7075鋁合金Y型材拉彎成形技術研究
2016-06-21 15:04:04張策韓艷彬王健中航飛機西安飛機分公司
鈑金與制作 2016年1期
文/張策,韓艷彬,王健·中航飛機西安飛機分公司
7075鋁合金Y型材拉彎成形技術研究
文/張策,韓艷彬,王健·中航飛機西安飛機分公司
在飛機生產中,拉彎成形主要用于飛機框緣類零件,這些基本都是尺寸大、相對彎曲半徑大、變曲率鋁合金拉彎零件,它們是組成飛機骨架的受力零件,并直接影響到飛機的外形精度,因此對其外形質量要求很高,目前Y型材的拉彎成形工藝不能完全滿足雙曲率異形鋁合金拉彎零件質量和交付進度的要求。
實踐研究表明,拉彎零件的最后形狀與加載參數、拉彎模具和型材截面參數、型材材料參數、潤滑等眾多因素有關,而且非常復雜。為提高材料利用率,降低生產成本,提高零件的成形精度及機械性能,在設計階段需綜合考慮影響回彈、起皺、截面畸變等成形缺陷的工藝參數,在對其進行準確預測的基礎上,對制造工藝做出合理優化。
零件成形的技術關鍵
零件難點分析
框肋緣條為Y型變截面零件,其Y角的角度隨著不同位置的變化而變化,且Y型材零件CATIA三維模型中的截面與實際毛坯截面之間存在較大的差異。該零件的毛坯為7075-O態,交付時需熱處理到T73,材料的此種狀態對應力敏感;主框緣條外表面與機身理論外形配合,立筋面與密封艙球皮連接。單個零件需要同時保證兩個復雜雙曲率外形,角度、外形流線度要求高;零件厚度呈斜楔變化,根部厚度為6mm,邊緣厚度為1.5mm。從該零件的結構特點上看,零件屬異形變截面(腹板斜角度漸變)變曲率拉彎零件,零件拉彎成形過程中易產生腹板面起皺、截面變窄及截面畸變等成形缺陷和回彈問題,如圖1所示。此外,由于角度、平度的變化,工裝不到位,需反復手工校形,因而冷作硬化現象嚴重。
拉彎成形工藝方案
目前,西飛公司拉彎工藝主要還是沿用傳統方法,即根據經驗初定拉彎工藝成形方法→試驗驗證并對工藝參數作適當調整→批量生產,加工時主要采用手動拉彎機床,并憑借機床操作者的個人經驗來控制加工參數。與傳統拉彎工藝相比,數控拉彎加工過程可重復性高、零件的一致性好,可為拉彎工藝的研究提供可靠的試驗數據,這兩種拉彎工藝的詳細對比如表1所示。
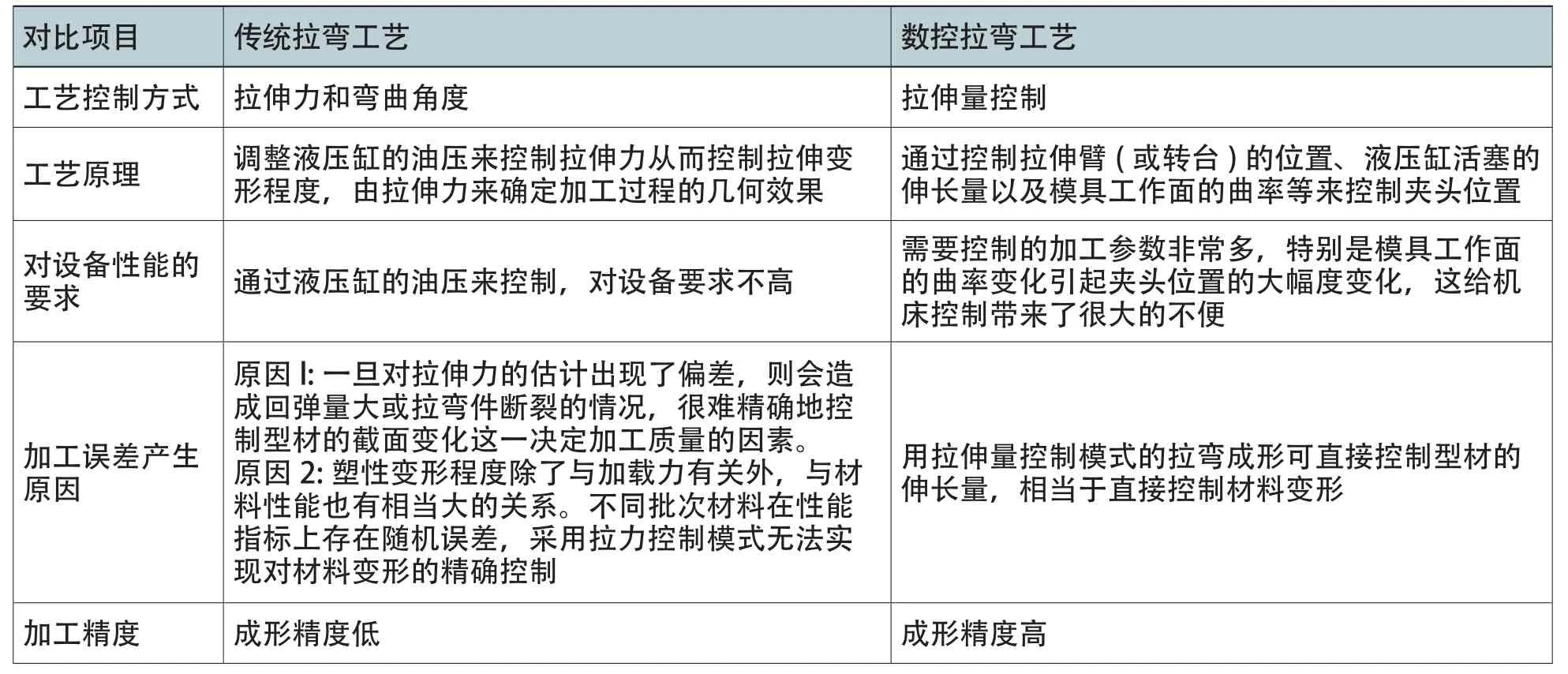
表1 傳統拉彎工藝和數控拉彎工藝的對比表
為了提高Y型材拉彎成形的效率及準確度,使用A-7B CNC型數控拉彎機對零件進行試驗,設備需確定的參數主要有擺臂速度(即彎曲速度)、拉伸缸速度、緊縮力、預拉伸量、補拉伸量、擺臂角度等,這些參數的確定原則如下:
