薄荷纖維機織服裝面料的織造與印染加工技術
2016-06-14 02:33:51季建新徐善如
紡織報告 2016年4期
湯 煜 季建新 徐善如
(南通三榮實業(貿易)有限公司,江蘇南通 226000 )
?
薄荷纖維機織服裝面料的織造與印染加工技術
湯 煜 季建新 徐善如
(南通三榮實業(貿易)有限公司,江蘇南通 226000 )
摘 要本文介紹了薄荷纖維的基本特性和功效,重點分析了薄荷纖維機織物的漿紗、織造、前處理、染色、印花以及后整理的加工技術和要點。通過試驗證明,采用合理的漿紗工藝、合適的印染工藝,可獲得手感柔軟、懸垂性好、色澤飽滿艷麗、色牢度佳的涼感薄荷纖維機織高檔服裝面料。通過國家權威機構的檢測,其面料的抗菌率在90%以上,涼感值可以達到0.384(國際標準達到0.2即可以證明有涼感)。
關鍵詞薄荷纖維;機織物;織造;印染;茶皂素
投稿日期:2016-02-11
0 前言
近年來,隨著人們生活質量的不斷提高,健康、環保意識的不斷增強,國際市場對服裝的舒適性、保健功能、時尚化有了更高的要求。根據國內外紡織、服裝市場激烈競爭的趨勢和市場對功能性、保健性服裝的需求,南通三榮實業(貿易)有限公司會同相關紡織廠成功地對薄荷纖維機織面料進行了開發,不僅滿足了客人的需求,也為公司創造了非常好的經濟效益。薄荷纖維采用天然植物——薄荷萃取物為原料,結合納米粉碎技術和微膠囊技術,將薄荷的有效成分以微膠囊包覆的形式與與粘膠纖維紡絲液共混紡絲而成。不僅保證了纖維良好的親膚性、可紡性,而且保留了普通粘膠纖維的吸濕、透氣、懸垂、飄逸等特點,更突出了其天然、綠色、保健的特性。它不但具有薄荷的藥理功效,如清涼,醒目,提神等,而且它具有天然的抗菌功能,對金色葡萄球菌,大腸桿菌,白色念珠菌都有良好的抑菌性,其面料不僅保持了粘膠纖維的手感順滑、懸垂、舒適、透氣及真絲般服用性能等特點,具備了天然涼感和抗菌的功效,而且薄荷纖維織物易受土壤及水中細菌的分解,不會破壞自然環境,燃燒時也不會產生有毒氣體,“來自自然,回歸自然”的薄荷纖維織物是符合當今綠色環保趨勢的綠色纖維面料。
1 薄荷纖維的特性
薄荷,學名叫“銀丹草”,為唇形科植物,薄荷的有效成分可分為具有揮發性的薄荷醇和九種化學成分。薄荷醇能散發薄荷特殊的芳香氣味,而我們所利用的是其九種主要化學成分——大黃素、大黃酚、大黃素甲醚、鄰氨基、-谷甾醇、蘆薈大黃素、熊果酸、胡蘿卜苷、反式桂皮酸,這9種主要化學成分賦予了薄荷的基本功效:抗菌、消炎、清涼、提神。相應的薄荷纖維面料具有的功能特性有:⑴對大腸桿菌、金黃色葡萄球菌、白色念球菌都有抵抗和抑制作用。洗滌30-50次仍保持抗菌功能;⑵薄荷萃取物是將天然薄荷葉中的有效成分通過萃取出來,進行納米超細粉碎,萃取過程無任何化學物質添加;⑶具有薄荷的抗菌、清涼、醒目、預防傷寒、幫助消化、消炎等作用;⑷采用微膠囊包覆技術,將薄荷的有效成分包覆在微膠囊載體中,并均勻分布于粘膠纖維中,在穿著及洗滌過程中,因摩擦造成微膠囊破裂,而釋放薄荷的有效成分,達到緩釋和持久功效。[1]
