靜液擠壓及普通擠壓過(guò)程數(shù)值模擬對(duì)比研究(上)
2016-06-21 15:05:54張潤(rùn)輝杜晟強(qiáng)昝祥合肥工業(yè)大學(xué)材料科學(xué)與工程學(xué)院
鍛造與沖壓 2016年7期
關(guān)鍵詞:工藝
文/張潤(rùn)輝,杜晟強(qiáng),昝祥·合肥工業(yè)大學(xué)材料科學(xué)與工程學(xué)院
靜液擠壓及普通擠壓過(guò)程數(shù)值模擬對(duì)比研究(上)
文/張潤(rùn)輝,杜晟強(qiáng),昝祥·合肥工業(yè)大學(xué)材料科學(xué)與工程學(xué)院
本文基于大變形彈塑性有限元法,采用ANSYS/LS-DYNA軟件對(duì)T42態(tài)2024鋁合金普通擠壓及靜液擠壓成形過(guò)程進(jìn)行數(shù)值模擬研究,得到不同模角及擠壓比對(duì)兩種不同變形工藝下應(yīng)力、應(yīng)變分布和擠壓壓力的影響規(guī)律。模擬結(jié)果表明,靜液擠壓工藝因坯料與模具之間的摩擦因數(shù)的顯著降低而有助于降低擠壓壓力及減少裂紋,最佳模角下所需擠壓壓力和裂紋產(chǎn)生概率最低。
隨著科技不斷發(fā)展,為滿(mǎn)足人們對(duì)優(yōu)異性能材料的需求,越來(lái)越多的新工藝被不斷開(kāi)發(fā)及廣泛應(yīng)用起來(lái)。靜液擠壓工藝由英國(guó)人Robertson首先提出,其原理是利用高壓液體介質(zhì)使金屬坯料不與擠壓筒內(nèi)表面直接接觸,并通過(guò)高壓介質(zhì)來(lái)傳遞壓力,使坯料處于極高的三向靜水壓應(yīng)力狀態(tài),從而實(shí)現(xiàn)工件被擠壓變形的新工藝。許多研究表明,靜液擠壓工藝是提高材料性能的有效途徑,本文通過(guò)對(duì)鎢合金及銅-鈮復(fù)合材料建立合理有限元模型,分析了靜液擠壓過(guò)程不同工藝參數(shù)對(duì)坯料變形的影響。
本文采用ANSYS/LS-DYNA軟件,通過(guò)建立合理的有限元模型,對(duì)不同擠壓參數(shù)下(擠壓比、凹模模角)2024鋁合金靜液擠壓及普通擠壓過(guò)程進(jìn)行數(shù)值模擬,得到不同擠壓參數(shù)對(duì)應(yīng)力應(yīng)變分布及擠壓壓力的影響規(guī)律。
兩種不同擠壓工藝數(shù)值模擬過(guò)程
圖1 為靜液擠壓與普通擠壓工藝原理示意對(duì)比圖,從圖1可看出靜液擠壓工藝與普通常見(jiàn)的柱塞擠壓方法不同,由于坯料和擠壓筒、擠壓軸之間均充滿(mǎn)著高壓介質(zhì),擠壓軸上的壓力通過(guò)高壓介質(zhì)傳遞給坯料完成擠壓過(guò)程,從而獲得性能優(yōu)異的材料。靜液擠壓與普通擠壓相比最大的優(yōu)點(diǎn)在于坯料與擠壓筒之間存在高壓潤(rùn)滑介質(zhì)使得模具與坯料之間的摩擦力大大減少,從而顯著減少坯料擠壓力,提高變形均勻程度,同時(shí)該工藝也十分適合難變形材料的塑性成形。
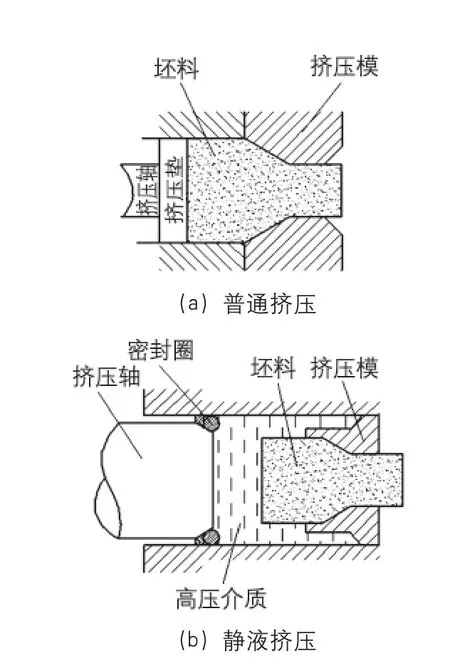