⑴擺臂速度(度/秒)。拉彎過程中擺臂的速度,按低速選取,選取1或1.5為宜。
⑵拉伸缸速度(英寸/秒)。拉彎過程中拉伸缸的速度,此速度應配合延伸率選取,宜選取0.3或者0.4。
⑶緊縮力。緊縮力的作用主要是消除型材原材料在儲存、搬運中產生的變形,并確保拉伸量控制的精確程度,它對成形過程的影響并不大。緊縮力不能通過機床的測試裝置自動獲取時,可按被拉伸型材的截面積大小來確定。
⑷預拉伸量。拉彎成形的預拉伸過程中材料被拉長的量,這里僅以長度計量,理論上預拉伸量應該以材料屈服強度σs的0.8~1.2倍為系數乘以材料長度來計算,為防止內側起皺,這里參照屈服極限σ0.2對應變量進行選取。
⑸補拉伸量。拉彎后的補拉伸量,一般按材料拉伸量的1%~2%選取。
⑹擺臂角度。根據采集數據的基礎上加1°~2°的角度,使其過彎。
零件成形的工藝方案
工藝流程改進
Y型材零件厚度薄、剛度差,成形過程復雜,成形后的零件不能滿足精度要求,需要大量的人工校正工作,不能滿足批量生產的要求,為了提高該類零件的生產效率及成形質量,需要為其定制拉彎成形工藝。圖2所示為Y型材零件拉彎工藝的制定流程,根據零件數模進行成形缺陷及回彈分析,以此制定拉彎成形工藝方法及工藝參數,并通過有限元仿真技術進行工藝方法的可行性驗證,最終完成拉彎零件的試制。
Y型材為開口結構,在成形過程中會由于自身截面的剛度不足而產生截面畸變及起皺等成形缺陷,Y型材毛坯與數模截面之間存在較大的差異,截面角度最大差值為5.16°,在生產中模具是根據數模試制的,造成了毛坯與模具之間的不匹配,并且會導致回彈后零件不能貼模,最終使得零件難以滿足質量要求。針對以上問題,所制定的改進工藝主要為截面畸變控制方法和回彈控制方法。
控制回彈量是型材拉彎的主要問題,在Y型材零件的拉彎生產中,拉彎模的外形是按照樣板加工的,由于該類零件的相對彎曲半徑較大,在殘余應力規定下即使盡量增大軸向拉力仍存在較大回彈量。目前,對于變曲率型材通常采用的加載方式是先拉伸后彎曲再拉伸,其加載過程是:首先對型材的兩端施加軸向拉力,使橫剖面上的應力達到屈服極限,而后施加彎矩使零件貼模,最后施加軸向拉力。在這樣的加載條件下,保證了沿型材軸線截面上的應力呈線性分布,減小外層與內層材料的應力差值,從而達到了降低零件回彈量的目的。