2 織物規格、生產流程
2.1 織物規格
坯布 67'' 60S×60S140×140棉粘(薄荷)混紡府綢
成品 57/58'' 60S×60S162×140棉粘(薄荷)混紡府綢
成分 棉60% 粘膠(薄荷)40%
2.2 生產流程
經紗:絡筒 → 整經 → 漿紗 → 穿綜
緯紗:絡緯
織造:噴氣織機織造 → 驗布、修洗、卷筒
印染加工:
(1)染色織物:發卷 → 縫頭 → 燒毛 → 冷軋堆→ 汽蒸水洗 →絲光→ 拉幅卷裝→ 染色 →柔軟拉幅→ 預縮 → 檢驗成品
(2)印花織物:發卷 → 縫頭 → 燒毛 → 溫堆→ 汽蒸水洗→絲光→ 拉幅卷裝 → 印花 → 蒸化 → 水洗 → 柔軟拉幅 → 預縮 → 檢驗成品
3 主要生產工序工藝條件
3.1 織造工序
3.1.1 整經
根據棉粘(薄荷)混紡纖維的特性,須滿足經紗張力小而勻的原則,宜采取分段控制,按前、中、后排分段加壓,配置張力圈,做到張力、排列、卷繞三均勻,確保紗線的通道光滑、順暢,以防止掛斷紗線,為漿紗提供優質的經軸。
3.1.2 漿紗
漿紗是提高織造速度、保證織造水平、確保印染加工質量的重要環節。根據棉粘(薄荷)混紡纖維紗的特點,為了保證經軸良好,紗片的張力要盡可能得小,伸長要控制在0.5%左右,合理調整好漿料配方、調漿工藝以及漿紗工藝,具體見下表:
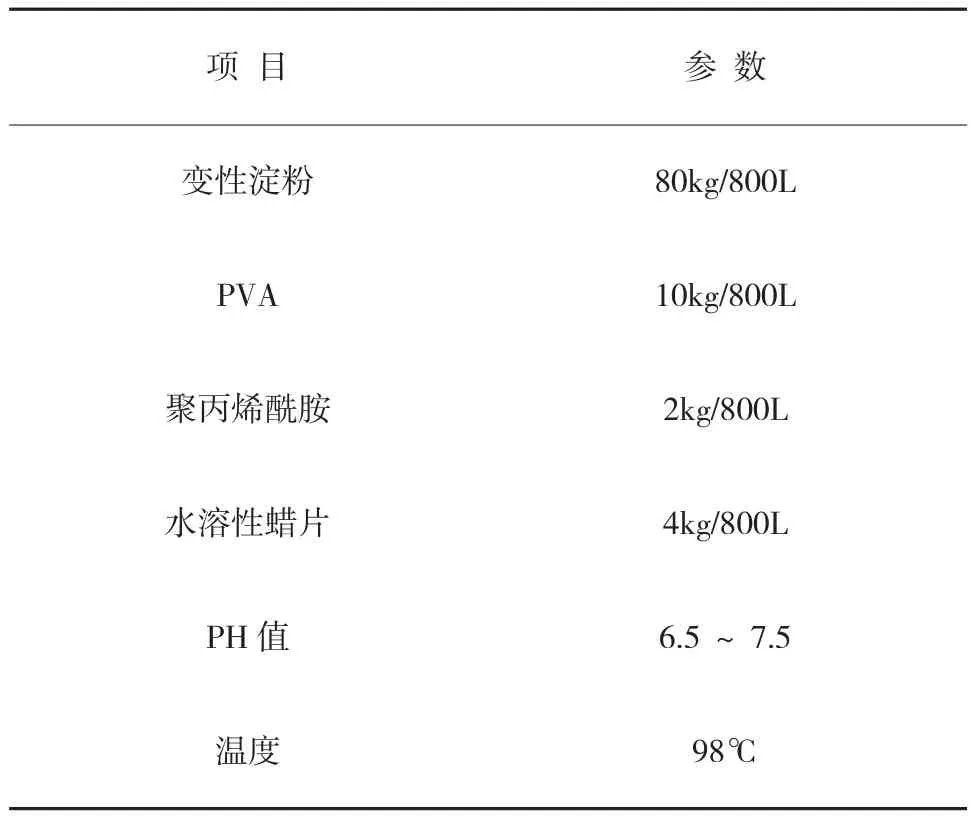
表1 漿料配方及調漿工藝

表2 漿紗工藝
3.1.3 織造
考慮到棉粘(薄荷)混紡纖維的特性,首先要合理上機的工藝參數,這是提高產品可織性和下機質量的重要環節。合理控制好車間的濕度。因織造選用噴氣織機,故應嚴格掌控機上布幅和下機幅寬的變化,為適應噴氣織機高速性能,織口到后張力桿開口分區中,應把握后區經紗開口大小與角度,延伸后區長度,可考慮加分隔棒,以減少經紗摩擦,增強布面光潔度,注意輔助噴咀氣壓調節,防止引緯過程中緯紗捻度的變化造成后道染色布面的左右色差。此品種屬高支高密府綢,邊撐疵、折印、刮傷是該品種在印染加工前極易產生的主要疵點,因此將膠輥邊撐調整至合適的角度,可避免邊撐疵的產生。同時,由于是高支高密府綢,其后整理的坯布檢驗及成件時最好直接卷筒并且不能有卷筒縐,防止在印染加工中會產生無法去除的折印、刮傷等疵點,嚴重影響其一等品率。
3.2 印染加工
3.2.1 發卷縫頭
由于60S×60S140×140棉粘(薄荷)混紡府綢屬于高支高密織物,其表面比較光滑,其機織物在織造后和印染加工前極易產生折印、刮傷等疵點,坯布廠應采用卷筒包裝方式。該品種只有在比較先進的噴氣織機上織造,才能織出布面光滑、極少疵點的產品出來,因而在發卷翻布時要注意上、下手的一致性,否則易產生染色或印花加工中難以調整的左右色差。為確保在印染加工中前后的一致性,該品種適宜在連續印染設備上生產,為了防止縐條、卷邊等問題的生產,在縫頭時,布幅兩端應包角縫并加密,針密以24~25針/10cm為宜。
3.2.2 燒毛
