計量要求中標準差的導出與驗證
2016-05-30 23:24:47尹紅波趙瑩王長權
科技資訊 2016年20期
尹紅波 趙瑩 王長權
摘 要:按照ISO10012∶2003測量管理體系總要求:“測量管理體系應確保滿足規定的計量要求”。企業就必須掌握計量要求是從產品和生產要求里導出來的,是從技術標準、規范及顧客的要求中導出來的。也就是說計量要求取決于對被測量的產品和生產過程的技術規定。產品和生產過程的技術規定包括:檢驗產品是否符合顧客要求的技術規范,生產過程控制中的監控要求,安全、環保、貿易等技術指標的要求,下面就介紹幾種計量要求的導出方法。
關鍵詞:計量要求 技術規范 導出
中圖分類號:F203 文獻標識碼:A 文章編號:1672-3791(2016)07(b)-0171-02
目前很多企業都是在測量設備和測量過程實現后建立了ISO10012∶2003《測量管理體系-測量設備和測量過程的要求》,雖然計量確認與測量過程都得到有效管理與控制,但是如何證明測量過程滿足規定的計量要求、且得到有效驗證呢?要從以下3個步驟進行:首先按標準要求從顧客、組織和法律法規的要求導出計量要求(規定的要求是從產品要求導出);其次就是對現有測量設備的計量特性或測量結果進行系統分析;最后將結果與計量要求進行比較。
1 依據規定的要求決定計量要求
1.1 標準提出的計量要求的依據和出處
(1)標準總要求提出:“規定的計量要求由產品要求導出”。
(2)5.2顧客為關注焦點中指出:計量職能的管理者應確保:①確定顧客的測量要求并轉化為計量要求;②測量管理體系滿足顧客的計量要求;③能證明符合顧客的計量要求。
(3)在ISO10012∶2003《測量管理體系-測量設備和測量過程的要求》的7.2.2測量過程設計中提出“應根據顧客、組織和法律法規的要求確定計量要求”。
