刮平機滾齒協(xié)同沖擊破碎瓷磚機理
2016-05-31 01:06:30邵俊鵬劉建軍哈爾濱理工大學(xué)機械動力工程學(xué)院黑龍江哈爾濱50080廣東科達(dá)潔能股份有限公司廣東佛山5833
中國陶瓷工業(yè) 2016年2期
徐 斌,邵俊鵬,劉建軍(. 哈爾濱理工大學(xué)機械動力工程學(xué)院,黑龍江 哈爾濱 50080;. 廣東科達(dá)潔能股份有限公司,廣東 佛山 5833)
?
刮平機滾齒協(xié)同沖擊破碎瓷磚機理
徐 斌1, 2,邵俊鵬1,劉建軍2
(1. 哈爾濱理工大學(xué)機械動力工程學(xué)院,黑龍江 哈爾濱 150080;2. 廣東科達(dá)潔能股份有限公司,廣東 佛山 528313)
摘 要:為了研究刮平機滾齒破碎瓷磚機理,分析刮平機的結(jié)構(gòu)和運行原理,提出滾筒滾齒協(xié)同沖擊破碎瓷磚,并分析其機理。建立了單滾齒沖擊破碎瓷磚和多滾齒協(xié)同破碎瓷磚的模型,通過SEM實驗驗證了所建模型的正確性,同時驗證了多滾齒協(xié)同沖擊破碎瓷磚機理理論符合瓷磚表面形貌。實驗還得出:中刮、精刮前瓷磚旋轉(zhuǎn)90°有助于滾齒協(xié)同破碎效應(yīng)的發(fā)揮,滾齒協(xié)同破碎效應(yīng)主要體現(xiàn)在中、精刮工序中。
關(guān)鍵詞:刮平機;滾齒;協(xié)同破碎;瓷磚
E-mail:xubin197945@163.com
0 引 言
瓷質(zhì)磚的坯體是使用傳統(tǒng)原料粘土、長石、石英及可塑性白粘土,經(jīng)過球磨、造粒、干燥、壓制,后經(jīng)1200 ℃左右燒結(jié)50-60分鐘制成[1]。燒制而成的瓷磚表面光滑但不平整,光澤也不好。由于國內(nèi)外對瓷磚審美觀點的不同,歐洲人比較欣賞這種自然的美。對瓷磚表面深加工的要求不高,甚至不加工。而國內(nèi)對瓷磚表面質(zhì)量要求很高,以瓷磚表面平整而且光亮為美。為了滿足人們的審美要求,要對瓷磚表面進(jìn)行深加工,以取得更好的平整度和表面光潔度。通常的陶瓷深加工方式:磨削、研磨、銑削、水射流加工、水射流銑削[2-5]等,但是效果不好。意大利等[6-10]歐美國家提出一條完整的拋光工序包括刮平、前磨邊、粗磨、拋光、后磨邊烘干、打蠟、包裝。主要使用的金剛石工具有粗磨邊輪、對磨輪(前磨邊),滾刀、八爪魚(刮平),細(xì)磨邊輪、修邊輪(后磨邊)。為了達(dá)到高的光潔度,利用瓷磚刮平將瓷磚燒結(jié)層刮掉,然后拋光[11]。瓷磚的刮平有別于一般陶瓷的磨削,有獨特的加工機理。但是,對刮平機加工運行、以及微觀破碎瓷磚的研究,卻未見相關(guān)文獻(xiàn)報道。