棉粘(薄荷)混紡高密府綢在織造時經摩擦作用,織物表面會有長短不一、松散的茸毛,為了更好地體現高密府綢面料的光澤特點,提高布面的光潔度,需要經過燒毛處理。為了防止過燒,宜采用LMH003A-180氣體燒毛機燒毛,火口為一正一反,耗油量為16~18Kg/h,火焰與布面距離3~4cm,火焰溫度900℃,車速90~100m/min。
3.2.3 退漿
棉粘(薄荷)混紡高密府綢中的薄荷是以粘膠為載體,將薄荷的有效成分以微膠囊包覆的形式與與粘膠纖維紡絲液共混紡絲而成,因而和其它再生纖維素纖維織物的前處理一樣,工藝流程越短越好。又因粘膠纖維不耐堿,本身含有的雜質較少,僅為在紡絲時施加的一些油劑,因此前處理需要用比較溫和的助劑和條件,以免對棉粘(薄荷)混紡高密府綢中的粘膠纖維造成損傷。但是,為了提高織造速度,保證織造水平,棉粘(薄荷)混紡紗在漿紗工藝中使用變性淀粉、PVA、聚丙烯酰胺等漿料,須在退漿時充分去除,否則會嚴重影響染色或印花的布面效果、得色率、鮮艷度、色牢度等。經多次實踐,棉粘(薄荷)混紡高密府綢宜采用茶皂素卷裝溫堆、還原蒸箱高溫短蒸工藝,這樣可以充分去除布面上的天然雜質、油劑、漿料等,并且不會對棉粘(薄荷)混紡紗中的粘膠成分造成損傷。
由于印染用茶皂素是以天然茶皂素為主要原料,輔以納米TiO2、甲克糖、漂白成分(過氧化物)等原料加工而成,改性后的茶皂素,其復合粒子的比表面積達到120m2/g,龐大的比表面積,大大提高了絡合效應。同時茶皂素具有極佳的向纖維內部滲透的特性,可在一定的條件下,通過水的作用,促進織物上的變性淀粉漿、PVA漿及聚丙烯酰胺的膨化、降解、乳化,因而印染用茶皂素能提高織物的退漿效果,確保織物半制品的毛效、白度和手感[2]。
工藝處方:

茶皂素 45g/L精華素 5g/L浸軋方式 多浸兩軋軋液溫度 50~55℃車速 40~45m/min軋余率 90~100%堆置時間 7~8hr堆置環境溫度 50~60℃
棉粘(薄荷)混紡高密府綢經浸軋茶皂素溶液卷裝后,用塑料薄膜包嚴,堆置轉動,自傳速度為5~6r/min。
在軋料卷裝過程中,應合理控制好張力,并充分利用擴幅輥,避免因棉粘(薄荷)混紡高密府綢中的粘膠纖維溶脹而產生縐條等問題。
3.2.4 高溫短蒸、水洗、卷裝
棉粘(薄荷)混紡高密府綢經浸軋茶皂素溶液溫堆練漂后,織物上的大部分棉籽殼、漿料、油劑及雜質等已發生膨脹、乳化和生物降解,轉變成可溶、可洗滌物質,但仍以膠體的形式附著在織物上。同時,還有部分茶皂素未發生作用,通過染色機還原蒸箱的短時、高溫汽蒸,可以將未發生膨脹、乳化和生物降解的棉籽殼、漿料、油劑及雜質等充分乳化和生物降
解,再經高溫水洗去除已乳化、降解的棉籽殼、漿料、油劑和雜質。
汽蒸工藝:

汽蒸溫度 98~100℃汽蒸時間 2~2.5min水封口水溫 大于60℃
水洗工藝:1~4格高溫逆流水洗(85~90℃)→ 兩格皂煮蒸箱高溫逆流蒸洗(95~98℃)→ 兩格溫水逆流水洗(40~50℃)→ 兩格逆流冷水洗 →烘干 → 卷裝
