連桿鍛造工藝、裝備與自動化技術的若干問題探討
2016-06-21 15:06:28蔣鵬北京機電研究所
鍛造與沖壓 2016年19期
關鍵詞:工藝
文/蔣鵬·北京機電研究所
王沖·桂林電器科學研究院有限公司
張旭敏·深圳中航技術檢測所
連桿鍛造工藝、裝備與自動化技術的若干問題探討
文/蔣鵬·北京機電研究所
王沖·桂林電器科學研究院有限公司
張旭敏·深圳中航技術檢測所
連桿是汽車發動機中的主要傳動部件之一。連桿的作用是把活塞與曲軸聯接起來,使活塞的往復直線運動變為曲柄的回轉運動,以輸出動力。連桿工作環境溫度一般為90~100℃,運轉速度為3000~5000r/min,在工作中承受著急劇變化的動載荷,受力情況較差,因此需要有較高的強度。為了保持高速下曲軸的平衡狀態,對連桿不僅有較高的尺寸精度要求,而且對質量公差也需要嚴格控制。
國內連桿的市場需求分析
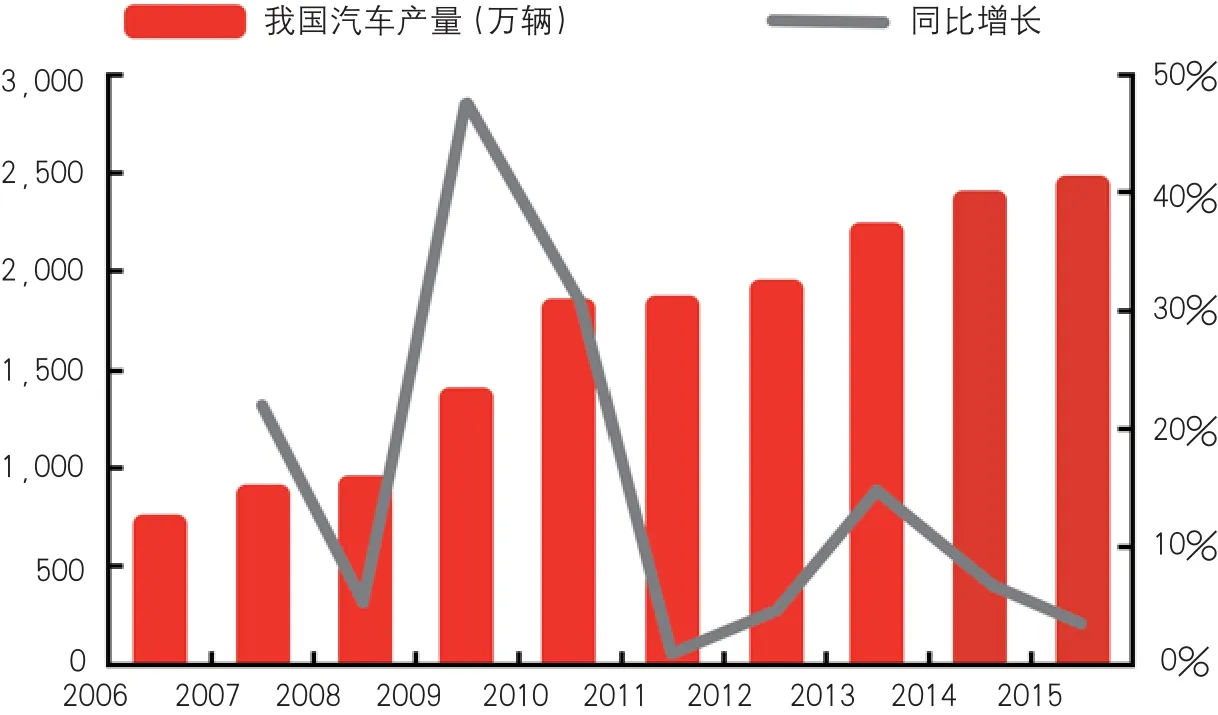
圖1 近十年中國汽車產量
連桿屬于長軸類精密鍛件,市場需求量巨大。2015 年我國汽車產銷均突破2450萬輛,連續7年蟬聯全球第一(見圖1)。2016 年有望超過2600萬輛。汽車產銷總體呈平穩增長態勢,2014年產銷同比增長7.26%和6.86%,2015年增長3.3%與4.7%。
汽車鍛件需求量維持小幅度增長的狀態,近年來國內汽車發動機用連桿鍛件的年需求量超過一億支。另外,2015年我國摩托車銷量1882萬輛,創近10年新低,摩托車連桿年需求為2000萬只。
按每年發動機總產量大約為5500~6000萬臺,單缸機為2600~2800萬臺,估計國內連桿需求量大約為1.6~1.8億支。如果把眼光放遠一些,連桿的國際市場前景廣闊。
連桿分類
連桿按材料分類可以分為調質鋼連桿和非調質鋼連桿。調質鋼連桿是指連桿鍛造成形后需通過淬火和高溫回火熱處理最終達到性能要求的連桿,非調質鋼連桿是指連桿鍛造成形后通過鍛后控制冷卻速度來達到性能要求的連桿。
按結構分類可以分為分體式連桿和整體式連桿。分體式連桿是指連桿體和連桿蓋在鍛造時就是分離的連桿,整體式連桿是指連桿體和連桿蓋整體鍛造,通過后續加工再分離的連桿。整體式連桿按照桿蓋剖分方式的不同可分為脹斷連桿和切分連桿。
鍛造工藝
連桿的典型鍛造工藝流程如圖2所示,一般流程為:下料→剝皮→中頻加熱→制坯分料→模鍛成形→沖孔、切邊、熱校正→調質或非調質鋼可控冷卻→拋丸→磁粉探傷→外觀檢驗→冷精壓→直線度檢驗校直→防銹裝箱→入庫。
由于對連桿流線的要求越來越高,輥鍛制坯成為連桿鍛造的主流制坯工藝。楔橫軋工藝制坯精度較高,但用該工藝制坯容易出現鍛造流線不合格的缺陷。

圖2 一種連桿鍛造工藝流程照片
連桿的自動輥鍛制坯工藝
