
軸類齒輪插齒加工夾具設計及應用
2016-06-21 05:50:29撰文向光祥
中國機械 2016年6期
撰文/向光祥
■443003 宜昌長機科技有限責任公司 湖北 宜昌
?
軸類齒輪插齒加工夾具設計及應用
撰文/向光祥
■443003 宜昌長機科技有限責任公司 湖北 宜昌
摘要:根據(jù)軸類齒輪要求,設計軸類齒輪插齒加工夾具,夾具采用六點定位,確保加工精度,刀具徑向進給展成加工。該夾具結構簡單,使用方便。關鍵詞:軸類齒輪;插齒;夾具;加工精度
汽車變速箱中有大量的軸類齒輪零件,由于零件結構限制,齒部通常采用插齒進行加工,該道工序也成為軸類齒輪加工的重點。一般插齒前先完成外圓、端面加工和兩端中心孔加工。考慮到前序加工精度和本序加工的效率,設計了軸類齒輪插齒加工夾具,夾具采用零件中心孔定位,外圓輔助夾緊,刀具徑向進給,利用展成法對軸類齒輪進行加工。
零件工藝分析
圖1為某汽車零件一軸齒輪,零件規(guī)格在機床加工范圍之內,材料為20CrMoTi,硬度HB165~190,加工外齒。插齒前序如圖1一軸齒輪加工工序圖所示,全部半精加工到圖示要求。插齒加工時要求:工件以兩端中心孔及45右端面定位,Φ70.40+0.05外圓夾緊帶動零件旋轉,齒輪加工成形后,相對于φ70.4+0.022外圓徑向跳
0 動Fr≤0.05mm。
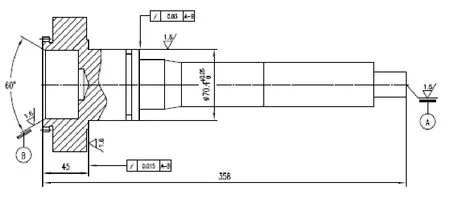
圖1 一軸齒輪加工工序圖
夾具設計
圖2為一軸齒輪加工夾具示意圖,夾具組成:上頂尖1、零件2、支承板3、底座4、下頂尖5、彈簧6、單動油缸7、活動環(huán)8、導向板9、鋼球10、彈簧11;其中下頂尖5、彈簧6安裝在插齒機床工作臺旋轉主軸內孔中。根據(jù)夾具設計六點定位原理,首先選取合理的定位基準和定位元件,在一軸齒輪加工工序圖(圖1)中,要求以兩端中心孔及45右端面作為定位基準;在實際夾具設計中,遵循設計基準與加工基準重合原則,采用上頂尖1、下頂尖5和支承板3作為定位元件限制五點方向自由度,采用單動油缸7、導向板9夾緊零件2并帶動零件2旋轉,實現(xiàn)零件2六點定位。
底座4通過螺釘與插齒機工作臺連接,活動環(huán)8安裝在底座4與支承板3之間并留有0.1mm間隙,活動環(huán)8內孔與底座4軸肩留有0.5mm間隙,活動環(huán)8便可以徑向移動;導向板9安裝在活動環(huán)8上并與底座4上的凹槽有間隙配合,可使導向板9帶動活動環(huán)8沿凹槽方向作徑向移動。
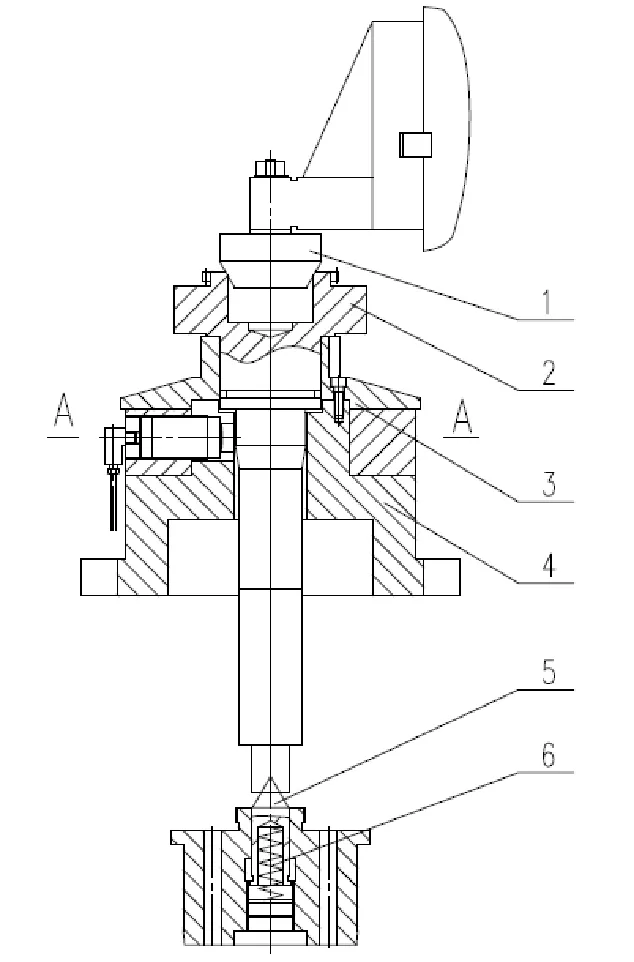
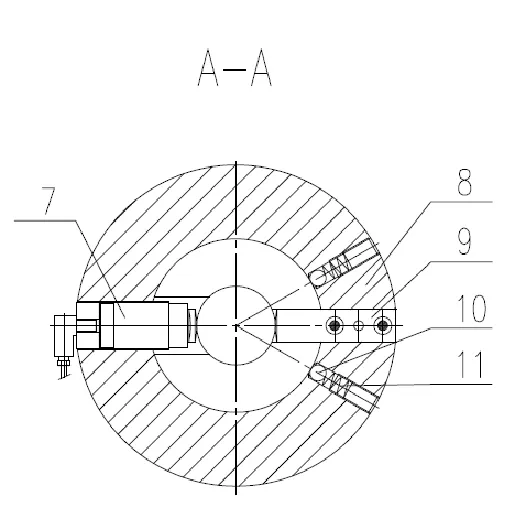
圖2 一軸齒輪加工夾具示意圖
零件2放入支承板3孔中,直至零件2中心孔與下頂尖5接觸,上頂尖1向下移動壓緊零件2,直至零件2端面與支承板3接觸,同時下頂尖5壓縮彈簧6,使下頂尖5始終與零件2中心孔接觸;單動油缸7供油,油缸接觸工件后帶動活動環(huán)8,活動環(huán)8與導向板9連接一體,導向板9徑向移動靠近零件2,直至導向板9與單動油缸7同時接觸零件2并夾緊零件2為止;單動油缸7停止供油,兩個鋼球10在彈簧11的用下帶動活動環(huán)8反向移動并松開零件2,零件2取出。