圖1 不同擠壓工藝原理圖
擠壓參數(shù)選取
兩種擠壓工藝均選取T42狀態(tài)2024鋁合金作為原始坯料,材料在室溫下物理參數(shù)取楊氏模量E=71.7GPa,泊松比ν=0.3,屈服強(qiáng)度σ=315MPa。
由于靜液擠壓過(guò)程中坯料與筒壁不直接接觸,坯料所受摩擦幾乎為0,且在高壓介質(zhì)的動(dòng)力潤(rùn)滑作用下,坯料與凹模之間的摩擦因數(shù)要比普通擠壓過(guò)程小得多,因而可將靜液擠壓模擬過(guò)程中坯料與筒壁、凹模間摩擦因數(shù)分別定為μ筒壁=0和μ凹模=0.05;普通擠壓模擬過(guò)程中坯料與筒壁、凹模的摩擦因數(shù)分別定為μ筒壁=0.2和μ凹模=0.1。
幾何模型建立
擠壓模型中坯料和模具的幾何形狀、物理性質(zhì)、載荷條件及約束條件都是軸對(duì)稱(chēng)的,因而其應(yīng)力、應(yīng)變和位移等也是軸對(duì)稱(chēng)的,可將模擬問(wèn)題簡(jiǎn)化為平面問(wèn)題來(lái)處理,以節(jié)省運(yùn)算時(shí)間。根據(jù)不同凹模角度(2α=20°,40°,60°)、擠壓比(λ=4,6,9,λ= D2/d2, D為坯料直徑,d為擠壓制品直徑)分別建立不同擠壓工藝下的兩組模型。坯料運(yùn)動(dòng)時(shí),與模具接觸面的部分滿(mǎn)足庫(kù)倫摩擦定律,設(shè)置摩擦因數(shù)為常數(shù)并采用軸對(duì)稱(chēng)變形方式的八節(jié)點(diǎn)四邊形單元?jiǎng)澐郑o液擠壓坯料網(wǎng)格劃分、受力情況及邊界情況如圖2所示,坯料末端形狀與凹模錐角吻合。

圖2 靜液擠壓有限元模型
結(jié)果及分析
凹模角度對(duì)靜液擠壓和普通擠壓應(yīng)力應(yīng)變場(chǎng)影響
當(dāng)擠壓比(λ=4)及摩擦因數(shù)(μ筒壁=0,μ凹模=0.05)不變時(shí),對(duì)不同模角(2α=20°,40°,60°)下靜液擠壓過(guò)程進(jìn)行數(shù)值模擬,得出擠壓過(guò)程中應(yīng)力應(yīng)變影響規(guī)律如圖3所示。從圖3可以看出,三種不同模角情況下,軸向應(yīng)力、徑向應(yīng)力、周向應(yīng)力均從凹模入口處負(fù)值轉(zhuǎn)變?yōu)槌隹谔幷担@是因?yàn)殪o液擠壓過(guò)程中凹模與坯料之間的摩擦力作用使得金屬流動(dòng)不均勻,在金屬外層產(chǎn)生了不利于塑性變形的附加拉應(yīng)力,在拉應(yīng)力值增大到一定數(shù)值時(shí)壓應(yīng)力逐漸轉(zhuǎn)變?yōu)槔瓚?yīng)力。
