
加載速率對SAC系列焊點蠕變性能影響的研究
2016-05-25 00:25:20范海平劉海濤
科技視界 2016年12期
范海平 劉海濤
【摘 要】隨著微電子封裝技術的不斷發展,焊點的形式以及焊點所用無鉛釬料的種類愈發繁多,從而使得對焊點力學性能的考察尤為重要。在所有對焊點性能的考察中抗蠕變性能是一項重要的考察項目,本篇文章通過實驗和有限元數值模擬兩種方法加載速率對焊點抗蠕變性能的影響。對SAC系列釬料焊點進行納米壓痕實驗及模擬,獲得載荷-深度曲線、時間-深度曲線,以及時間-蠕變速率曲線。結果表明:蠕變的速率并不是恒定的,隨著加載速率的增大,釬料的蠕變程度以及蠕變速率依次增大,并逐漸減小,最終趨近于零。
【關鍵詞】蠕變;納米壓痕;有限元模擬;焊點;加載速率
0 序言
電子器件服役時,相對于服役的環境溫度,焊料自身熔點較低,隨著時間的延續,產生明顯的焊點蠕變損傷。由于蠕變性能對于高溫材料的使用至關重要,是影響焊點失效行為及焊點可靠性的重要因素。因此,研究材料的蠕變性能是微電子封裝焊接研究中一個重要的部分[1-3]。
但在實際測量中,對于微電子封裝焊點這類本身體積很小的測量件,由于釬料屬于軟金屬,并且在加工釬焊后會產生明顯的尺寸效應,各種性能受尺寸的影響明顯不同于傳統焊接。所以對于微電子封裝焊點只能通過納米壓痕蠕變來獲得其蠕變性能參數。
在過往研究中,已有過研究剪切力大小、飽載時間、加載方式對焊點蠕變性能的影響;而本文借助納米壓痕儀及先進的有限元計算機模擬軟件對SAC系列釬料(Sn-3Ag-0.5Cu,Sn-0.3Ag-0.7Cu, Sn-0.3Ag-0.7Cu-0.07La)焊點進行一次加載-卸載納米壓痕實驗、模擬,得到載荷-深度曲線 (load-depth曲線),通過對實驗數據的分析獲得焊點蠕變程度及蠕變速率在加載速率影響下的變化規律。
1 納米壓痕及有限元分析理論
1.1 納米壓痕法
納米壓痕法主要通過測量加載、卸載過程中壓頭作用力與載荷深度得到的加卸載曲線來獲得樣品的硬度與彈性模量等力學性能參數。進行納米壓痕測試時壓頭需垂直于樣品被壓面,等壓頭接觸試樣表面后開始加載,直至加載到最大值后再緩慢卸載,實時檢測壓頭壓入位移隨載荷的變化。測試的結果是一組載荷-位移曲線,通過對load-depth曲線進行物理反解析計算能獲得材料的彈性模量、硬度及蠕變應變速率敏感指數等力學性能參數。
一般來說,納米壓痕儀用于測量硬度H和彈性模量E是兩個釬料的基本力學參數,它們對于研究一種釬料的力學性能起到了很重要的作用。納米壓痕法測量材料的H和E的基本公式為:
式中:ε取決于壓頭幾何形狀,三棱錐壓頭ε=3/4;hr是由力-位移曲線中的最大應力點Fmax沿著卸載曲線開始向下引切線,與橫坐標軸的交點。
本實驗利用納米壓痕儀中隊壓痕位移深度的精確測量及納米壓痕技術中所采用的計算公式(式3)來分析焊點在受壓后保載時間內發生的蠕變。
圖1為一條典型的納米壓痕測量出來的材料蠕變特征的loading-depth曲線,最大載荷處停留的一段時間內所產生的壓入深度h與時間t的關系曲線反映了該材料的蠕變特征。
1.2 有限元模擬技術