自動輥鍛機是專用制坯設備,生產效率高,坯料精度好,已成功地用于連桿鍛造生產線的制坯工序,使用效果良好,是目前最常用的制坯工藝。
連桿輥鍛工藝一般設計為桿部4道次輥鍛,孔型選擇為圓→橢圓→方→橢圓→方,小頭部為兩道次輥鍛,孔型選擇為圓→橢圓→圓。扇形輥鍛模包角85°。模具材料一般選用5CrNiMo,可以采用焊補修復的辦法延長模具壽命。圖3是用460mm自動輥鍛機輥鍛制坯的一種柴油機連桿的輥鍛件、鍛件和飛邊的照片。可以看出,輥鍛件的形狀規整,鍛件飛邊很小而且均勻。
與自由鍛制坯相比,自動輥鍛制坯工藝有顯著的技術經濟優勢,可歸納為以下幾點:

圖3 一種柴油機連桿輥鍛件、鍛件和飛邊照片
⑴提高鍛件質量。輥鍛機制坯時間固定、形狀準確、節拍穩定,到達模鍛主機的坯料溫度和尺寸一致性好,有利于鍛件質量的提高,也有利于控制連桿鍛件的重量公差;
⑵節約原材料。鍛件材料利用率較空氣錘制坯有較大提高;
⑶節約能源。由如下兩方面構成:①每件節省的坯料所需的加熱能量;②輥鍛機組主電機功率明顯小于空氣錘的壓氣機電機功率;
⑷提高效率。如460mm輥鍛機轉數為65rpm,自動輥鍛時4道次輥鍛耗時不到4s,考慮機械手接送料、拋料、橫移回位等輔助工作時間,輥鍛生產效率在6~8s/件,比空氣錘制坯的效率有較大提高;
⑸提高鍛造模具壽命。輥鍛制坯后因坯料精化,鍛造飛邊小,因而對模具的磨損小,有利于鍛造模具壽命的提高;
⑹減少人員。自動輥鍛機可以做到無人操作;
⑺減小模鍛主機打擊力。由于精化毛坯,減小了模鍛主機的打擊力,對延長模鍛主機的使用壽命有利。
使用輥鍛機也有一些對降低成本不利的方面:①輥鍛機和空氣錘相比,一次性投入大;②由于設備結構復雜,有機械、液壓、氣動、程控等各種系統,設備維護難度較大,費用較高;③輥鍛模設計調試較為復雜,另外增加了輥鍛模的加工和維修費用。
由于尺寸放大關系,坯料的下料誤差會造成輥鍛件的長短有誤差,這給自動化操作帶來不利影響。
幾種常見的連桿鍛造裝備
⑴熱模鍛壓力機。
優點:水平方向精度高,生產效率高,工作臺面寬闊,有利于模具安裝和實現機械化;缺點:因設備剛度問題,如果工藝過程不能保持穩定,可能會對連桿質量公差造成影響。
⑵螺旋壓力機。
國內目前有摩擦壓力機、電動螺旋壓力機、高能螺旋壓力機等幾種,高能螺旋壓力機是開發較早的新型螺旋壓力機,但結構稍顯復雜,電動螺旋壓力機目前已經成為廠家優先選擇的鍛壓設備,圖4為一條以高能螺旋壓力機為主機的連桿鍛造生產線。螺旋壓力機的優點:結構較簡單,成本較低,可以實現自動化,模具打靠保證高度方向尺寸,對保證連桿重量公差有利;缺點:頂出為液壓,有出故障可能性,臺面寬度和抗偏載能力不如熱模鍛壓力機。

圖4 一條高能螺旋壓力機為主機的連桿鍛造生產線
⑶程控電液錘。
