數控轉塔沖床減振降噪技術的研究
2016-05-23 09:35:10胡金龍朱志金張小衛
鍛壓裝備與制造技術 2016年4期
胡金龍,朱志金,張小衛
(江蘇揚力數控機床有限公司,江蘇 揚州 225127)
數控轉塔沖床減振降噪技術的研究
胡金龍,朱志金,張小衛
(江蘇揚力數控機床有限公司,江蘇 揚州 225127)
運用數值仿真方法對數控轉塔沖床進行了動力學分析,并采取了機身結構優化設計、模具彈簧參數優選和靜音沖裁模式等三種減振降噪措施。對改進前后機床的振動和噪聲進行了測試和對比,測試結果表明減振降噪效果明顯。本文能夠為數控轉塔沖床的新產品研發及技術改進提供參考。
數控轉塔沖床;動力學分析;減振降噪;靜音沖裁
數控轉塔沖床作為金屬板材加工領域中的關鍵設備,至今已有近60年的發展歷程。現代制造業不僅要求數控轉塔沖床能夠高速、重載運行,還應更加節能環保[1]。近年來,隨著數控轉塔沖床向著高速度、大噸位的方向發展,隨之而來的振動和噪聲問題逐漸引起人們的高度關注,據測算,數控轉塔沖床沖裁噪聲聲壓級一般在90~110dB之間,振動和噪聲已經成為產品檔次的重要指標。對數控轉塔沖床的振動和噪聲控制進行研究具有現實意義[2]。
1 基于數值仿真的機床結構動力學分析
機身是數控轉塔沖床的核心部件,承受沖床工作時的全部工作載荷,其動力學特性直接決定了整個機床的動力學性能,因此本文的動力學研究主要集中在機身上。
1.1 機身的有限元建模
建立有限元模型如圖1所示,共劃分16571個六面體單元,20234個節點,最小單元尺寸為12mm。

圖1 有限元模型
1.2 模態分析
采用數值仿真方法對機床的模態進行仿真研究,獲得前三階模態頻率和振型,如圖2所示。
第一階模態:頻率27.7Hz,振型為機身左右方向的晃動;第二階模態:頻率47.9Hz,振型為機身上下振動;第三階模態:頻率為54.4Hz,振型為機身后部的局部振動。前三階模態的頻率與沖裁頻率(450~600次/min)相差較大,系統不會出現共振;第一、三階振型與沖裁力不在同一方向,對沖床的動態性能影響較小,第二階振型與沖裁力的方向一致,對加工有影響。
1.3 動態響應分析
沖裁力作用下,機身結構的振動加速度、速度、位移隨時間變化,這些變量即機身動態響應。采用顯式非線性動力學分析方法對300kN打樁工況下機身的響應進行仿真分析,獲得機身測點的振動加速度時域分布曲線及其頻域分布曲線。
沖頭安裝位置測點的Z向振動加速度時域分布曲線如圖3a所示,頻域分布曲線如圖3b所示。該點的最大Z向振動加速度為1.4G,主要集中在、、三個頻段。
由仿真結果可知,在沖裁力作用下,機身發生彈性變形并儲備一定的應變能,在板材斷裂瞬間沖裁力消失,儲備在機身內部的應變能會以振動的形式釋放出來,不斷向周圍環境輻射噪聲。由于機床結構阻尼的存在,使得振動能量不斷衰減,直至為零。
2 減振降噪措施
2.1 機身結構優化

圖2 前三階模態圖
機身結構的主要優化措施如圖4所示,主要包括:①機身寬度B由650mm減小至500mm;②上梁高度H由600mm增加至720mm;③上梁的上下側板厚度t1由30mm增加至40mm;④側板厚度t2由35mm減小至30mm;⑤上梁筋板厚度t3由30mm減小至25mm,數量由5個增加至8個;⑥底板厚度t4由30mm增加至40mm;⑦下梁筋板厚度t6由t5由30mm減小至25mm,數量由7個增加至10個;⑧喉口下部的板厚t6由25mm增加至30mm;⑨地腳數量由3對增加至4對。

圖3 動態響應曲線

圖4 機身結構優化示意圖
2.2 模具彈簧優化設計
模具彈簧結構如圖5所示,主要包括支撐彈簧和退料彈簧,其中支撐彈簧主要用于模具快速復位,退料彈簧用于克服模芯與沖裁孔間的摩擦力,實現退模。對于退料彈簧,如果彈簧力設置偏小則無法實現退模,引發安全事故可能性極高;如果彈簧力設置過大則會產生過大的沖擊載荷,增加能耗的同時還會引起振動和噪聲。因此對模具彈簧的剛度及自由長度(安裝高度為定值)等參數進行合理的匹配尤為重要。