本文以最新瓷磚刮平機為研究對象,提出滾齒協(xié)同沖擊破碎瓷磚機理。建立單滾齒爆破沖擊瓷磚模型、滾齒協(xié)同效應(yīng)應(yīng)力模型,并通過實驗驗證。給出改善協(xié)同破碎瓷磚效果的措施。
1 刮平機滾筒滾齒協(xié)同破碎瓷磚機理分析
1.1沖擊建模假設(shè)條件
瓷磚刮平機的主要工作部件是滾筒,滾筒上均勻布置著按照螺旋線排列的金剛石磨塊,其上布置著磨粒,如圖1所示。為建模和計算考慮,將磨粒簡化為圓錐形滾齒。并假設(shè)每個滾齒的高度一致,滾筒磨塊上的滾齒同時接觸瓷磚表面。
由于瓷磚刮平的厚度僅為0.06 mm,因此分析滾齒破碎瓷磚機理時,以滾筒滾齒擠壓沖擊瓷磚表面為主。由于是多滾齒同時接觸瓷磚表面,因此滾齒破碎瓷磚屬多滾齒協(xié)同破碎瓷磚。
1.2單滾齒爆破沖擊模型
(1)彈性變形階段及壓實體形成
在分析單滾齒作用下瓷磚破碎過程時,假設(shè)滾齒底部以均勻的載荷P作用在瓷磚的表面上。與滾齒接觸的瓷磚內(nèi)部的晶粒是按照一定方式排列的,把每個晶粒看成球體。由于滾齒的壓力作用,與滾齒底部相接觸的一層晶粒將向下位移加壓于下一層晶粒;而下一層晶粒又將壓力傳遞給其下部的兩個晶粒。從圖2中可以看出,最大的應(yīng)力分布區(qū)域在△aob內(nèi),其中所有晶粒都處于各向壓縮狀態(tài),應(yīng)力值相等。在△aob區(qū)域以外的晶粒作用大小不同的正應(yīng)力[12]。
因此,在aob交界面上一定作用著剪應(yīng)力,其值為:

式中,σ1為aob區(qū)域內(nèi)的正應(yīng)力;σ2為aob區(qū)域外的鄰近晶粒的正應(yīng)力。
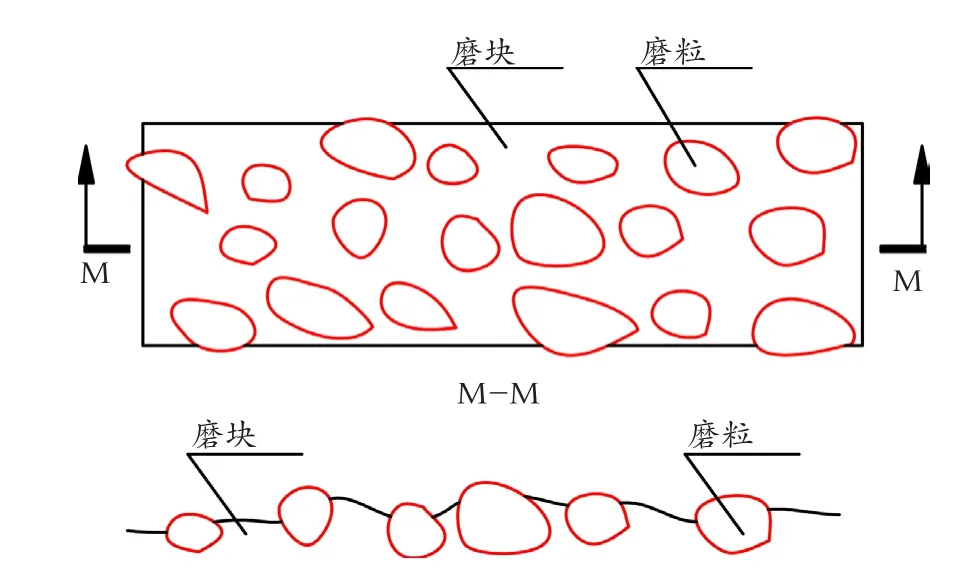
圖1 瓷磚刮平機滾筒磨塊Fig.1 Abrasive blocks of tile calibrating machine
由于界面上存在著剪應(yīng)力,就促使aob區(qū)域內(nèi)被壓實的部分沿著aob與瓷磚體分離。分離體為圓錐形,稱為壓實體。
(2)瓷磚沖擊破碎