有限元的基本原理是將求解未知場變量的連續介質體劃分為有限個單元,單元用節點連接,每個單元內用插值函數表示場變量,插值函數由節點值確定,單元之間的作用由節點傳遞,建立物理方程。將全部單元的插值函數集合成整體場變量的方程組,然后進行數值計算。數值分析在對理解材料在微納米尺度或微納米表層的力學性能的問題中體現出了突出的優勢[4]。
所以現在國內外對封裝體系熱應力與機械應力失效的分析和預測,主要采用有限元分析方法[5-7]。有限元方法已經成為求解實際工程問題的一種重要手段,并且逐步開發相應的有限元軟件,如ANSYS、MARC和ABAQUS等,具有處理幾何非線性、材料非線性和包括接觸非線性在內的邊界條件非線性以及組合的高度非線性的超強能力;可以處理各種結構的靜力學、動力學(包括模態分析、瞬態響應分析、簡諧響應分析、諧響應分析)問題、溫度場分析以及其他多物理場耦合問題;同時擁有高數值穩定性、高精度和快速收斂的高度非線性問題求解技術。
2 研究步驟
2.1 實驗
(1)采用感應加熱的方法,制備出Sn-3Ag-0.5Cu,Sn-0.3Ag-0.7Cu, Sn-0.3Ag-0.7Cu-0.07La三種釬料。
(2)采用裝有丙三醇的電爐坩堝,加熱到280°C制備直徑為900μm的BGA焊球。
(3)將超聲波清洗后的焊球在助焊劑的作用下回流焊接在銅基板上,形成回流BGA焊點。
(4)將回流BGA焊點依次使用80#、600#、1200#、2000#砂紙在低速金相拋光機上進行打磨及拋光,直至露出焊點,并保證焊點截面處無劃痕,獲得金相壓痕試樣如圖2
(5)利用納米壓痕儀采用一次加載-卸載方式并配有多種加載速率對三種釬料制成的焊點進行蠕變性能測試,來研究加載速率對焊點蠕變性能的影響。
2.2 模擬
三維模型的自由度高于二維的一個數量級以上,這將導致三維模型中積累的數據誤差對模擬的結果存在很大的影響[8];其次,三維中模擬結果可能與網格的劃分存在很大相關性[9]。
為了簡化分析,在模擬時壓針被簡化為頂角半角α=70.3°的圓錐剛體,因此橫截面面積和深度的比例與Berkovich壓針和Vickers壓針是相同的。為了獲得更好的模擬結果,本模擬中模型的尺寸均采用實驗樣品的真實大小,利用二維有限元模型模擬BGA單個焊點組件的幾何尺寸為壓頭(金剛石):半徑0.037mm,高度0.015mm;PCB基板(FR4):1.27×1.27×0.36mm;焊盤(Cu):直徑0.86mm,高度0.025mm;IMC(Cu6Sn5):直徑0.54mm,高度0.002mm;焊點(Sn3.0Ag0.5Cu):直徑0.9mm,高度0.72mm,各組件的物理參數如表1所示。
在納米壓痕實驗的基礎上,利用反分析測試原理并結合數值模擬方法,建立了微小無鉛焊點壓痕實驗中載荷-位移關系曲線與其彈塑性材料參數之間的聯系,并以冪指數本構方程的形式表征Sn3.0Ag0.5Cu無鉛釬料的的塑性性能[10],如式(4)所示。
為了簡化造型及縮短模擬時間,可考慮模型為x軸對稱結構,取模型1/2進行分析,同時忽略了摩擦的影響,認為各組件工藝質量良好無缺陷,焊點在整個分析過程中受到均勻的載荷,并對組件的初始狀態做理想處理(無應力狀態)。建立的BGA單個焊點的二維模型如圖3所示。
3 實驗結果及分析
