G606風電內齒圈裂紋分析及工藝改進
2016-05-26 10:03:44晁國強陳凱敏譚小明陳強樊洋
鐵路技術創新 2016年2期
■ 晁國強 陳凱敏 譚小明 陳強 樊洋
?
G606風電內齒圈裂紋分析及工藝改進
■ 晁國強陳凱敏譚小明陳強樊洋
摘 要:針對G606風電內齒圈裂紋,對其材料42CrMo鋼從化學、金相、掃描電鏡等方面進行分析。從表面裂紋及端口形貌、金相組織、微觀形貌和化學方面對齒圈裂紋進行檢驗與分析。通過工藝試驗,優化銑齒工藝,改善齒圈淬火前表面質量,增加感應淬火前去應力回火工序,齒圈感應淬火后對其進行檢查,表面硬度、金相組織及力學性能均達到要求。通過優化齒圈加工工藝,減少機加工應力,以及控制齒輪感應淬火內應力,保證G606風電內齒圈生產質量。
關鍵詞:G606風電內齒圈;裂紋;工藝改進;42CrMo鋼;齒圈
G606風電內齒圈批量生產前,試制的幾個齒輪在磨齒后發現有裂紋,在齒輪感應熱處理后檢查也發現有裂紋,導致齒輪報廢,造成經濟損失。
1 風電內齒圈工藝、檢驗及裂紋分析
1.1制造工藝
G606風電內齒圈制造工藝流程:鍛造→正火→半精車→超探→粗銑齒→倒角打鋼印→調質→精車→鉆孔→銑螺紋→精銑齒→倒角→感應淬火→精車外圓內孔→磨外圓→鉆孔鏜孔→磨內齒→磁粉探傷。
1.2齒圈裂紋檢驗與分析
1.2.1表面裂紋及端口形貌分析
(1)G606風電內齒圈形貌見圖1,圖中白線部位存在裂紋,共有15個齒槽根部存在裂紋,裂紋長約200 mm,基本分布于齒條中間部位,未在端部露頭,裂紋非剛直形分布,呈波浪狀。
(2)齒根部位的裂紋斷面呈瓷狀,裂紋深約3 mm,未見疲勞,為一次性開裂所致,裂紋源位于齒底表面,呈現多源特征,裂源處未見異常缺陷。
1.2.2金相組織分析
(1)非金屬夾雜物評定。級別為A0.5、D1,基體組織為回火索氏體+少量條塊狀鐵素體,晶粒度級別約為8級(見圖2),帶狀組織級別約為2級(見圖3),表明風電內齒圈調整工藝正常。
(2)裂紋深約3 mm,頭部尖細呈沿晶分布(見圖4),腔內未見氧化填充物,裂紋兩側未見內氧化等缺陷;腐蝕后裂紋兩側組織為回火馬氏體,未見氧化脫碳現象,裂紋垂直于帶狀方向,且只在感應層分布。
1.2.3微觀分析
將斷面清洗后放入掃描電鏡中觀察斷口形貌,裂源部位微觀形貌見圖5,以沿晶為主,未見異常缺陷;斷面其余部位形貌見圖6,以沿晶為主。
1.2.4化學分析
在開裂部位附近取樣進行化學成分分析,結果見表1。可以看出,42CrMo鋼化學成分中碳含量相對偏高,其他化學元素含量符合標準要求。

圖1 G606風電內齒圈形貌
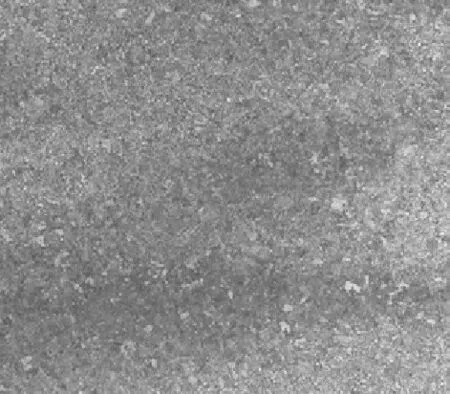
圖2 基體組織
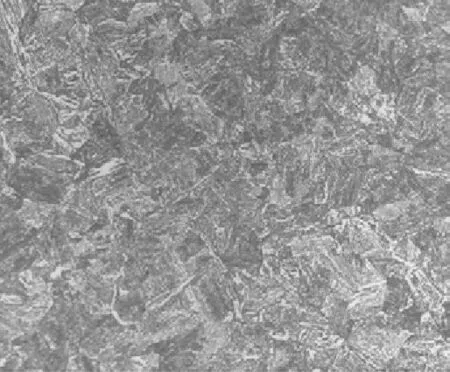
圖3 帶狀組織
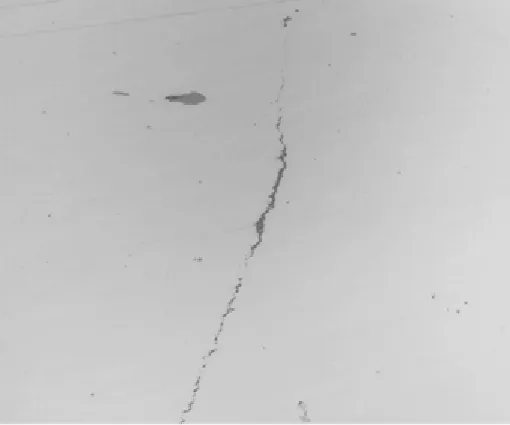