對于一般變曲率型材,可采用二次拉彎的方法控制回彈量,二次拉彎的加載方式與加載過程是:采用退火狀態的型材進行第一次拉彎(拉彎模不考慮回彈量,拉彎后零件并不貼模)后進行淬火,在此狀態下立即進行第二次拉彎。第一次拉彎的加載方式、加載過程與一次拉彎法基本相同。生產實踐證實,對于一般的型材拉彎零件采用二次拉彎的效果使成形后的零件更趨近于拉彎模的外形,因此這種方法獲得了越來越廣泛的應用,缺點是增加了一次拉彎工序。
據此,擬采用的拉彎方法如下。
⑴一次拉彎,采用先拉后彎的成形方式。
⑵二次拉彎,采用“O態首次拉彎(先拉后彎)+淬火+二次拉彎(先拉后彎再補拉)”的成形方式。
通過分析對比上述兩種工藝成形后零件的回彈量,確定具體的拉彎工藝方案,如一次拉彎后零件的回彈量滿足生產要求則采用一次拉彎工藝進行零件的生產,反之則采用二次拉彎工藝。
截面畸變控制技術
⑴毛坯校形方法。
根據現場的設備情況,提出了Y型材毛坯校形的方法,即采用壓角模進行角度校正,校正時將Y型材放置在凹模上,壓力機帶動凹模下行對Y型材施加一定的壓強,使Y型材貼于凹模,凹模截面的角度為零件截面數模的最小角度,在校形過程中Y型材的校形是分段進行的,Y型材毛坯校形方法如圖3所示,擬通過對Y型材毛坯角度的校正,減少毛坯與模具之間角度的差異。
⑵填充物及模具形式優化方法。
為了保證成形后零件具有較好的表面質量,蛇形塊需取較小的厚度及與型材相匹配的圓角半徑,據此采用厚度15mm、倒角R3的蛇形塊,其填充情況如圖4所示。Y型材為變截面變曲率零件,為了使蛇形塊與Y型材相互嚙合,蛇形塊不同位置的截面角度應與型材的角度匹配,且數模按約300mm的長度分段制造,蛇形塊高度與拉彎模協調;蛇形塊用鋼絲繩串聯以防止產生較大竄動,蛇形塊長度按數模兩端各加60mm選取;拉彎模上應有蓋板以防止蛇形塊滑出;對蛇形塊進行標記,并注明蛇形塊中心,在成形過程中以保證拉彎模、蛇形塊、原材料三者之間角度的匹配。
數控拉彎回彈控制技術
⑴工藝參數優化方法。
對于Y型材拉彎,影響其回彈的主要工藝參數有預拉伸量、補拉伸量、摩擦因素、成形速度。在回彈控制方面,當型材截面的應力趨于一致時回彈相對較小,所以通過工藝參數優化實現這個目標,就可以減小型材拉彎回彈。
1)預拉伸量,適當加大預拉量,可按屈服強度的1~1.2倍為系數乘以材料長度來選取,這樣可以避免拉彎時型材腹板起皺,也可以減小回彈,對于不加補拉的情形,為減小回彈,預拉量可以再加大一些。
2)補拉伸量,為二次拉伸量,可按抗拉強度的0.7~0.9倍為系數乘以材料長度來選取,目的是讓截面應力一致,從而減小回彈。
3)摩擦因素,在型材的長度方向,摩擦因素和模具角度共同導致了型材中間截面與兩端截面合力的不一致,加大了回彈,因此,盡量地減小摩擦系數是減小回彈的有效方法,如采用石墨、油脂等潤滑劑增加潤滑。