本次研究采用一次加載-卸載的方式,最大載荷為200mN;加載速度分別為5mN/s,10mN/s,20mN/s,50mN/s;在最大載荷處保載180s。壓痕測試過程中,為了避免相鄰的兩個壓痕應力場的相互影響而導致數據準確度下降,即為了避免邊界效應,相鄰壓痕之間需保持3倍于壓痕尺寸大小距離 [11],如圖4。
3.1 蠕變過程分析
選取Sn-0.3Ag-0.7Cu-0.07La/Cu焊點進行壓痕試驗后得實驗數據進行分析,在最大載荷為200mN,保載時間為180s,加載間隔為0.15s的實驗條件下,利用Origin軟件繪制在保載時間內,三種焊點在5mN/s的加載速度下的蠕變加速度變化情況,如圖5所示。
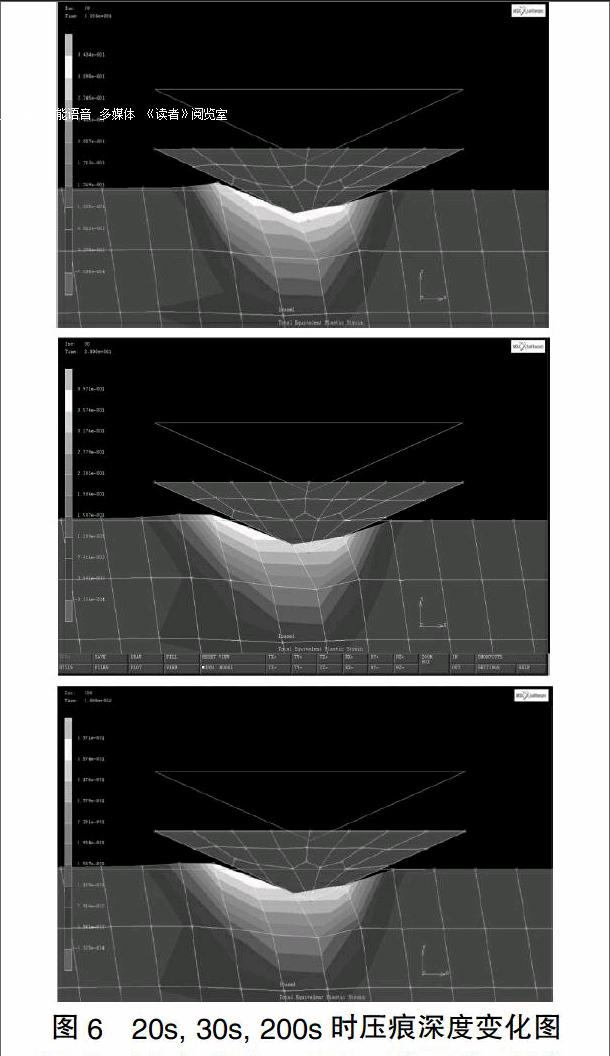
對利用有限元軟件建立的SAC305焊點模型進行同一實驗參數的模擬,同樣采用一次加載-卸載的方式,最大載荷為200mN;加載速度為5mN/s,在最大載荷處保載180s。可以清晰的看出在保載時間內壓痕深度隨著時間的延長不斷加深,即產生了較為明顯的蠕變,如圖6。再通過對模擬結果進行逆向分析可得在模擬條件下的SAC305焊點壓痕蠕變速率-速度曲線,如圖7。
由圖5及圖7可知,在保載時長內,蠕變速度在蠕變發生時達到最大,經過一個較短時間,蠕變速度便趨向于0,之后很長的一段時間內,蠕變速度無限接近于0,這表明釬料蠕變速度最大點發生在其剛產生蠕變時,之后蠕變趨近于不在發生,即速度接近于0。同樣,可發現在10mN/s、20mN/s、50mN/s也有相同的規律。這一現象表明了釬料的蠕變過程是一個明顯的變速過程。這是由于釬料焊點在不同應力載荷的作用下將會發生蠕變激活過程,導致位錯滑移和攀移,以及晶界滑移的速率不同,這個過程同時伴隨著熱擴散過程的不均勻性,最終導致釬料焊點蠕變速度在不同應力載荷下產生不同的的蠕變速度且這個過程是不勻速的。
3.2 蠕變量分析
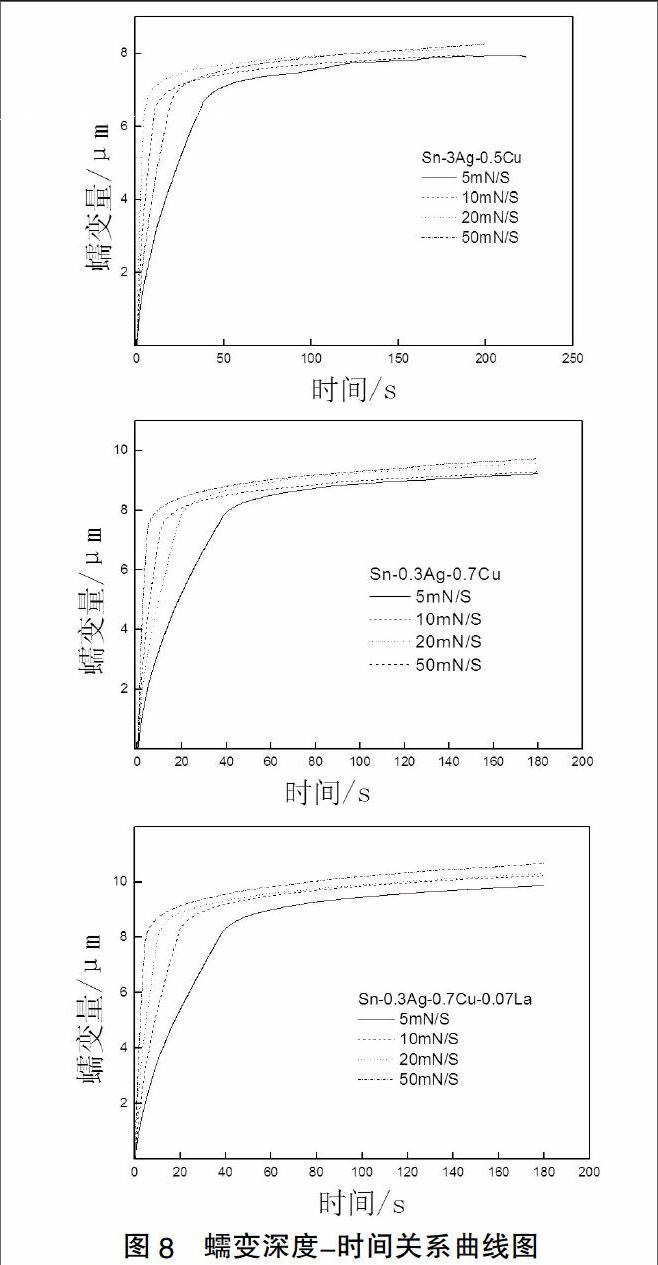
在這部分,實驗過程中選取三類焊點分別在5mN/s,10mN/s,20mN/s和50mN/s的加載速度下的蠕變深度變化數據,利用Origin軟件繪制出釬料蠕變深度與時間的關系曲線圖,采用S曲線擬合,所得出的曲線如圖8所示。
以相同的參數添加入之前所建立的有限元焊點模型,在相同的加載條件下進行數值模擬。同上一節一樣對所得到的數據值進行選取、采集。在此基礎上利用作圖軟件進行繪圖。獲得載荷-蠕變量曲線如圖9。
由圖中8可以直觀的看出,焊點所受加載速率越大則蠕變量的最大值越高。而從有限元模型(圖9)可以發現越高的加載速率實驗值所產生的蠕變量越大,即從圖上所表現出來的當載荷達到最大值并保載過程中,蠕變量所形成的的平行于x軸的橫線長度隨著加載速率的增大而由短變長。這表明釬料的蠕變變形量隨著加載速度的增加而呈現非線性加大的趨勢,焊點的蠕變程度與加載速度有關,隨著加載速率的增大,釬料的蠕變深度也依次增加。
這是由于加載速率越大,達到最大載荷的時間越短,材料依賴時間的變形就越小,則積累的塑性變形能就越大,在飽載彈性能釋放,轉變為較大的蠕變變形量[9]。
3.3 蠕變速率分析
根據試驗過程中SAC系列三種焊點在5mN/s,10mN/s,20mN/s,50mN/s四種加載速率下獲取的數據,利用所學Origin繪圖軟件繪制出四種加載速度條件下釬料焊點的時間-蠕變速度變化曲線圖,如下圖10所示(注:圖10為從保載開始后的時間-蠕變速率曲線)。