圖4 頭部尖細呈沿晶分布
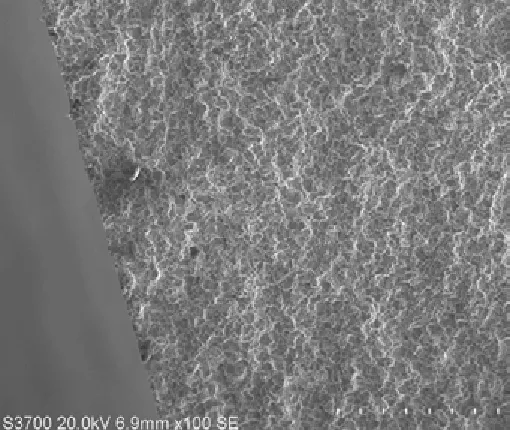
圖5 裂源部位微觀形貌
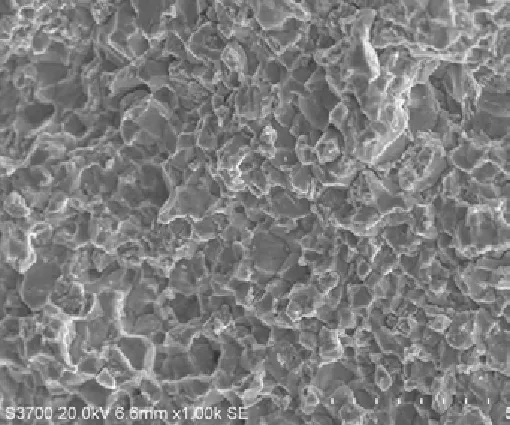
圖6 斷面其余部位微觀形貌

表1 42CrMo鋼的化學成分 %(wt)
2 原因分析及工藝試驗
對開裂的齒圈裂紋進行分析,裂紋呈波浪狀分布,長約200 mm,深約3 mm,沿晶界擴展,為一次性開裂所致,且呈現多源特征,裂源處未見異常缺陷;裂紋兩側組織為回火馬氏體,組織正常,未見氧化脫碳等異常現象,裂紋垂直于帶狀方向擴展,且只在感應層分布。綜上所述,G606風電內齒圈齒槽齒根部位的裂紋具有應力性裂紋的特征。根據判定結果,對工藝進行改進和優化。(1)調整銑齒加工量,將原來每刀加工3~4 mm改為2~3 mm,并精銑增加一刀,改善加工表面質量,減少加工應力,避免因機加工引起的開裂。(2)感應淬火前增加去應力回火工序,工藝為300 ℃×5 h。(3)控制淬火應力,適當減少加熱功率,將58 kW調整為48 kW,同時將PAG水劑淬火介質濃度由10%調整為15%。根據生產實際,固化淬火冷卻時間,要求嚴格按照工藝操作。
試驗結果表明,優化銑齒工藝,改善齒圈淬火前表面質量,增加感應淬火前去應力回火工序,嚴格執行熱處理工藝,齒圈感應淬火后對其進行檢查,表面硬度、金相組織及力學性能均達到要求,再未發生開裂。
3 結論
(1)化學分析結果表明,42CrMo鋼的主要成分符合GB/T 3077—1999要求。
(2)綜合檢驗結果,造成齒圈裂紋的主要因素是機加工應力集中及熱處理淬火應力偏大導致增加內應力過大。
(3)通過齒圈優化機加工,改善齒圈淬火前表面質量,增加感應淬火前去應力回火工序,降低淬火應力,嚴格執行熱處理工藝,控制淬火冷卻時間,保證了G606風電內齒圈的生產質量。
4 參考文獻
[1] JB/T 9204—2008 鋼件感應熱處理 金相檢驗[S].
[2] 金榮植. 齒輪的熱處理畸變、裂紋與控制方法[M]. 北京:機械工業出版社,2014.
晁國強:中車戚墅堰機車車輛工藝研究所有限公司,高級工程師,江蘇 常州,213011
陳凱敏:中車戚墅堰機車車輛工藝研究所有限公司,高級工程師,江蘇 常州,213011
譚小明:中車戚墅堰機車車輛工藝研究所有限公司,工程師,江蘇 常州,213011
陳 強:中車戚墅堰機車車輛工藝研究所有限公司,工程師,江蘇 常州,213011
樊 洋:中車戚墅堰機車車輛工藝研究所有限公司,助理工程師,江蘇 常州,213011
責任編輯 盧敏
中圖分類號:TG11
文獻標識碼:B
文章編號:1672-061X(2016)02-0081-02
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