1.2 顧客、組織和法律法規以什么形式體現計量要求
(1)顧客的計量要求往往是通過產品的要求,以產品的技術規范、合同書和技術標準的形式表現出來。
(2)組織的計量要求往往是通過對企業生產控制、監視、物料交接、能源計量管理等需要提出。
(3)法律法規的計量要求往往是通過對企業生產安全、環境保護、貿易結算等需要提出。
2 計量要求的導出
(1)將產品性能和生產技術要求表示為技術指標參數要求或產品性能指標的形式表示出來。把設計工藝文件或圖紙上的技術要求表示為技術參數;把產品的質量特性轉化為產品檢驗規范或其他檢驗指標;把規定的生產過程要求轉化為控制參數特性。
(2)把技術參數指標要求、化驗規范或化驗指標、生產過程參數或安全、環保、貿易參數轉換為測量要求。
(3)測量要求轉化為計量要求。
把測量要求轉化為計量要求,一般表示為:最大允許誤差/允許不確定度、量程、穩定性、分辨率、環境條件和操作者的技能要求。
3 計量要求中標準偏差的導出方法
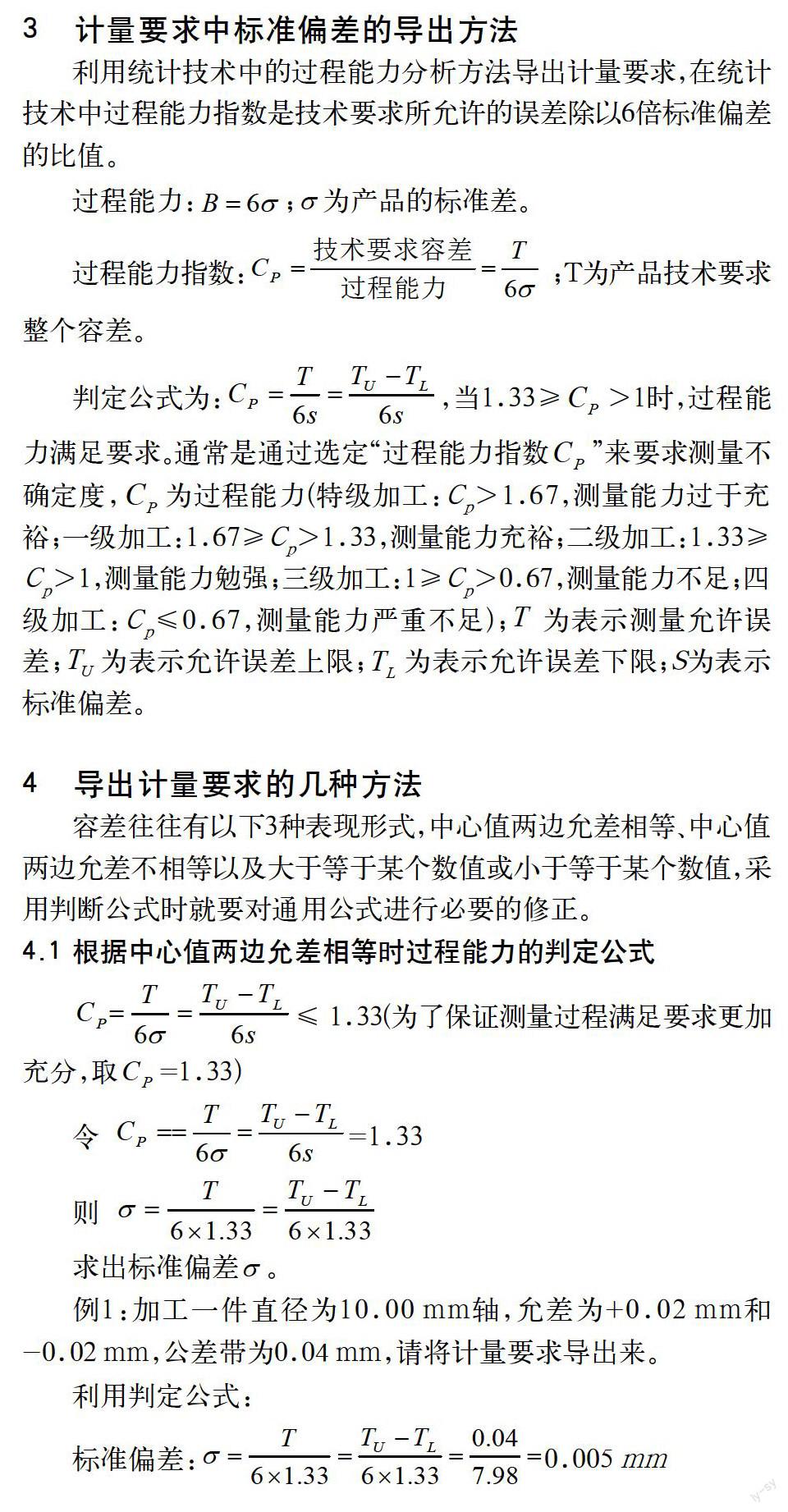
利用統計技術中的過程能力分析方法導出計量要求,在統計技術中過程能力指數是技術要求所允許的誤差除以6倍標準偏差的比值。
過程能力:;為產品的標準差。
過程能力指數: ;T為產品技術要求整個容差。
判定公式為:,當1.33≥>1時,過程能力滿足要求。通常是通過選定“過程能力指數”來要求測量不確定度,為過程能力(特級加工:Cp>1.67,測量能力過于充裕;一級加工:1.67≥Cp>1.33,測量能力充裕;二級加工:1.33≥Cp>1,測量能力勉強;三級加工:1≥Cp>0.67,測量能力不足;四級加工:Cp≤0.67,測量能力嚴重不足);為表示測量允許誤差;為表示允許誤差上限;為表示允許誤差下限;S為表示標準偏差。
