500kJ對擊錘鍛造生產線工藝平面設計
2016-06-21 15:06:35魏偉齊齊哈爾軌道交通裝備有限公司
鍛造與沖壓 2016年23期
文/魏偉·齊齊哈爾軌道交通裝備有限公司
500kJ對擊錘鍛造生產線工藝平面設計
文/魏偉·齊齊哈爾軌道交通裝備有限公司
本文通過對500kJ對擊錘生產線的工藝平面設計工作的整理、歸納,總結出了鍛造生產線工藝平面設計的一般的工作步驟、工序間的相關性考慮的具體內容等等。
模鍛設備主機的選擇
模鍛設備主機的噸位的確定根據把將要和打算在該條生產線上生產的各種模鍛件產品特點進行了歸納梳理,總結為:⑴模鍛件產品批量中等,其總量大約為每年幾萬至十幾萬件;⑵模鍛件產品精度要求一般;⑶多品種的適應性要強;⑷設備造價要經濟適用;⑸設備的耐用性要求非常好;經過經驗公式的計算和模鍛件模擬軟件的模擬分析(計算和分析過程略)確定模鍛設備的噸位為16000t~20000t。
模鍛設備主機的選型
通過大量的調研考察、查閱資料,納入我們視線的大致有如下幾種類型設備:熱模鍛壓力機(曲柄連桿結構)、模鍛錘(電液驅動)、離合器式螺旋壓機、電動螺旋壓機、對擊式模鍛錘等,經過綜合的分析論證,模鍛錘(電液驅動)和對擊式模鍛錘被確定為我們選擇的目標,而模鍛錘(電液驅動)的強烈振動對周邊環境的影響無法滿足當地環保部門的技術指標要求,對擊式模鍛錘被確定為選擇目標,經過招標,最終選擇了德國Schuler公司的氣動500kJ對擊錘,該規格型號對擊錘為國內首臺。
配套設備的選擇
根據產品工藝要求,配套了國產的中頻感應加熱爐(加熱三種規格原料)、天然氣室式加熱爐、液壓結構2000t切邊壓力機、軌道式裝取料操作機(工序間傳輸)、400t液壓彎曲機、液壓結構彎曲整形機(專用產品)等,考慮到將來的模鍛件產品發展,在工藝平面中,預留了一臺制坯用壓機的平面位置(目前沒有該類需求的產品,因此暫時不上)。
⑴中頻感應加熱爐的選擇。