壓實體形成后,在滾齒的作用下載荷通過壓實體壓向壓實體周邊的瓷磚。如圖3所示,其作用力T為:

式中,P為外載荷;β為壓實體錐尖角。
壓實體周圍的瓷磚受到載荷T壓縮后的模型如圖4所示。
在圖4中,壓實體周圍作用相同的壓應(yīng)力T,破碎坑底部到自由面的距離是h,沖擊破碎是一個逐步的過程,現(xiàn)將瓷磚被滾齒擠壓后沖擊破碎的儲能假想為一個半徑為r的球體,它是瓷磚向自由面沖擊破碎的能量源。瓷磚內(nèi)部的抗力是不同的,向著瓷磚自由面的抗力為最小。最終導(dǎo)致沖擊破碎后的坑為“V”形,設(shè)斷裂面與垂直面的夾角為α,S為未破碎瓷磚部分脊上所產(chǎn)生的反力。
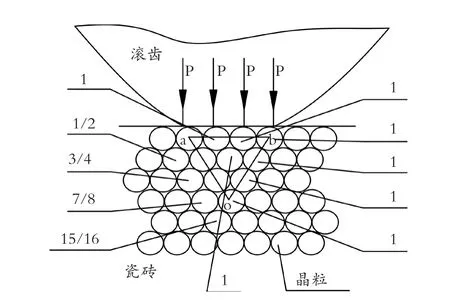
圖2 瓷磚晶粒壓力傳遞示意圖Fig.2 Pressure transmission between grains of tile
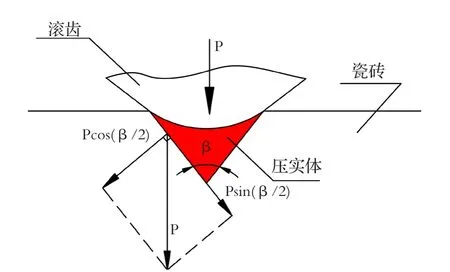
圖3 瓷磚壓實體作用力Fig.3 Forces applied to tile compact
因此,作用在“V”形坑破裂面上的拉應(yīng)力F,如圖5(a)所示。
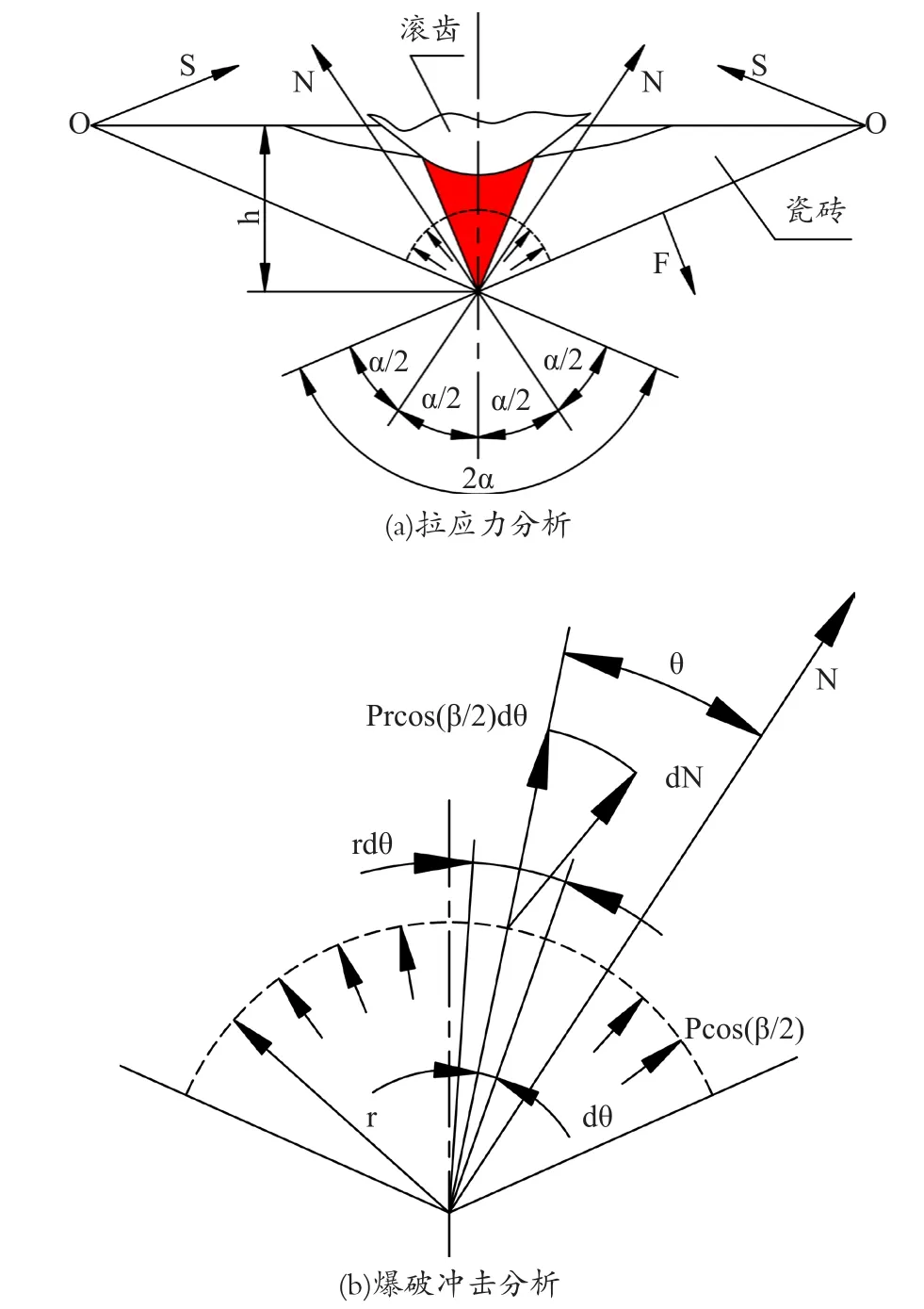
圖4 瓷磚爆破沖擊模型Fig.4 Fragmentation of tile by blasting

式中,σ為瓷磚的張應(yīng)力。
向著自由面方向的沖擊力N為:

式中,N為滾齒作用在壓實體周圍瓷磚上壓應(yīng)力Pcos(β/2)所產(chǎn)生的向著自由面的沖擊力的合力;dN為在微元弧上的沖擊力在N方向的投影;θ為微圓弧角度[13]。
(3)“V”形破碎坑的形成
在破碎沖擊力N的作用下,瓷磚裂紋的擴展主要三種類型:張開型、錯開型和撕裂型,如圖5所示。裂紋在形成過程中不是單獨的,而是這三種裂紋的綜合。
因破碎沖擊力向著自由面,故裂紋的擴展主要以張開型裂紋為主。瓷磚在破碎沖擊力的作用下,一層一層的從自由面上崩離,和爆炸的效果類似。最終形成了“V”型坑,如圖6所示。
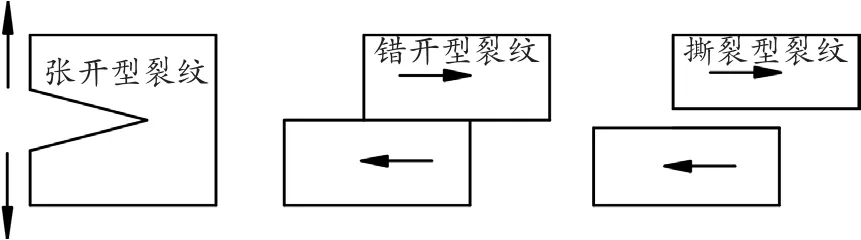
圖5 瓷磚裂紋的類型Fig.5 Types of tile cracks
1.3協(xié)同效應(yīng)應(yīng)力模型
滾筒上的滾齒破碎瓷磚不是單獨滾齒與瓷磚接觸的,而是多滾齒同時接觸瓷磚協(xié)同破碎的結(jié)果。