采用相同的數據,利用有限元模型模擬上述實驗。可直接提取出壓痕模擬中四種不同加載速率條件下的時間—蠕變速率曲線如圖11(注:圖11也是為從保載開始后的時間-蠕變速率曲線)。
由實驗所獲得的圖10可以看出,在5mN/s,10mN/s,20mN/s,50mN/s四種加載速度下,三種釬料焊點的蠕變最大速度都發生釬料剛產生蠕變時,逐步的降低,最終的蠕變速度無線接近于0。在放大截圖的任意時間點處,做一條垂直于x軸的豎線,可以看出加載速率越高所對應的曲線所處的點越高。又如圖11所示,雖然在理想條件下受到明顯的加載時間及保載時間的影響,未能出現明顯的如圖10所示任意時間點上加載速率越大,對應此時的蠕變速率越大的現象,但將四種加載速率當加載過程結束,進入保載過程后可以明顯的看到50mN/s的蠕變速率值最高,其次為20mN/s、10mN/s。蠕變速率值最小的是5mN/s。由此我們可以分析出釬料的蠕變速率也在很大程度上受加載速率的影響,表現為蠕變速率隨著加載速度的增大而增大的規律。
這一現象可從蠕變的兩種機理[12]進行分析,首先由擴散蠕變機理分析可得,加載過程中,加載速率大,則對于焊點所受的初始載荷就大。蠕變的產生是由于材料內部的空位濃度差而產生的;并且空位濃度的變化量與材料的外加應力成正比。當加載速率增大時,對于焊點即可視為外加應力的增大,在較大的應力的作用下使得釬料焊點內的空位進行了快速移動,由此即產生較大的空位差,促進了蠕變的進行,即表現為蠕變速率隨著加載速率的增大而產生明顯的上升趨勢。
其次由晶界滑移機理分析可得,因為當材料中不存在液相時,蠕變速率與應力的平方成正比,并且晶界旁邊的位錯變形支配整個過程。較大的加載速率給予了晶界較大的初始應力,較大的外加載荷可以激活了較多的晶界進行滑移,而較多的晶界滑移更加促進了蠕變的產生,提高了蠕變的速率。
4 結論
通過實驗和數值模擬這兩種方法的對照分析,我們獲得了如下結論:
(1)三種釬料焊點在恒定載荷下的蠕變深度-時間關系圖體現了釬料焊點的蠕變變化速率特性,即在某一恒定載荷速率下,蠕變速率變化在蠕變剛發生時最大,在保載階段內,蠕變速率逐漸減小,最終無限接近于0,說明釬料焊點的蠕變過程不是一個勻變過程,而是一個變速的過程。釬料蠕變變形發生在載荷最大處,并在保載階段愈加明顯。
(2)BGA焊點在納米壓痕試驗中加載速率越大,蠕變量越大,即釬料的蠕變程度表現出明顯的加載速率相關性。不同加載速度下在進入飽載時間點前后,釬料蠕變速率變化受到加載速度的影響較為明顯,焊點處的蠕變速率隨加載速度的增大而呈現出增大的趨勢。
(3)在通過對比了蠕變加載速率與加載時間的關系曲線后,發現實驗結果與數值模擬有較好的符合性。模擬作為一種新型的工程工具,完全可應用于實驗、生產前的可實時性及結果的預判。對實驗及生產具有著巨大的指導意義。
【參考文獻】
[1]王飛,徐可為.加載速率對Al膜納米壓人蠕變性能的影響[J].金屬學報,2004,40(11):1138-1142.
[2]姬峰,薛松柏,劉霜,婁繼源.納米壓痕法測量鋅鋁釬料的室溫蠕變應力指數[J].焊接學報,2013,34(2):75-78.