在汽蒸、水洗時,要合理調節好張力,做到松而不縐,充分利用軋點前的彎輥,防止縐條的產生[3]。
3.2.5 絲光
棉粘(薄荷)混紡高密府綢經前道處理后,織物上的漿料及雜質已被充分去除,布面的白度、毛效得到體現,雖然粘膠(薄荷)纖維的光澤比較好,但粘膠(薄荷)纖維所占比例小,布面還不夠平整。整體光澤也欠佳,需要通過絲光來增加纖維的光澤。同時,經過絲光,棉纖維的無定型區增加,從而可以增加織物對染料的吸附性能、有利于染料的上染、織物會獲得更加靚麗濃艷的色澤,并且可以提高面料的水洗尺寸穩定性。由于粘膠纖維是以麻短絨、木材、蘆葦、甘蔗皮等天然纖維為原料,經過化學處理而制成的一種纖維,其分子聚合度只有250~500左右,結晶度在35%左右,濕強力差,斷裂延伸度高而斷裂強度低,耐堿性差,不適宜按棉纖維的絲光工藝進行絲光,經多次實踐,絲光濃堿濃度以100~110g/L為宜。但經低濃度燒堿處理后可以使粘膠纖維在低堿條件下得到苛化處理,使纖維的皮層結構改性,產生不均勻溶解和裂紋,使皮層的結晶度和取向度有所下降,使得染料容易在纖維內部擴散,從而提高染色深度。
3.2.6 拉幅卷裝
棉粘(薄荷)混紡高密府綢經前道處理后,由于受到經向的張力及濕處理中的溶脹、烘干中的回縮,其門幅已低于其理論成品門幅,緯向已積存一定的內應力,若此時進行染色或印花加工,由于粘膠(薄荷)纖維的溶脹,極易產生縐條等問題,故需進行拉幅處理。具體拉幅要求:(1)取60cm絲光下機布,按AATCC標準做縮水率,再按此緯向縮水率折算成緯向縮水率為-3%時的門幅,在此門幅的基礎上加2cm即是拉幅下機的門幅;(2)利用前車的均勻軋車軋水,經光電整緯進行整緯;(3)拉幅溫度控制在100~110℃之間;合理調節好上、下風量,以不弧斜為準;布鋏門幅根據下機門幅情況進行調整;(4)下機必須卷裝,防止壓折印等問題的產生。
3.2.7 染色、印花
3.2.7.1 連續軋染
棉粘(薄荷)混紡高密府綢中粘膠(薄荷)纖維的纖維聚集態結構比較疏松,暴露的羥基比棉要多得多,在同等條件下染色,染色親和力較大,其染色深度比棉高,上染速率比棉快。為了防止染色不勻、色花、前后色差等問題,必須對所用染料進行選擇,主要要考慮以下幾方面:(1)盡可能選擇三原色進行拼色;(2)所選染料要有較高的配伍性、勻染性;(3)所選染料對溫度、時間、鹽堿量的敏感性要小;(4)選用比移值(Rf)中等的染料,Rf越小,其直接性越大,Rf越大,其直接性越小,并且所選拼色染料的比移值Rf差需小于0.2;在染液中加入20g/L尿素,以提高粘膠纖維的勻染性,從而避免布面產生“銀絲”、“白芯”現象。[4]
粘膠(薄荷)纖維的吸濕和放濕效率比較高,因此其織物具有很高的毛細管效應和吸濕及放濕效率,棉粘(薄荷)混紡高密府綢在受熱后,其織物內的水分會迅速蒸發,通過毛細管效應,染料會向織物表面移動,而產生“泳移”、“邊中色差”、“陰陽面”等現象。所以,在染色過程中要合理控制好紅外線預烘的強度及預烘室的溫度。實踐證明,紅外線第一組應控制在滿負荷的50%,第二組應控制在滿負荷的60%;預烘室第一組溫度應控制在60~70℃之間,循環風量控制在滿負荷的80%左右,第二組溫度應控制在80~85℃之間,循環風量控制在滿負荷的70%左右。