滾齒破碎瓷磚協(xié)同效應(yīng)應(yīng)力機理分為三個方面:
(1)應(yīng)力疊加
兩個或者兩個以上的滾齒同時作用在同一瓷磚表面上,無論在破碎哪個階段,都能形成應(yīng)力疊加[14-17],這將加速或者強化破碎過程,如圖7所示。
圖7中,在滾齒的外載荷作用下,壓實體壓縮周圍瓷磚,給瓷磚產(chǎn)生一個強大的壓應(yīng)力σ壓。壓應(yīng)力的作用,瓷磚的質(zhì)點產(chǎn)生徑向位移,因而導(dǎo)致外圍瓷磚中產(chǎn)生徑向擴張并在切線方向產(chǎn)生切向拉伸應(yīng)力σ拉。兩滾齒所引起的應(yīng)力相遇并發(fā)生疊加的結(jié)果,在切線方向上產(chǎn)生合成拉應(yīng)力σ合。如果滾齒距離比較近,合成拉應(yīng)力σ合的值超過瓷磚的抗拉強度,則沿著兩個“V”坑連心線產(chǎn)生徑向裂隙,瓷磚屑崩離瓷磚表面。
(2)多自由面
由于存在臨近已破碎的溝槽,則滾齒侵入瓷磚后,裂紋的擴展提供了更多可能的終點以及破碎沖擊力方向增加了一個新的自由面。從而改變了原來的邊界約束條件,削弱了原瓷磚的抵抗破碎的能力。
(3)相鄰裂紋的貫通
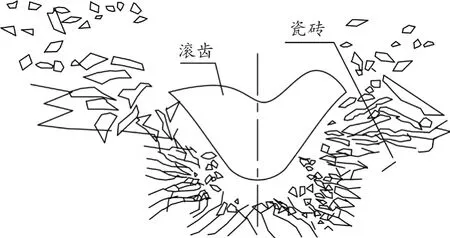
圖6 “V”型坑形成過程Fig.6 Formation of V-shaped indentation

圖7 應(yīng)力加強分析Fig.7 Analysis of stress reinforcement
從單滾齒破碎瓷磚機理和圖7可知,在滾齒作用下將產(chǎn)生大量的裂紋。除少數(shù)的張開型裂紋擴展到瓷磚的自由面形成破碎塊,瓷磚中存在大量的未發(fā)展瓷磚表面的錯開型裂紋、撕裂型裂紋。這些裂紋的存在導(dǎo)致相鄰溝槽裂紋的貫通而形成大塊破碎。
1.4粗、中、精刮工序中協(xié)同破碎分析
(1)粗刮滾齒協(xié)同破碎瓷磚
粗刮工序滾筒滾齒大,滾齒與滾齒之間的距離大。雖是多滾齒同時破碎瓷磚,但它們之間并不相互影響。滾齒在沖擊破碎瓷磚之后,滾齒之間有瓷磚脊,裂紋不能貫通。如圖8(a)所示。滾齒沖擊破碎瓷磚后,溝槽深。滾齒之間的協(xié)同破碎為后續(xù)的加工提供更多的自由面和殘留裂紋。
(2)中刮滾齒協(xié)同破碎瓷磚