4 導出計量要求的幾種方法
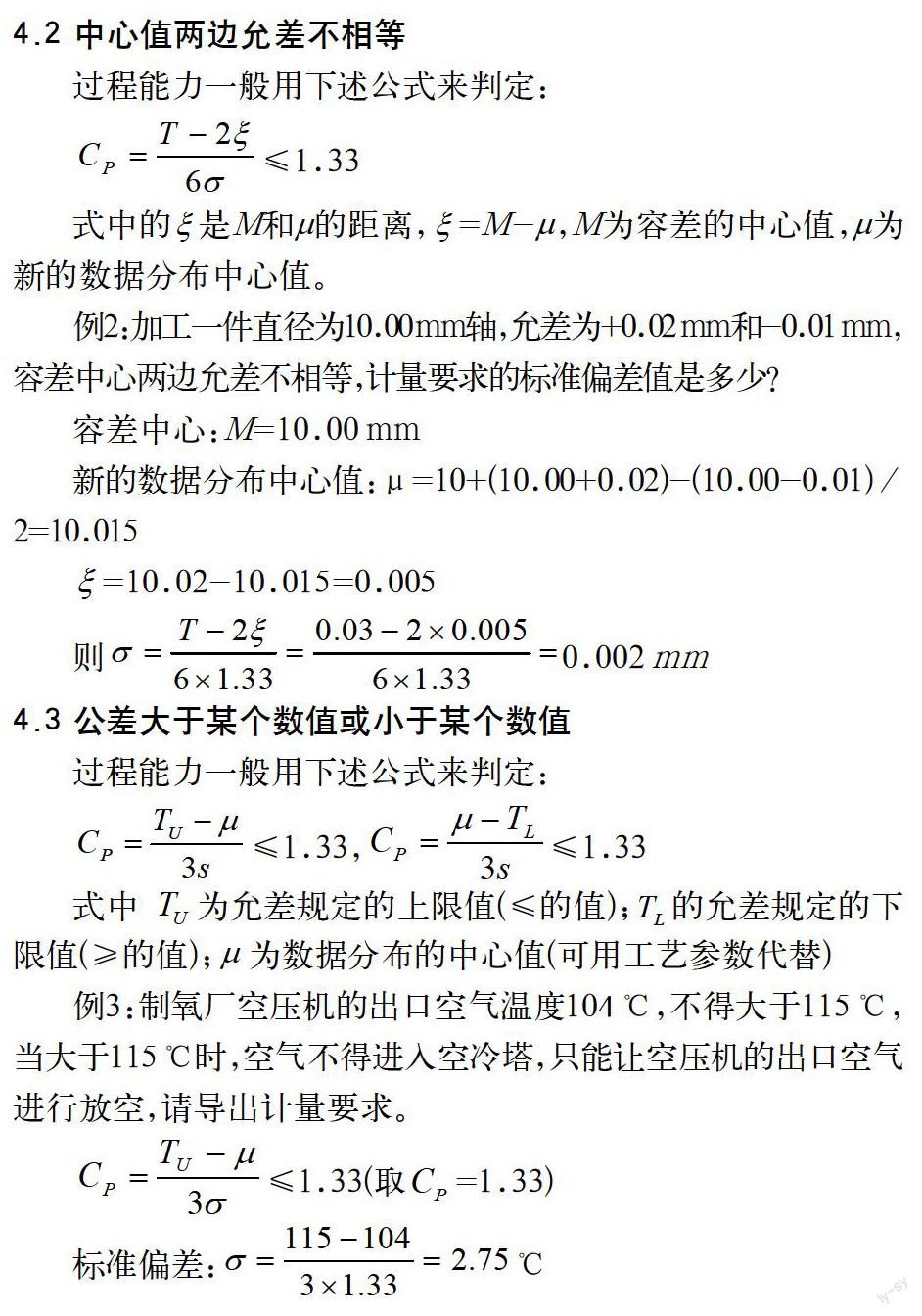
容差往往有以下3種表現形式,中心值兩邊允差相等、中心值兩邊允差不相等以及大于等于某個數值或小于等于某個數值,采用判斷公式時就要對通用公式進行必要的修正。
4.1 根據中心值兩邊允差相等時過程能力的判定公式
5 計量驗證
所謂計量驗證就是測量設備在檢定/校準后,將獲得的測量設備的計量特性與測量過程對測量設備的計量要求相比較,以評定測量設備是否能滿足預期用途。目前,我國對測量設備是采取兩種方式進行溯源:一是計量檢定,也就是說對測量設備按照國家檢定規程進行的依法計量檢定,經檢定后給出的結論往往是該測量設備是否符合相應的國家檢定規程所規定的要求。如,最大允許誤差、準確度等級等;二是計量校準,就是按照國家或行業等制定的校準規范進行計量校準;而校準的測量設備經校準后通常得出的是測量誤差或測量不確定度等。無論是經過計量檢定還是計量校準的測量設備,能否滿足計量要求就必須進行計量驗證,經驗證后符合要求的測量設備方可確認。
通常容差或公差與允許誤差的比值一般應是3~10之間為宜,具體取多少要根據實際情況;對于工藝參數測量過程而言,其測量過程的擴展不確定度一定要小于工藝測量要求最大允許誤差的1/3。
參考文獻
[1] GB/T19022—2003/ISO10012:2003,測量管理體系 測量過程和測量設備的要求[S].中國標準化協會,2003.
[2] 國家質量監督檢驗檢疫總局計量司,中國計量測試學會.現代企業計量工作指導手冊(修訂版)[S].北京:中國標準出版社,2005.