經過中頻感應加熱爐加熱的原料共有三種規格,其中兩種圓形截面不同規格尺寸的原料需要通過同一套上料機構,給同一臺輥鍛機上料,因此它們的感應器需要平行,靠近擺放;另外一種用于矩形截面原料的感應器單獨擺放。其中,1號中頻感應加熱爐是為加熱較大規格原料(圓截面)配備的,其功率最大;2號中頻感應加熱爐是為加熱較小規格原料(圓截面)配備的,其功率較小;3號中頻感應加熱爐是為加熱矩形截面原料配備的,其功率較小,三種中頻感應加熱爐不同時工作。1號中頻感應加熱爐和2號中頻感應加熱爐的出料端要求能夠在一個位置,共用一套上料機構為輥鍛機上料,為了節約資源,將2號中頻感應加熱爐與3號中頻感應加熱爐設計為共用一套中頻電源。
⑵輥鍛機的選擇。
根據最大規格產品原料φ180mm,確定輥鍛機規格為1250型,該規格輥鍛機為國內首臺。
⑶切邊機的選擇。
根據對擊錘的噸位,確定液壓切邊機的噸位為2000t,其工作臺面的長寬尺寸與對擊錘的臺面相配套;考慮工件較長,易于彎曲變形的原因,我們將切邊工藝確定為“抱切”方式。
⑷軌道式裝取料操作機的選擇。
根據工件最大重量,確定操作機最大夾持重量為300kg,夾頭中心最大回轉半徑5500mm;夾頭中心最小回轉半徑2000mm。
工序間傳送物料的方式確定為國產裝取料操作機(軌道式),該操作機操作靈活、迅速,完全滿足工藝需求;根據各個工序間的工作負荷同時考慮工件在各個工序間的幾何形狀的變化不同,設計用三臺同一型號的裝取料操作機,三臺裝取料操作機配備不同的操作卡爪;其中,第一臺用做從加熱爐(三臺中頻感應加熱爐和一臺燃氣加熱爐)取料,(當用燃氣爐加熱時它同時兼做向爐內送料)將料送到500kJ對擊錘上模鍛工位;第二臺用做從500kJ對擊錘上模鍛工位取出模鍛件,送到2000t液壓切邊壓機的切邊工位上,并將完成切邊的模鍛件從切邊工位上取出,送到彎曲工序;第三臺用做將完成彎曲(或整形)的模鍛件取走擺放到成品存放區。其中,第二臺裝取料操作機的動作最多,但其行程較短,而第一臺裝取料操作機動作雖然少,但其行程較長,比較第一臺和第二臺裝取料操作機的工作時間節拍,大體相當,第三臺裝取料操作機的工作負荷顯然比前兩臺都小,但考慮該階段的模鍛件形狀的特殊性(相應裝備不同的卡爪)也只能這樣分配其各自的工作負荷。
工藝平面的布局設計
工藝流程
根據不同產品的工藝特點總結了如下幾種不同的工藝流程:
Ⅰ、1號中頻感應爐加熱→輥鍛機制坯→對擊錘模鍛→切邊機……;
Ⅱ、2號中頻感應爐加熱→輥鍛機制坯→對擊錘模鍛→切邊機……;
Ⅲ、1號中頻感應爐加熱→對擊錘模鍛→切邊機……;
