10MN缸動式快鍛液壓機(jī)機(jī)架優(yōu)化設(shè)計(jì)
2016-06-01 11:35:40姚志敏
鍛壓裝備與制造技術(shù) 2016年2期
邵 飛,姚志敏
(上海蘭石重工機(jī)械有限公司,上海 201108)
10MN缸動式快鍛液壓機(jī)機(jī)架優(yōu)化設(shè)計(jì)
邵 飛,姚志敏
(上海蘭石重工機(jī)械有限公司,上海 201108)
對10MN缸動式快鍛液壓機(jī)主機(jī)機(jī)架與傳統(tǒng)同系列其他機(jī)型機(jī)架進(jìn)行比較,對設(shè)計(jì)中所做的改進(jìn)進(jìn)行了詳細(xì)分析。
快鍛液壓機(jī);機(jī)架;結(jié)構(gòu)優(yōu)化;力學(xué)分析
缸動式快鍛液壓機(jī)具有活動部分質(zhì)量輕、運(yùn)動慣量小、工作速度快、效率高、成本較低等特點(diǎn)。該結(jié)構(gòu)形式在國內(nèi)外業(yè)內(nèi)得到普遍認(rèn)可與應(yīng)用,技術(shù)較為成熟。本著持續(xù)改進(jìn)、不斷創(chuàng)新的原則,我們在該系列產(chǎn)品的設(shè)計(jì)研發(fā)過程中,并沒有因?yàn)橛酗L(fēng)險(xiǎn)而放棄創(chuàng)新與改進(jìn),而是運(yùn)用各種先進(jìn)的技術(shù)手段去分析和解決問題,將創(chuàng)新與改進(jìn)的風(fēng)險(xiǎn)降到最低。
如圖1所示10MN缸動式快鍛液壓機(jī)是根據(jù)客戶需求而設(shè)計(jì)的。控制精度±1mm,快鍛頻次120次/ min;操作機(jī)旋轉(zhuǎn)控制精度±1°,行走控制精度±5mm,在計(jì)算機(jī)控制下可完成液壓機(jī)與操作機(jī)的聯(lián)動。

圖1 10MN缸動式快鍛液壓機(jī)
該機(jī)組主要用于鋼鐵材料和有色金屬的自由鍛件生產(chǎn),可滿足鐓粗、拔長、沖孔、擴(kuò)孔、切斷等鍛造工藝要求,能夠完成棒、餅、環(huán)及厚板等鍛件的生產(chǎn)。
1 機(jī)架結(jié)構(gòu)設(shè)計(jì)
機(jī)架作為壓機(jī)的主要受力部件,采用兩柱式。機(jī)架承受著壓機(jī)的全部載荷,是壓機(jī)的主要部件之一,故采用ZG25Mn材料整體鑄造,以熔煉和試塊兩種方式進(jìn)行物理性能和化學(xué)成分分析,進(jìn)行超聲波探傷,除鑄造后熱處理外,在粗加工后整體去應(yīng)力退火;按JB/T5000.6-2007《重型機(jī)械通用技術(shù)條件鑄鋼件》以主要件驗(yàn)收,機(jī)架剛性好、精度高、抗疲勞強(qiáng)度好。實(shí)際工作中抗負(fù)載能力很強(qiáng)。機(jī)架是該設(shè)備中最大鑄件,其結(jié)構(gòu)形式是否優(yōu)良直接影響到整個(gè)壓機(jī)使用性能的好壞,其重量大小則直接影響了該壓機(jī)的制造成本。
1.1 傳統(tǒng)機(jī)架介紹
該系列傳統(tǒng)機(jī)架如圖2所示。將下橫梁上下墊板之間的連接部分鑄造成一個(gè)整塊的結(jié)構(gòu),該結(jié)構(gòu)剖開后如圖2b所示。這種結(jié)構(gòu)形式的優(yōu)點(diǎn)是鍛造時(shí)下橫梁變形小,應(yīng)力低,安全系數(shù)高。但該結(jié)構(gòu)存在兩個(gè)缺點(diǎn):一是該連接部分尺寸與下橫梁上下板厚度尺寸差距太大,鑄造時(shí)在連接處可能會產(chǎn)生金屬積聚的熱節(jié),從而產(chǎn)生縮孔、縮松等缺陷;同時(shí)由于鑄件各部分的冷卻速度差別較大,還可能形成熱應(yīng)力,這種熱應(yīng)力有時(shí)可使鑄件薄厚連接處產(chǎn)生裂紋,對機(jī)架的整體力學(xué)性能造成重要影響;二是機(jī)架整體重量較大,成本高。

圖2 傳統(tǒng)機(jī)架
1.2 10MN缸動式快鍛液壓機(jī)機(jī)架介紹
如圖3所示為10NM缸動式快鍛液壓機(jī)機(jī)架示意圖,該機(jī)架在傳統(tǒng)機(jī)架結(jié)構(gòu)基礎(chǔ)上,針對下橫梁的上述問題作出相應(yīng)的優(yōu)化,優(yōu)化后結(jié)構(gòu)如圖3b所示。優(yōu)化后減小了上下板與中間連接筋板的厚度差,有效降低了出現(xiàn)縮孔、縮松、裂紋等鑄造工藝缺陷的可能,同時(shí)機(jī)架重量減輕了3t多,降低了制造成本。