中刮滾齒比較小,滾齒之間的間距比較小,如圖8(b)所示。當(dāng)兩個或者多個滾齒作用在瓷磚上,裂紋向著滾齒兩側(cè)擴展,產(chǎn)生應(yīng)力的疊加,多滾齒協(xié)同破碎效應(yīng)明顯。從圖8(b)看出,滾齒兩側(cè)的裂紋會以鋸齒的形式相對發(fā)展,其破壞的裂紋走向逐漸接近,最后貫通形成大的破碎塊。
(3)精刮滾齒協(xié)同破碎瓷磚
精刮滾齒最小,滾齒之間的間距也最小。滾齒協(xié)同破碎效應(yīng)將滾齒之間的瓷磚過度破碎,以致瓷磚屑細(xì)小甚至為細(xì)粉。從圖8(c)看出,瓷磚表面已無大的溝槽,瓷磚表面最平整。精刮時,瓷磚已經(jīng)經(jīng)過兩次旋轉(zhuǎn),瓷磚的溝槽的自由面和裂紋也最多。協(xié)同破碎的效果為最好。
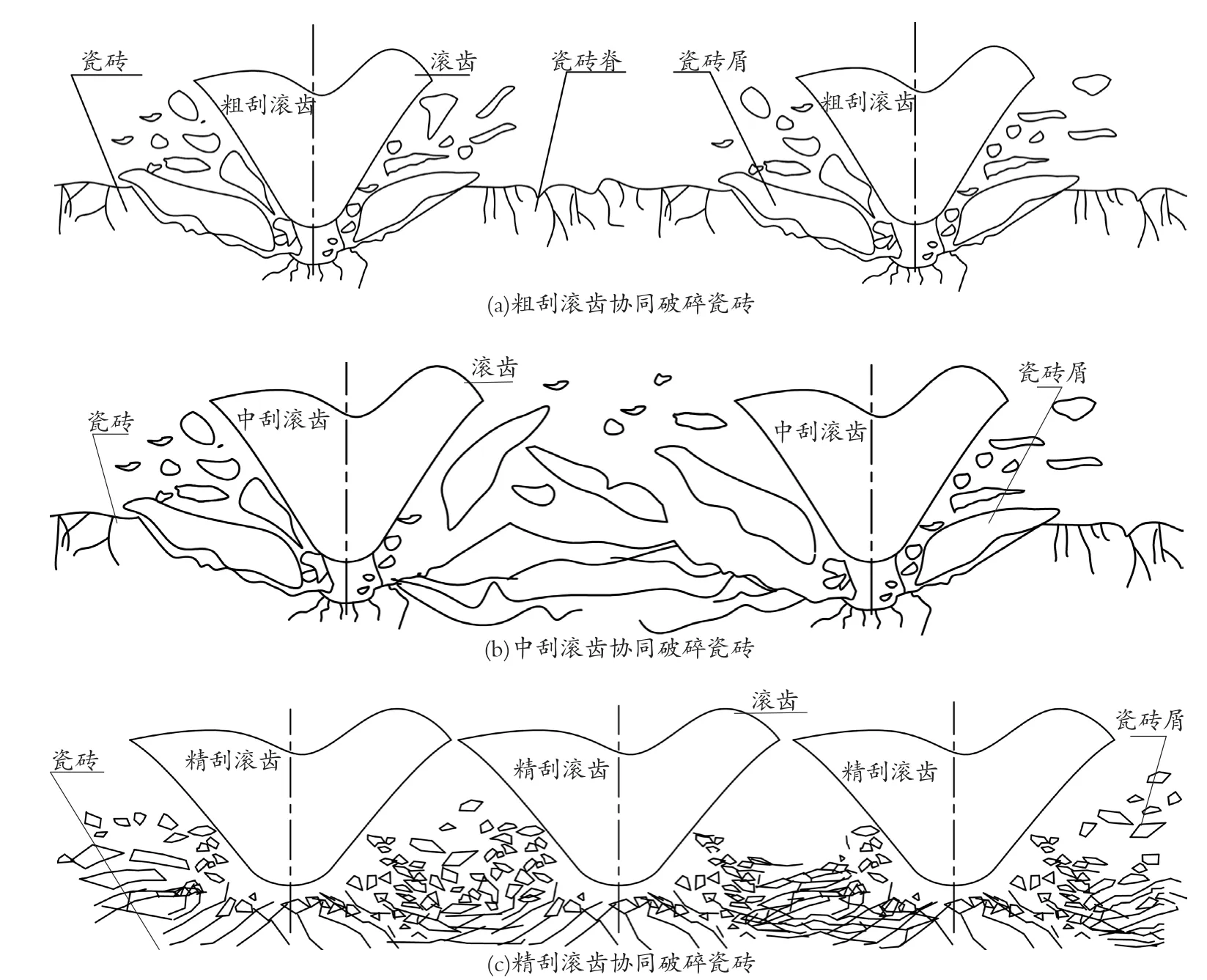
圖8 滾齒協(xié)同破碎瓷磚模型Fig.8 Models of synergistic tile fragmentation by multi-teeth
2 實驗及結(jié)果分析
2.1實驗參數(shù)及過程
為了驗證瓷磚刮平機滾齒協(xié)同沖擊破碎瓷磚的效果,按照表1參數(shù),在SDG288型刮平機上實驗。
實驗分為粗、中、精刮三道工序,粗、中、精刮滾筒的直徑是300mm,實驗用瓷磚毛坯參數(shù)為:實驗所用瓷磚15塊,規(guī)格為800 mm×800 mm。在實驗過程中,分別在粗刮、中刮、精刮工序加工后的瓷磚中,取出一塊瓷磚作為對象,對其進(jìn)行電鏡掃描和表面粗糙度掃描。電鏡型號為:FEI Sirion。實驗結(jié)果如圖9-11所示。
2.2實驗結(jié)果分析
圖9表明,粗刮后的瓷磚表面溝槽相互平行,溝槽之間有瓷磚脊,不貫通。溝槽又有系列的“V”形沖擊坑組成。凹坑的邊緣呈層疊狀。說明“V”形坑是逐層破碎的,而且張開型裂紋明顯。粗刮后瓷磚形貌驗證了單滾齒爆破沖擊破碎模型的正確性。同時表明,在粗刮工序中,滾齒的協(xié)同破碎瓷磚效果不明顯。

表1 刮平機實驗參數(shù)Tab.1 Experimental results of calibrating machine
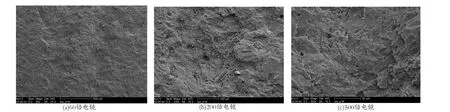
圖9 粗刮瓷磚電鏡圖Fig. 9 SEM images of tile morphologies after rough calibrating