為了防止上染固色速率過快,元明粉的用量只需120g/L;同時,還原蒸箱的汽蒸時間以2.5min,U型管的壓差以3~4cm為宜。
3.2.7.2 印花
棉粘(薄荷)混紡高密印花府綢是夏季服裝的理想面料,天然、綠色、清涼、抗菌并且手感順滑、懸垂、舒適、透氣。其印花染料的選擇與連續軋染相同,其生產的關鍵點在于:(1)印花下機布面的干潮度以不搭色為準,不能完全干透;(2)印花漿料中尿素的用量與純棉相比需增加20%;(3)蒸化機的濕度與純棉相比需增加10~15%,否則色光會嚴重發暗;(4)由于粘膠(薄荷)纖維的上染率較高,平洗時,第一、二格要用大流量、高壓水進行沖洗,充分去除織物表面的浮色。同時,第三格平洗需加入2g/L的冰醋酸,以防止沖落下來的浮色重新上染而形成沾色現象,皂洗要充分,并且宜采用中性皂洗劑。
3.2.8 柔軟拉幅
棉粘(薄荷)混紡高密府綢經前道加工后,要獲得柔軟、平滑、豐滿、懸垂手感,必須進行柔軟整理。由于粘膠(薄荷)纖維織物是一種吸濕、放濕效率較高的面料,它會使人們穿著更具舒適感,若柔軟劑選擇不當,會嚴重影響面料的吸濕放濕效率,從而影響穿著的舒適感。經多次實驗,棉粘(薄荷)混紡高密府綢面料宜采用陰離子、非離子親水性有機硅柔軟劑,這不僅使面料手感柔軟、平滑、豐滿、懸垂,而且不會影響面料的吸濕放濕效率。
棉粘(薄荷)混紡高密府綢面料的特殊性,經前道工序加工后,面料的幅寬略有寬窄,為了保證面料的可裁性,需要在熱風條件下將門幅統一并達到所要求的成品門幅范圍內。同時,由于在整個生產過程中,經向受到的張力較大,經向的尺寸穩定性較差,必須充分利用超喂裝置,以確保經向縮水率并保持基本一致[5]。
3.2.9 預縮
由于織物經超喂柔軟拉幅后,布面呈微小的波浪,不夠平整,為了充分體現棉粘(薄荷)混紡高密府綢面料的風格,需進行給濕、預縮、熨燙整理,以賦予面料更加柔和的光澤、豐滿懸垂的手感。
4 結論
4.1 棉粘(薄荷)混紡高密府綢中的粘膠纖維是一種再生纖維素纖維,在織造、印染加工過程中需要考慮到其特殊性,否則就會產生意想不到的問題,嚴重影響面料的風格、品質。
4.2 棉粘(薄荷)混紡高密府綢宜采用茶皂素卷裝溫堆、高溫短蒸工藝,既可以充分去除布面上的天然雜質、油劑、漿料,又不會對粘膠(薄荷)纖維造成損傷。
4.3 棉粘(薄荷)混紡高密府綢極易產生折印、刮傷等疵點,故在生產過程中的每一道盡可能進行卷裝。
4.4 考慮到棉粘(薄荷)混紡高密府綢中的粘膠纖維的特性,無論染色還是印花都要對所用染料進行針對性的選擇,確保獲得高品質的面料。
4.5 棉粘(薄荷)混紡高密府綢后整理中所用柔軟劑需要進行選擇,既要能改善手感、懸垂性,又要不影響棉粘(薄荷)混紡高密府綢面料的吸濕、放濕效率。
參考文獻:
[1] 王培紅等.薄荷纖維中空滌綸絹絲棉混紡織物的開發[J].棉紡織技術,2014,(7):71-74.
