應用[J].機械工程與自動化,2009,(4):194-196.
[3]葛歆揚.伺服壓力機對稱直動肘桿機構優化設計[J].鍛壓裝備與制造技術,2015,50(1):37-39.
Structure design and control of a small three-roll bending machine for thin aluminum sheet
ZHANG Yongjun
(Shaanxi Institute of Technology,Xi'an 710300,Shaanxi China)
A small three-roll bending machine for thin aluminum sheethas been designed in the text according to the bending forming process.Underthe premise of ensuring the processing precision,material properties and process strength requirements,by combining with the modern control technology and sensor technology, systemic improvement has been conducted to the equipment by use of PLC.Thestructures of software and hardware have been optimized by following the principle of simple operation and stability control,which has a certain value.
Bending machine;Thin aluminum sheet;Structure design;PLC;Roll bending forming
TG333.2+4
B
10.16316/j.issn.1672-0121.2016.04.011
1672-0121(2016)04-0034-02
2015-12-15;
2016-02-24
張永軍(1970-),男,教授,高級工程師,從事機械制造、機械設計、教育管理等教研。E-mail:jdwxjx@163.com
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
商業評論(2014年9期)2015-02-28 04:32:41
消費者報道(2014年7期)2014-07-31 11:23:57