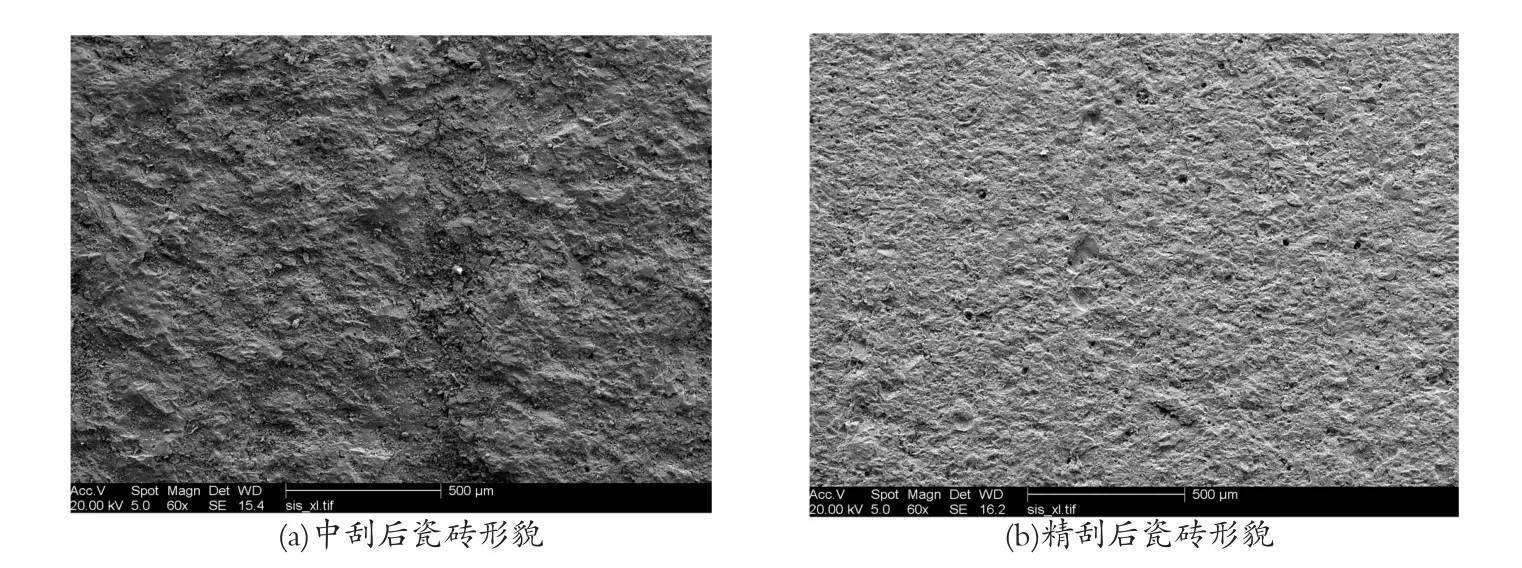
圖10 中、精刮瓷磚電鏡圖Fig. 10 SEM images of tile morphologies after semi-fnish and fnish calibrating
圖10表明,中刮瓷磚表面,溝槽淺、“V”形破碎坑之間無瓷磚脊。滾齒協(xié)同沖擊破碎明顯。“V”形坑之間破碎大,說明是大塊瓷磚屑崩離所致。瓷磚表面縱橫交錯的刮痕是由于瓷磚旋轉(zhuǎn)90°后,刮痕交叉造成的。交叉的刮痕增強了瓷磚的破碎效果。精刮后,瓷磚表面平整,不見刮痕,“V”形坑也少見,說明滾齒協(xié)同沖擊破碎,使?jié)L齒之間的瓷磚脊完全破碎。實驗結(jié)果表明,滾齒協(xié)同沖擊破碎瓷磚機理完全符合破碎瓷磚實際情況。圖11中,毛坯面光滑但是不平整,粗掛溝痕深、中刮溝痕淺,精刮后瓷磚表面平整,相對光滑。從瓷磚表面直觀結(jié)果表明,滾齒協(xié)同沖擊破碎瓷磚表面效果好。
綜上分析得出,改進(jìn)粗刮工序中刮平效果的措施。將滾筒進(jìn)行沿著軸向擺動,以此減小滾齒距離,增加滾齒之間的協(xié)同破碎效果。

圖11 瓷磚表面直觀圖Fig.11 Photos of the tile surfaces
3 結(jié) 論
(1)滾齒破碎瓷磚不是一個滾齒單獨作用,而是多個滾齒協(xié)同破碎的結(jié)果。
(2)將滾筒磨塊上的磨粒簡化為錐形滾齒并建立單滾齒沖擊破碎瓷磚模型,分析“V”形坑形成過程,并通過實驗驗證了所見模型的正確性。
(3)建立滾齒協(xié)同效應(yīng)應(yīng)力模型,應(yīng)力疊加是協(xié)同沖擊破碎主要的原因,實驗結(jié)果表明該模型符合瓷磚實際。
(4)粗刮工序中,滾齒協(xié)同破碎效果不明顯,中刮工序中,滾齒協(xié)同破碎瓷磚屑大。精刮工序中,滾齒協(xié)同破碎效果最好,瓷磚表面平整。
(5)在瓷磚加工過程中,瓷磚旋轉(zhuǎn)90°加強了瓷磚破碎效果。
(6)給出了改善粗刮協(xié)同破碎效果不好的措施。
參考文獻(xiàn):
[1] EL-FADALY E, BAKR I M, BREKA M R A. Recycling of ceramic industry wastes in floor tiles recipes[J]. Journal of American Science, 2010(10): 241-247.