[3]YAN Yanfu, YAN Hongxing, CHEN Fuxiao, ZHANG Keke, et al. Influence of stress on the creep behavior of Cu particle enhancement Sn-Pb based composite solder joints [J]. RARE METALS, 2007,26(1):51-55.
[4]LI Min, LIANG Nai-gang, ZHANG Taihua, WANG Lindong et al. Nanoindentation dimensional finite element numerical test[J]. Mechanics, 2003 (5):257-260.
[5]David Followell, Salvtore L Ligurore, Rigo Perze, et al. Computer-aided reliability finite element methods[J]. the IES,1991,(9-10):46-52.
[6]M Mukai,T Kawakami,Y Hiurta,etc. Fatigue life estimation of solder joints in SMT-PGA Packages [J]. Elec. Pack,1998,120(6):207-212.
[7]N Paydar,Y Tong,H U Akay. A finite element study of factors affecting fatigue life of solder joints [J]. Elec. Pack,1994,116(12):26-273.
[8]Ricky Lee S.W., Huang X.J. Analysis on solder ball shear testing conditions with a simple computational model[J]. Soldering &Surface Mount Technology, 2002,4(1):45-48.
[9]Lai Y.S., Kao C.L.Characteristics of current crowding in flip-chip solder bumps [J]. Microelectronics Reliability,2006, 46(5-6):915-922.
[10]Zhu Fulong, Song Shao, Zhang Wei et al. Creep behavior investigation of lead-free solder. Association for Computing Machinery, 2010,195-198 alloy n96.5Ag3Cu0.5[C].
[11]王麗鳳,戴洪斌.微焊點納米壓痕循環力學行為與承受載荷的關聯性[J].焊接學報,2013,34(10):75-78.
[12]王要利.RE對低銀Sn-Ag-Cu焊點蠕變及時效特性的影響[M].河南科技大學,2007:6-7.
[責任編輯:湯靜]