[2] 繆勤華,徐善如.茶皂素在粘亞麻混紡織物前處理中的應用[J]. 印染,2012,38(1):17-18,21.
[3] 徐善如,季建新. 亞麻棉竹節/ProModal交織緯彈亂紋提花面料的生產實踐[J].紡織報告,2016,(1):43-46.
[4] 李德武等.人棉織物平幅前處理工藝[J].印染,1995,(9):10-15.
[5] 徐善如. 棉包不銹鋼纖維織物的染整工藝[J]. 印染,2002,28(21):13-14.
Weaving and dyeing process of mint fiber woven fabric
TANG Yu JI Jian-xin XU Shan-ru
(Nantong sunrise industrial(trading)Co., LTD, Jiangsu Nantong 226000, China)
AbstractThe basic characteristics and efficacy of mint fiber are introduced. The main process technology points of mint fiber woven fabric such as sizing, weaving, pretreatment, dyeing, printing and finishing are selective analyzed. The experiment proved that high-grade mint fiber weaving fabrics could be produced by using reasonable sizing process and suitable dyeing process. The products have soft feel, good drapability, gorgeous color and lustre, good color fastness and cool sense. Testing through the national authoritative organization, the antibacterial rate of the fabric can over 90%, cool sense value can reach 0.384. (International standard is 0.2 which can prove that have a cool feeling.
Key wordsmint fiber; woven fabric; weaving; printing and dyeing; tea saponin
中圖分類號:TS190
文獻標識碼:A
作者簡介:湯 煜(1976—),女,助理工程師,南通三榮實業(貿易)有限公司貿易五部經理,一直從事新型面料、新款服裝的開發、生產、銷售工作。