[2] 朱洪濤. 精密磨料水射流加工硬脆材料沖蝕機理及拋光技術(shù)研究[D]. 山東: 山東大學(xué), 2007. ZHU Hongtao. Study on Erosion mechanisms and polishing technology of hard-brittle materials machined with precision abrasive water jet [D]. Shandong: Shandong University, 2007.
[3] 張?zhí)m娣. 工程陶瓷的精密銑削機理與實驗研究[D]. 河北: 河北工業(yè)大學(xué), 2002. ZHANG Landi. Theoretical and experimental studies on the ultra-precision face-milling of engineering ceramics [D]. Hebei:Hebei University of Technology, 2002.
[4] 馮衍霞. 磨料水射流銑削陶瓷材料加工技術(shù)研究[D]. 山東: 山東大學(xué), 2007. FENG Yanxia. A study on milling ceramics with abrasive waterjet technology [D]. Shandong: Shandong University, 2007.
[5] 趙曉亮. 陶瓷磨削表面粗糙度預(yù)測模型與實驗研究[D]. 遼寧:大連理工大學(xué), 2009. ZHAO Xiaoliang. The prediction model and experiment research of ceramics surface roughness [D]. Liaoning: Dalian University of Technology, 2009.
[6] CAMPOS L F A, MENEZES R R, LISBOA D, et al. Experimental design to maximize the waste content in ceramic bricks and tiles [J]. Ceramica, 2007, 53: 373-380.