圖5 模具彈簧結構示意圖
經分析研究可知,針對不同加工板厚和沖孔尺寸采用不同剛度及預壓量可有效減小沖擊載荷,進而達到減振降噪的目的。以B工位為例,3mm板厚D31.7mm孔徑的沖孔加工采用自由長度80mm剛度為880N/mm的彈簧;1mm板厚D31.7mm孔徑的沖孔加工采用自由長度80mm剛度為380N/mm的彈簧。
2.3 靜音沖裁模式[3]
根據材料的成型特性,擬合了一種靜音沖裁模式,如圖6所示。沖頭從預壓點A向下快速運動,接近板材上表面的速度轉換點B時,沖頭降速并進入板材,隨著沖頭進入板材的深入,大約至板厚的1/3~1/2,板材在撕裂點C發生斷裂。板材發生斷裂后,沖頭從C點快速運行至下死點D后快速抬起,完成回程運動。根據實測,采用靜音沖裁模式后,沖裁速度會小幅度降低,但減振降噪效果極為明顯。

圖6 靜音沖裁模式示意圖
3 振動與噪聲測試
如圖7a所示,對T30數控機床布置紅色測點,即聲級計測點,共16個。聲級計置于機床四周約1m,高度約1.5m處。圖7b為對T30數控機床布置的加速度測點,共14組。加速度傳感器編號為第一組1.1~1.3,第二組到第十四組每一組為四個,編號為x.1~x.4,其中x=2~14。
采取減振降噪措施前后的振動加速度與噪聲對比情況如圖8所示,測點的振動加速度平均減小近50%,噪聲減小5~8dB,減振降噪效果非常明顯。
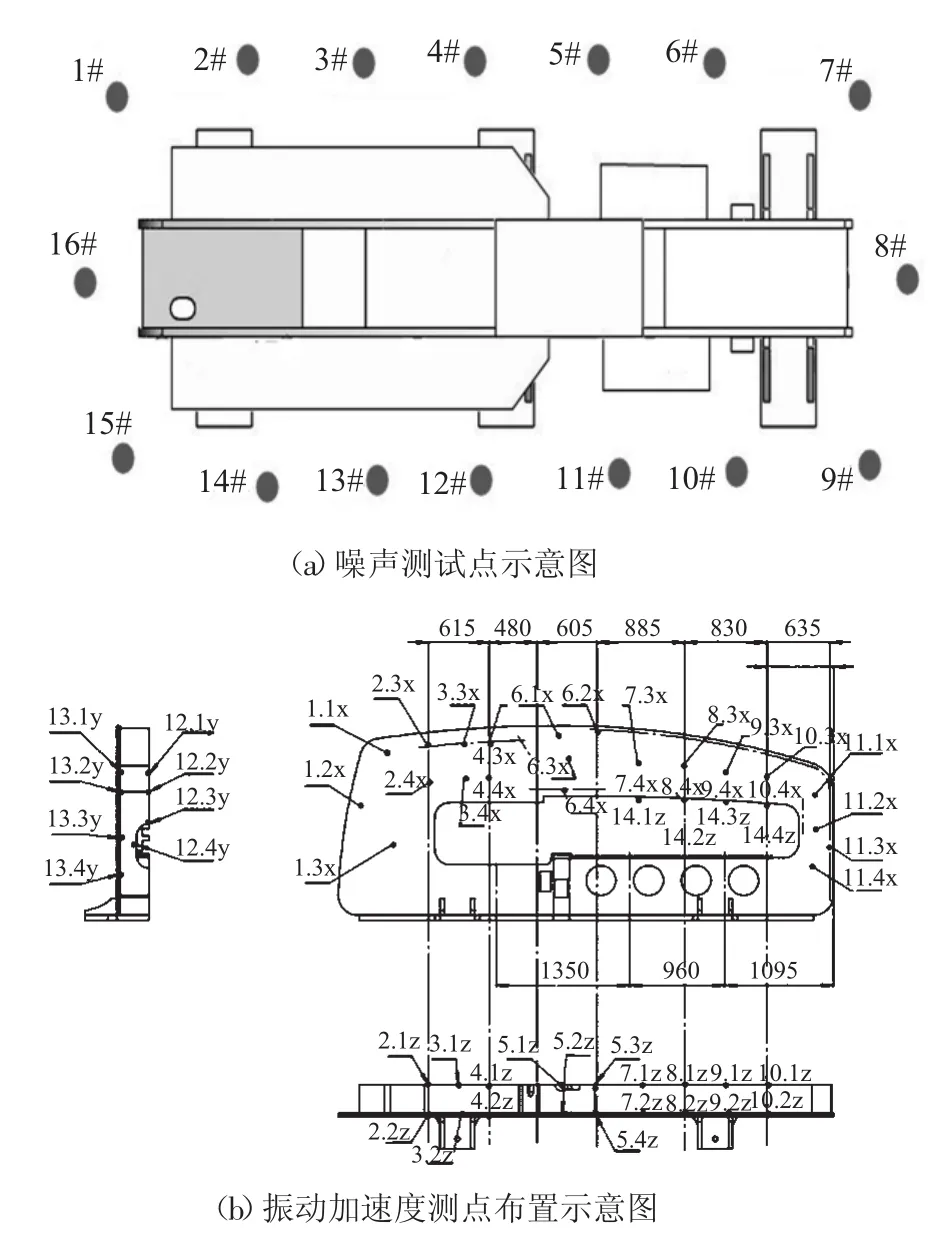
圖7 振動與噪聲測試示意圖