底座4是整個夾具的支承載體,該零件要求強度高,不變形,采用40Cr鋼鍛件,其上部分與其它零件配合接觸部位盡量小或留有間隙,可減少加工面,提高配合接觸精度;其下部分與插齒機工作臺主軸端面接觸部位應保證其接觸面,提高接觸精度,加工時可用相互對研接觸面的方法來實現(xiàn)。
夾具特點分析
本夾具的特點在于充分利用六點定位原理,避免零件2在夾具中的過定位;同時活動環(huán)8可以帶動導向板9徑向移動,按照零件2外圓的實際狀況調整夾緊位置,有效的減少了零件2外形誤差對夾具定位精度的影響,降低了零件2上道工序加工的要求,從而降低用戶成本。
單動油缸7利用了油缸夾緊、碟形彈簧松開的工作原理;當油缸供油時,活塞伸出夾緊工件,當油缸停止供油時,活塞在碟形彈簧作用下回退松開工件。為確保單動油缸7徑向夾緊工件時不影響工件兩端中心孔的定位,油缸供油壓力連續(xù)可調,方法:將杠桿百分表壓在工件徑向方向外圓上,壓表部位應盡量靠近工件夾緊部位,調整杠桿百分表,反復將單動油缸供油、停止供油,觀察杠桿百分表上指針的變化,調整供油壓力,直到杠桿百分表上指針無變化為止。
夾具安裝及使用
a將夾具下頂尖部分安裝在插齒機床工作臺旋轉主軸內孔并校驗精度;將夾具上部分通過底座4安裝在插齒機床工作臺旋轉主軸端面上并校驗精度。
b將插齒刀具通過刀柄安裝在插齒機床刀架體上并校驗精度。
c將零件2安裝在夾具上,同時上頂尖1向下移動壓緊工件,然后單動油缸7供油徑向夾緊工件。
d徑向移動插齒刀架,使插齒刀具靠近零件,確定零件加工對刀位置。
e根據(jù)零件參數(shù)、刀具參數(shù)、加工原點位置、對刀位置編制插齒機自動加工程序。
f啟動自動加工程序,對零件進行自動加工;動作順序:快速進給→慢速進給→工作進給→慢速后退→快速后退;加工參數(shù):插齒刀主運動沖程數(shù)700str/min,徑向進給量0.01mm/str,圓周進給量0.2mm/ str。
g加工結束,機床退回加工原點位置。
h夾具松開,取出工件。
結束語
實踐表明:該夾具結構新穎,應用夾具對零件進行自動定位、自動加工,很好地保證了零件的定位精度和加工精度;該設計方案及加工方案是可行的,降低了操作者的勞動強度和用戶加工成本;該夾具設計結構簡單,安裝方便,大大提高了生產(chǎn)效率,適合批量加工。
參考:
[1]朱孝錄.齒輪傳動設計手冊[M].北京:化學工業(yè)出版社,2005.
[2]陳日曜. 金屬切削原理[M].北京: 機械工業(yè)出版社,2002.
[3]王啟平.機械制造工藝學[M].哈爾濱: 哈爾濱工業(yè)大學出版社,1997.
作者簡介:
向光祥(1971-),男,漢族,湖北五峰人,現(xiàn)供職湖北宜昌長機科技有限責任公司機床研究院,高級工程師,本科,長期從事插齒機的設計開發(fā)工作。