[7] Rahaman G M A, Hossain M M. Automatic defect detectionand classification technique from image: A special case using ceramic tiles [J]. International Journal of Computer Science and Information Security, 2009, 1(1): 22-30.
[8] KESER T, HOCENSKI Z, HOCENSKI V. Intelligent machine vision system for automated quality control in ceramic tiles industry [J]. Strojarstvo, 2010, 52(2): 105-114.
[9] SIDJANIN L, RAJNOVIC D, RANOGAJEC J, et al. Measurement of Vickers hardness on ceramic floor tiles [J]. Journal of the European Ceramic Society, 2007, 27(2-3): 1767-1773.
[10] COSTA C E, PETROU M. Automatic registration of ceramic tiles for the purpose of fault detection [J]. Machine Vision and Applications, 2000, 11(05): 225-230.
[11] 袁慧, 魏昕, 王成勇. 瓷質(zhì)玻化磚磨拋加工工藝研究[J]. 金剛石與磨料磨具工程, 1998, (4): 23-27. YUAN Hui, WEI Xin, WANG Chengyong. Research on the grinding and polishing of wollastonic [J]. Diamond & Abrasives Engineering, 1998(4): 23-27.
[12] 吳力文, 孟澍森. 勘探掘進(jìn)學(xué)[M]. 北京: 中國地質(zhì)出版社,1981: 76-98. WU Liwen, MENG Shusen. Exploratory Drilling [M]. Beijing:China Geology Press, 1981: 76-98.
[13] 劉春生. 滾筒式采煤機理論設(shè)計基礎(chǔ)[M]. 江蘇: 中國礦業(yè)大學(xué)出版社, 2003: 24-80. LIU Chunsheng. Theoretical Design Basis for Coal Cutter [M]. Jiangsu: China University of Mining and Technology Press,2003: 24-80.
[14] 陶頌霖. 爆破工程[M]. 北京: 冶金工業(yè)出版社, 1979: 157-178. TAO Songlin. Blasting Engineering [M]. Beijing: Metallurgical Industry Press, 1979: 157-178.
[15] 武士杰. 反井鉆機鎬形鑲齒滾刀破巖效果的研究[D]. 北京:煤炭科學(xué)研究總院, 2007. WU Shijie. The discussion on rock-breaking effectivity of the raise boring machine pick-shaped inserted roller cutter [D]. Beijing: China Coal Research Institute, 2007.
[16] 于躍. 盤刀破巖機理的細(xì)觀數(shù)值模擬研究[D]. 遼寧: 大連理工大學(xué), 2010. YU Yue. Numerical modeling of rock fracture mechanism under disc cutters [D]. Liaoning: Dalian University of Technology,2010.
[17] 喬永立. 全斷面巖石掘進(jìn)機盤形滾刀布置規(guī)律的研究[D]. 遼寧: 華北電力大學(xué), 2009. QIAO Yongli. Cutter layout design of full-face rock tunnel boring machine[D]. Hebei: North China Electric Power University, 2009.
通信聯(lián)系人:徐斌,男,博士。
Received date:2015-11-15. Revised date: 2016-11-18.
Correspondent author:XU Bin, male, Ph. D.
Synergistic Tile Fragmentation Mechanism of Toothed Cylinder on Ceramic Tile Calibrating Machine
XU Bin1, 2, SHAO Junpeng1, LIU Jianjun2
(1. College of Mechanical Power Engineering, Harbin University of Science and Technology, Harbin 150080, Heilongjiang, China;2. KEDA Clean Energy Co., Ltd., Foshan 528313, Guangdong, China)
Abstract:In order to investigate the tile fragmentation mechanism of the toothed cylinder on it, the structure and principle of calibrating machine were analyzed. Mathematical models for impact crushing by single tooth and synergistic fragmentation by multi-teeth were established respectively. SEM was used to observe ceramic tile morphologies after rough calibrating, semi finish calibrating and finish calibrating. The results verifed the effectiveness of the models and the agreement between the theories of the synergistic tile fragmentation by multi-teeth and the observed surface morphologies of the ceramic tiles calibrated in different stages. It's also showed that rotating the tile 90 degrees counterclockwise before semi fnish calibrating and fnish calibrating could improve the result of synergistic fragmentation by multiteeth in these two stages where the action mainly occurred.
Key words:calibrating machine; tooth; synergistic fragmentation; ceramic tile
基金項目:佛山市博士后基金資助項目(2014437)。
收稿日期:2015-11-15。
修訂日期:2015-11-18。
DOI:10.13958/j.cnki.ztcg.2016.02.004
中圖分類號:TQ174.76
文獻(xiàn)標(biāo)志碼:A
文章編號:1006-2874(2016)02-0015-07