圖8 改進前后測點振動加速度與噪聲對比
4 結論
本文運用數值仿真方法對T30型數控轉塔沖床進行模態分析和動態響應分析,并以仿真分析結果為依據采取了機身結構優化、模具彈簧參數優選和靜音沖裁等三種減振降噪措施,根據改進前后機床振動及噪聲測試結果的對比可知,減振降噪效果顯著。本文的研究方法和成果對于數控轉塔沖床及類似產品的設計研發及技術改進具有重要指導意義。
[1]吳正剛,龔立新,夏 鵬,等.基于Adams的數控轉塔沖床模具彈簧設計與仿真[J].鍛壓裝備與制造技術,2014,49(4):28-30.
[2]龔立新,胡金龍,吳長明,等.數控轉塔沖床動態特性研究[J].鍛壓裝備與制造技術,2014,49(1).
[3]王 亮,卞正其,朱志金.H20型全電伺服數控轉塔沖床噪聲分析及降噪方案[J].鍛壓裝備與制造技術,2014,49(4):25-28.
[4]L.L.Koss,J.A.Moffatt.Vibration and acoustic data for a punch press.Journal of Sound and Vibratio,1982(4):543-554.
[5]H.J.Seidel.Noise Reduction on Punch Presses by Manipulating the Force-Displacement Curve.Proc.of Int.Conf.on Noise Control Engineering.Edinburgh,Scotland,1983:91-94.
[6]張曉陽,王興松,等.閉式高速曲柄壓力機動平衡優化設計[J].鍛壓技術,2006,(6):96-99.
[7]胡金龍,賈 方,王興松,等.高速閉式壓力機隔振設計與數值仿真[J].鍛壓裝備與制造技術,2007,42(5):37-40.
[8]A.Ghiotti,P.Regazzo,S.Bruschi,P.F.Bariani.Reduction of vibrations in blanking by MR dampers,CIRP Annals-Manufacturing Technology,2010(59):275-278.
Research of vibration and noise reduction technology for CNC turret punch press
HU Jinlong,ZHU Zhijin,ZHANG Xiaowei
(JiangsuYangli CNC Machine Tool Co.,Ltd.,Yangzhou 225127,Jiangsu China)
The dynamic analysis has been conducted to the CNC turret punch press by use of numerical simulation method.Based on the analysis results,three optimization measures includingoptimized design of frame structure,optimized selection of tool spring parameters,and mute punching mode have been applied. The vibration and noise of the machine have been tested and compared before and after optimization.The vibration and noise reduction effect has been obvious according to testing result.It can provide reference for R&D of new product and technical improvement for CNC turret punch press.
CNC turret punch press;Dynamic analysis;Vibration and noise reduction;Mute processing mode
TG385.1
A
10.16316/j.issn.1672-0121.2016.04.013
1672-0121(2016)04-0040-03
2016-04-27;
2016-06-05
揚州市科技成果轉化資助項目(YZ2015128)
胡金龍(1981-),男,工程師,從事數控板材加工設備設計及動態優化。E-mail:klhu.se@163.com
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
廣西科技大學學報(2016年1期)2016-06-22 13:10:37
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
航空學報(2015年4期)2015-05-07 06:43:35
上海電機學院學報(2015年4期)2015-02-28 14:30:00
計算物理(2014年2期)2014-03-11 17:01:44