圖3 10MN缸動式快鍛液壓機(jī)機(jī)架
2 10MN缸動式壓機(jī)機(jī)架的力學(xué)計(jì)算
機(jī)架材料為ZG25MN,彈性模量206GPa,泊松比0.3,屈服強(qiáng)度295MPa,密度7850kg/m3。為了保證壓機(jī)的可靠性和穩(wěn)定性,采用ANSYS有限元軟件對優(yōu)化后的機(jī)架在偏心鍛造與鐓粗兩種工況的應(yīng)力與應(yīng)變進(jìn)行分析計(jì)算。
2.1 偏心鍛造狀態(tài)的機(jī)架的有限元分析
當(dāng)壓機(jī)受240mm的偏心鍛造時(shí),工作油缸壓力31.5MPa,拉桿的預(yù)緊力為工作載荷的1.4倍,具體簡化模型如圖4所示。分析計(jì)算得機(jī)架的最大應(yīng)力出現(xiàn)在上梁的下表面與大螺母接觸面處,為117.69MPa(圖5)。而下梁的應(yīng)力范圍集中在 0.078432MPa~26.2143MPa之間;機(jī)架Z方向的最大應(yīng)變出現(xiàn)在上梁,為1.23914mm(圖6),而下梁Z方向的應(yīng)變范圍集中在-0.185989mm~ 0.289053mm。

圖4 簡化模型
2.2 鐓粗狀態(tài)的機(jī)架分析
當(dāng)壓機(jī)進(jìn)行鐓粗工作時(shí),工作油缸壓力31.5MPa,拉桿的預(yù)緊力為工作載荷的1.4倍,鐓粗板直徑1000mm,厚度200mm,棒料直徑600mm,高度1130mm,考慮機(jī)架自重,具體簡化模型如圖7所示。分析計(jì)算得機(jī)架最大應(yīng)力出現(xiàn)在上梁的下表面與大螺母接觸面處,為116.542MPa(圖8),而下梁的應(yīng)力范圍集中在0.157262MPa~38.9522MPa之間;機(jī)架Z方向的最大應(yīng)變出現(xiàn)在上梁為0.747167mm(圖9),而下梁Z方向的應(yīng)變范圍主要集中在-0.183207mm~0.230293mm。

圖5 應(yīng)力模擬示范意圖
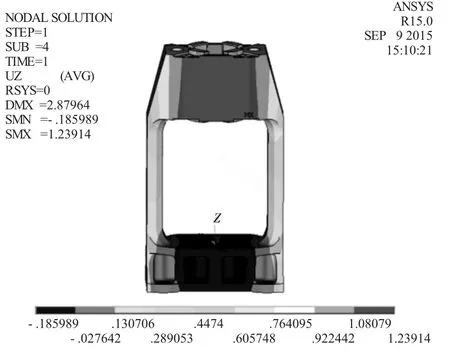
圖6 應(yīng)變模似示意圖
圖7 簡化模型

圖8 應(yīng)力模擬示意圖

圖9 應(yīng)變模擬示意圖
3 結(jié)論
由于ZG25MN材料的屈服強(qiáng)度為295MPa,計(jì)算所得機(jī)架最大應(yīng)力點(diǎn)出現(xiàn)在上梁的下表面與大螺母接觸面處為117.69MPa;而機(jī)架Z方向最大應(yīng)變也出現(xiàn)在上梁為1.23914mm。基于設(shè)備安全性、工況及鍛造精度要求等因素綜合考慮,以上計(jì)算結(jié)果滿足設(shè)計(jì)要求。而下橫梁的應(yīng)力應(yīng)變較上梁更小,安全系數(shù)更高。
本文優(yōu)化設(shè)計(jì)改善了鑄造工藝缺陷,同時(shí)為企業(yè)節(jié)省ZG25Mn材料3t多。
[1] 俞新陸.液壓機(jī)的設(shè)計(jì)與應(yīng)用[M].北京:機(jī)械工業(yè)出版社,2006.
[2] 中國機(jī)械工程學(xué)會塑性工程學(xué)會.鍛壓手冊,第3版[M].北京:機(jī)械工業(yè)出版社,2013.
[3] 鹿新建,等.高速壓力機(jī)下死點(diǎn)波形圖研究[J].鍛壓裝備與制造技術(shù),2009,44(1).
[4]郝興明,王伯平,史保萱.金屬工藝學(xué)[M].北京:海洋出版社,2002.
[5] 高 偉,等.閉式壓力機(jī)機(jī)身設(shè)計(jì)的探討[J].鍛壓裝備與制造技術(shù),2009,44(2).
Optimized design offrame for 10MN cylinder actinghigh-speed forging hydraulic press
SHAO Fei,YAO Zhimin
(Shanghai Lanshi Heavy Machinery Co,.Ltd.,Shanghai 201108,China)
By comparing the frame of 10MN cylinder acting high-speed forging hydraulic press with the other traditional frames of the same series,the analysis and introduction of the improvement for design have been put forward in detail.
High-speed forging hydraulic press;Optimized design;Mechanics analysis;Foundry technique
TG315.4
B
10.16316/j.issn.1672-0121.2016.02.005
1672-0121(2016)02-0028-03
2015-12-05;
2016-01-22
邵 飛(1987-),男,助工,從事機(jī)械設(shè)計(jì)與自動化研究。E-mail:857199323@qq.com
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
哲學(xué)評論(2021年2期)2021-08-22 01:53:34
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中華詩詞(2019年7期)2019-11-25 01:43:04
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