4)成形速度,回彈與材料的變形速率相關,變形速度越大,回彈越大。因此,為減小回彈,應當采用較低的成形速度。
⑵模具回彈修正方法。
對于截面形狀、零件材質、工藝方法均不同的彎曲成形,可以選用不同的彎曲回彈控制措施。目前,彎曲回彈的控制措施主要有模具補償法、過彎法、拉彎法、加壓校正法等。零件拉彎成形后,測量出型材回彈后的引導線,并與零件回彈前的引導線進行比較,利用最小二乘法計算出型材拉彎回彈量,通過正交試驗和響應面法,對拉彎模具進行補償修正。

表2 某型材試樣測量數據表
零件成形工藝過程
Y型材拉彎試驗主要包括以下流程。
⑴試件準備,根據零件數模長度、夾頭夾持零件所需長度、夾頭與模具之間所需的間隙計算拉彎試件的長度,并進行下料,測量試件的長度、腹板寬度并做好標距和試件標號,某型材試件的測量數據如表2所示。
⑵試件的角度校正,由于所生產的零件為變截面零件,而原坯料又為等截面型材,且截面角度有較大差距,因此在拉彎之前需采用校角模對型材進行壓校。
⑶模具安裝,按照安裝尺寸要求,確保高度、位置適合零件的拉彎,模具的中線位置與機床的中心位置應重合,安裝固定模具。
⑷走模線,完成拉彎夾頭軌跡數據的采集,數據采集現場如圖5所示。
⑸完成型材試件及拉伸蛇形塊(填充物)的裝夾。
為了驗證不同材料、不同結構填充物對Y型材拉彎成形質量的影響,選取三種蛇形塊放置于拉彎模中進行試驗,蛇形塊材料為尼龍及鋁,其實物分別如圖6所示,整體式尼龍蛇形塊在拉彎過程中由于弧度較大,蛇形塊斷裂,無法重復使用;分散式尼龍蛇形塊加工簡單、制作周期短,但使用壽命短、易破碎,不適合用于連續性的批次生產;離散式鋁制蛇形塊加工精度高、制作周期長,能夠保證多批次的連續使用。
⑹設定拉彎成形控制參數,如預拉量、補拉量、擺臂速度等,具體數值如表3所示。

表3 拉彎工藝參數表
零件成形結果分析
采用“首次拉彎(O狀態預拉彎)+淬火+二次拉彎(新淬火狀態拉彎)”的成形方法,首次拉彎預拉零件弧度,二次拉彎加壓后使零件貼模并保壓,完成Y型材零件的拉彎,試驗所得的Y型材零件如圖7所示。通過改進,生產出了符合工程要求的合格零件,解決了Y型材成形中存在的各個問題,并為同類零件的制造及鈑金精確化成形研究提供借鑒。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
石油化工應用(2014年8期)2014-03-11 17:40:03