
微通道冷板低溫釬焊技術研究
2016-05-25 12:13:00尹恩懷安占軍李超
科技視界 2016年12期
尹恩懷 安占軍 李超


【摘 要】本文采用Sn/Pb共晶釬料,研究了低溫空氣爐釬焊鍍銀鋁合金(3A21)微通道液冷冷板的工藝技術,微通道寬度為0.5mm,通過剪切力學、X射線、水壓密閉性三種手段對冷板的焊接質量進行分析,實驗結果表面釬縫的剪切強度為44MPa、冷板流道內未出現堵塞和液體泄漏現象。
【關鍵詞】微通道冷板;鋁合金;低溫釬焊
0 引言
隨著雷達等電子設備逐漸向小型化、集成化發展,各種元器件的集成度越來越高,封裝密度越來越大,導致電子設備的熱流密度急劇上升。傳統的風冷技術已無法滿足高熱流密度器件的散熱需求,需采用更為高效的液冷冷卻技術,而液冷冷卻技術的關鍵部件為液冷冷板,其質量的高低直接影響到整部雷達工作的可靠性[1-3]。微通道液冷冷卻系統能夠極大地增大微通道散熱器單位體積的換熱面積,從而大幅提高電子設備的散熱能力,其通常先采用機械加工流道結構,再通過焊接的方式將流道密封,焊接方式通常有真空釬焊、真空擴散焊、攪拌摩擦焊等,對于上述三種焊接方法通常情況下可以滿足雷達產品對常規冷板的質量要求,但產品在預研階段,往往批量小、類型多,尤其對微通道冷板來說,其體積僅有常規冷板的1/5左右,采用上述三種加工手段成本較高。為此,本文作者采用一種成本低并滿足產品測試階段質量要求的微通道冷板成型技術,從而有效降低預研階段微通道冷板的加工成本、提高效率、縮短研產周期。因此,本文重點研究了低溫空氣爐釬焊成型微通道冷板的工藝技術。
1 試驗方法
1.1 實驗材料
微通道冷板材質為鋁合金(牌號:3A21)。釬料采用美國樂泰(LICTITE)SN63CR32AGS89.5型錫焊膏。由于錫焊膏在鋁合金表面不潤濕,無法直接釬焊鋁合金,因此本文采用在鋁合金表面鍍銀的方法來滿足低溫錫焊條件,鍍銀層厚度為15μm(Cu15Ag15)。
1.2 冷板結構設計
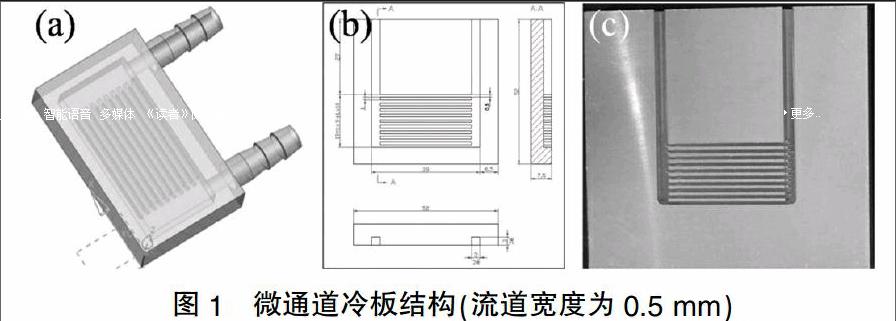
冷板結構設計采用UG7.0完成三維結構設計,如圖1(a)所示,冷板內部流道由于無法直接成型,將冷板拆分為槽板和蓋板兩部分,槽板見圖1(b)所示,蓋板為厚度3mm的平板,流道寬度為0.5mm,微通道截面尺寸為0.5×3mm,筋板厚度為1mm,槽板和蓋板均采用數控機床加工成型。
1.3 冷板成型與檢測設備
微通道冷板加工采用數控機床加工,加工刀具的刃徑為0.5mm、刃長為5mm,加工參數為:主軸轉速16500r/min,進給速度200mm/min,切削深度0.16mm。焊接采用8Kw箱式電阻爐,焊接參數為260℃,當爐溫穩定在260℃時入爐焊接,保溫時間為30mim。冷板流道內部質量采用德國依科視朗國際有限公司(YXLON)的Y.Cougar SMT型X射線檢測儀;水壓密閉性測試采用上海金威工具公司的手動試壓泵。
2 試驗結果與討論
2.1 微通道冷板焊接成型
冷板焊接部位需要預置錫焊膏,本文設計并制備了方格陣列的網板作為釬料預置輔助工具,見圖2(a)所示,網板采用厚度為0.15mm的不銹鋼薄板經過激光切割而成,可有效保證焊錫膏預置的均勻性,焊錫膏均勻預置在蓋板一側,效果參見圖2(b)所示。
將涂有釬料的冷板槽板和蓋板按照圖3(a)所示裝卡,裝卡時蓋板在下,槽板在上,防止釬料熔化后流入流道內而堵塞,焊接采用剛性的U-型工裝裝卡;焊接溫度為260℃,保溫30min,見圖4(a)插圖所示,當爐溫穩定在260℃時,將裝卡好的冷板放入爐中,直至焊接完成,隨后從爐膛取出空冷至室溫,焊接成型后的冷板如圖4(a)所示。冷板焊接完成后,采用機械加工的方式將外型尺寸加工到設計尺寸,如圖4(b)所示。
2.2 微通道冷板測試
1)釬縫力學性能檢測
檢驗冷板釬縫的強度,將搭接的力學性能試片隨爐進行焊接,試片尺寸為50×10×3mm,搭接寬度約為3mm,參加圖5(a)所示,隨爐試片數量為四組,經力學性能測試后平均值為42MPa,斷裂后試樣如圖5(b)所示。
2)X射線檢測
采用X射線對冷板內部流道情況進行分析,參見圖6所示,流道內部影像襯度未出現明顯變化,說明冷板通道內部無雜物及釬料堆積,流道沒有出現堵塞現象。另外,流道焊接面(即襯度相對較暗區域)出現白色斑狀影像,這可能歸結于Sn/Pb焊料中的釬劑殘留,其對冷板密閉性的影響需進一步進行水壓密閉性測試。
3)水壓密閉性檢測
水壓測試參數為:0.8 MPa,保壓30min。結果表明,在規定的壓力和保壓時間下,冷板無滲水、漏水現象,說明冷板的密閉性完好。
3 結論
1)微通道冷板焊前應進行鍍銀處理,并采用Sn/Pb共晶釬料。
2)通過剪切力學、X射線、水壓密閉性三種手段對冷板的焊接質量進行分析,結果表明:釬縫的剪切強度為44MPa,冷板流道內未出現堵塞及液體泄漏現象。
3)在空氣爐中實現微通道液冷冷板的焊接,該方法效率高、成本相對較低。
4)采用低溫釬焊技術焊接的微通道冷板,可以滿足預研小批量產品的測試需求,具有一定的應用價值。
【參考文獻】
[1]宋君.相控陣雷達冷板的加工技術研究[J].電子機械工程,2002,18(3):59-62.
[2]張兆光.固態有源相控陣雷達冷卻技術探討[J].現代雷達,1996,18(1):88-95.
[3]安占軍.冷板加工工藝研究[C]//第十七屆全國釬焊及特種連接技術交流會論文集.P394-395.
[]4張啟運,莊鴻壽.釬焊手冊[M].北京:華中師范大學出版社,2008.
[責任編輯:湯靜]