從圖3軸向應(yīng)力圖中可看出,最大拉應(yīng)力均出現(xiàn)在坯料出口外表面處且該拉應(yīng)力區(qū)隨著模角的增大呈現(xiàn)出先減小后增大的趨勢(shì)。當(dāng)模角2α=20°時(shí),由于模角較小,壓應(yīng)力梯度變化較為均勻,壓應(yīng)力值也較小,而拉應(yīng)力區(qū)較大,易滋生裂紋;當(dāng)模角2α=60°時(shí),制品表面拉應(yīng)力區(qū)同樣較大且凹模拐角處入口壓應(yīng)力變化較為劇烈;當(dāng)模角2α=40°時(shí)拉應(yīng)力區(qū)最小,此時(shí)表面不易產(chǎn)生裂紋。從徑向應(yīng)力圖中可看出,壓應(yīng)力梯度隨著模角增大逐漸變大,坯料在出口端面處均出現(xiàn)拉應(yīng)力區(qū),同樣在模角2α=40°時(shí)拉應(yīng)力區(qū)較小,可知40°為此工藝參數(shù)下最佳模角。從周向應(yīng)力圖中可看出,坯料出口端面出現(xiàn)拉應(yīng)力區(qū),與徑向應(yīng)力分布情況較為相似。從等效應(yīng)變圖中可看出,等效應(yīng)變梯度變化隨著模角增大而增大,且在凹模入口、出口處梯度變化更為明顯。

圖3 不同模角對(duì)靜液擠壓過(guò)程應(yīng)力應(yīng)變影響
當(dāng)擠壓比(λ =4)及摩擦因數(shù)(μ筒壁=0.2,μ凹模=0.1)不變時(shí),對(duì)不同模角(2α=20°,40°,60°)下普通擠壓過(guò)程進(jìn)行數(shù)值模擬,得出擠壓過(guò)程中應(yīng)力應(yīng)變影響規(guī)律如圖4所示。由圖4可知,與靜液擠壓應(yīng)力狀態(tài)相似,坯料從凹模入口到出口處所受三向應(yīng)力均從壓應(yīng)力逐漸變?yōu)槔瓚?yīng)力,三向應(yīng)力在模角2α=20°時(shí),凹模入口區(qū)域梯度變化最為均勻,隨著模角增大梯度變化也增大。由軸向、徑向、周向應(yīng)力圖可看出,模角2α=20°、40°時(shí)拉應(yīng)力區(qū)域大小相差不大,而模角2α=60°時(shí),出口端面拉應(yīng)力區(qū)變大,尤其是在周向應(yīng)力圖中表現(xiàn)出較為明顯的增大現(xiàn)象,由此可知模角較大會(huì)促使普通擠壓制品表面滋生裂紋。此外,等效應(yīng)變梯度變化也隨著模角增大而增大。
由圖3、圖4對(duì)比可看出,由于普通擠壓過(guò)程筒壁與坯料之間摩擦力較大,導(dǎo)致坯料與筒壁接觸部分的等效應(yīng)變梯度變化及坯料出口處拉應(yīng)力分布區(qū)域均明顯大于靜液擠壓過(guò)程。此外,普通擠壓過(guò)程中壓應(yīng)力值明顯提高必會(huì)導(dǎo)致應(yīng)力在坯料出口處沿半徑方向分布不均勻,最終將會(huì)在卸載后轉(zhuǎn)變?yōu)闅堄鄳?yīng)力存在在制品中。由此可知,靜液擠壓過(guò)程摩擦力顯著降低有助于提高擠壓過(guò)程穩(wěn)定性,降低表面裂紋產(chǎn)生的概率。
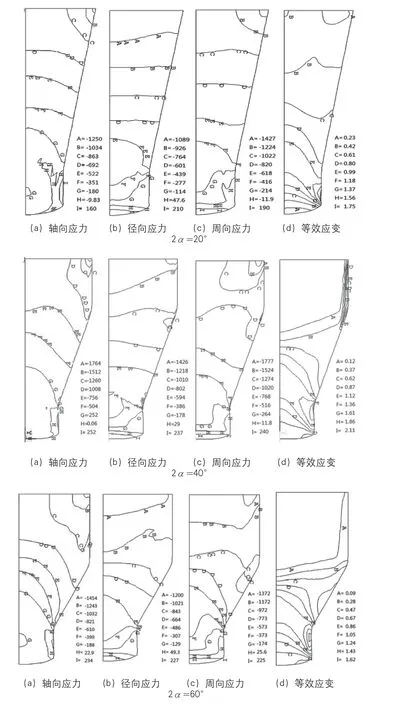
圖4 不同模角對(duì)普通擠壓過(guò)程應(yīng)力應(yīng)變影響
《靜液擠壓及普通擠壓過(guò)程數(shù)值模擬對(duì)比研究(下)》見(jiàn)2016年第9期
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