目前廣泛使用程控電液錘的優點:打擊速度快,有利成形,效率高;缺點:一般無頂出、存在振動和噪聲問題,實現自動化有較大難度。
鍛造機械化和自動化裝置
⑴鍛造操作機。
最早的鍛造機械化裝置是人工駕駛的鍛造操作機,一般用于重型生產線,用以夾持鍛坯配合水壓機或鍛錘完成送進、轉動、調頭等動作,有助于改善勞動條件,提高生產效率。根據需要,鍛造操作機也可用于裝爐、出爐。鍛造操作機結構分有軌和無軌兩種,其傳動方式有機械式、液壓式和混合式等。此外,還有專門用于某些輔助工序的鍛造操作機,如裝取料操作機和工具操作機等。為了配合鍛造操作機的工作,有時還配置鍛坯回轉臺,以方便鍛坯的調頭。鍛造操作機僅僅解決了省力的問題,是一種機械化操作裝置,還不能算自動化裝置。
⑵坐標式鍛造機械手。
20世紀80年代從德國引進熱模鍛壓力機成套技術時也引進了鍛造自動化技術,裝備是程控液壓傳動的坐標式機械手。
⑶多關節機器人。
現在,多關節機械手或稱機器人被廣泛應用于鍛造自動化生產線。多關節機械手是自動執行工作的機器裝置,靠自身動力和控制能力來實現各種功能。它可以接受人類指揮,也可以按照預先編排的程序運行(圖5)。
⑷步進梁機械手。
鍛造步進梁機械手一般用于中小型模鍛生產線,一般將步進梁安裝在主機上,用于多工位鍛造的操作,其他工序間的操作一般用機器人來連接。步進梁機械手能夠配套熱模鍛壓力機、螺旋壓力機、液壓壓力機等設備。
伺服驅動的步進梁機械手一般可在X、Y、Z三個方向的空間內,實現與壓機動作節拍一致的夾持、上升、前進、下降、釋放、后退、夾持的循環動作,從而在儲料位、鐓粗位、成形位、切底位、出料位等多個工位上將工件定距、步進傳送。步進梁機械手高效、可靠,是連桿鍛件自動化生產的優選方式。

圖5 多關節機器人及其夾鉗
結束語
⑴小型輥鍛機替代空氣錘為連桿鍛件制坯,在提高效率,降低料耗和能耗的同時,還可為自動化操作提供必要的條件,為發揮其優勢,需要提高輥鍛機的可靠性和生產效率;
⑵自動化連桿生產線是未來發展方向,和回轉體鍛件相比,難度增大,步進梁應該是主要的自動化實現形式,錘鍛實現自動化難度應該充分估計,連桿鍛造邁向智能制造前途光明,道路曲折;
⑶切邊沖孔校正一體化復合模具值得嘗試,并且一上馬有可能馬上見效,不要怕模具復雜,鍛造模具未來的趨勢是越來越復雜;
⑷連桿鍛造生產線在注重質量的同時應該注重生產效率,一模兩件已廣泛使用,不可忽視換模的時間消耗,快換模具和模架將來應該是常規配置;
⑸粉末鍛造連桿國內幾乎是空白,需要進行該項技術的考察研究;
⑹企業應密切注意新能源汽車的發展動向,以準確判斷連桿市場走向,提前做好應對準備。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52