Ⅳ、1號中頻感應爐加熱→壓機制坯→對擊錘模鍛→切邊機……;
Ⅴ、3號中頻感應爐加熱→對擊錘模鍛→切邊機……;
Ⅵ、燃氣爐加熱→對擊錘模鍛→切邊機……;
Ⅶ、燃氣爐加熱→壓機制坯→對擊錘模鍛→切邊機……;
就是說,上述的幾種工藝流程在設計的工藝平面中都要求能夠順暢合理地實現。
工藝平面設計
工藝流程Ⅰ是為生產較大規格圓截面原料,需要軸向做材料分配的模鍛件而設計的;工藝流程Ⅱ是為生產較小規格圓截面原料,需要軸向做材料分配的模鍛件而設計的;工藝流程Ⅲ是為生產較大規格圓截面原料,不需要軸向做材料分配的模鍛件而設計的;根據流程Ⅰ、Ⅱ、Ⅲ做出如圖1所示的局部工藝平面設計。
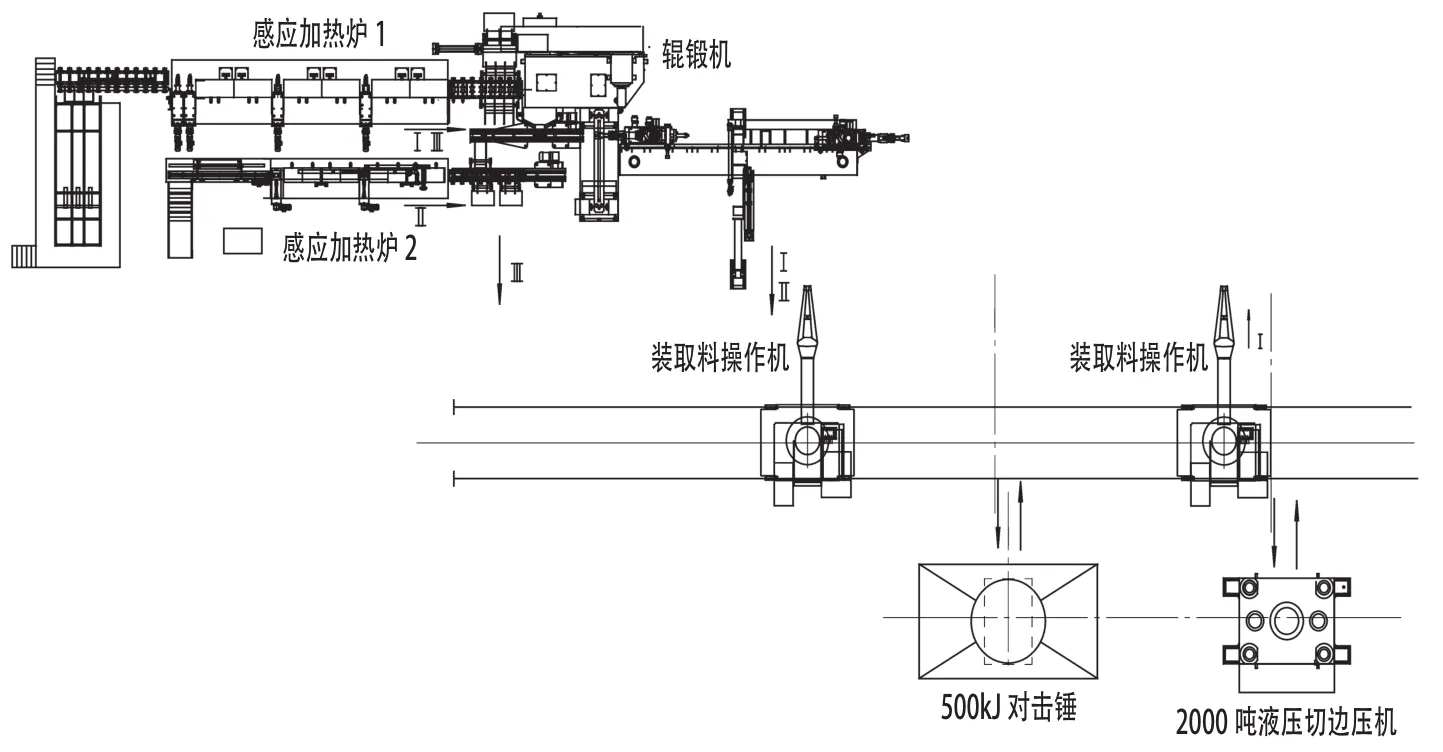
圖1 根據流程Ⅰ、Ⅱ、Ⅲ規劃的工藝平面
工藝流程Ⅳ是為生產較大規格圓截面原料,需要徑向做材料分配的模鍛件而設計的;根據流程Ⅳ做出如圖2所示的局部工藝平面設計。

圖2 根據流程Ⅳ規劃的工藝平面
工藝流程Ⅴ是為生產矩形截面原料的模鍛件而設計的;工藝流程Ⅵ是為生產小批量(試制類)不需要做材料分配的模鍛件而設計的;工藝流程Ⅶ是為生產小批量(試制類),需要徑向做材料分配的模鍛件而設計的;根據流程Ⅴ、Ⅵ、Ⅶ做出如圖3所示的局部工藝平面設計。
由于目前暫時沒有需要徑向做材料分配的模鍛件,因而,做徑向做材料分配的壓機先不上,但在工藝平面設計時預留好其平面位置以備將來的工藝平面的長遠合理性。
結束語
在工藝平面具體位置設計時,由于各臺設備的上下料都是有裝取料操作機夾持運送完成的,因此各臺設備的位置尺寸都必須滿足在操作機夾頭中心最大回轉半徑5500mm、夾頭中心最小回轉半徑2000mm的范圍內。當然,相鄰設備基礎間的相關性更應充分考慮。
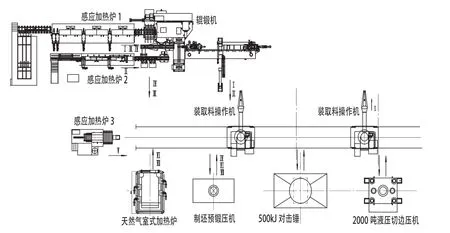
圖3 根據流程Ⅴ規劃的工藝平面

圖4 總工藝平面布局
匯總以上各個局部工藝平面設計,形成如圖4所示的總工藝平面的布局設計。目前該項技術改造工作已經全面完成,交付批量生產使用,效果良好。
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03
中國工程咨詢(2014年12期)2014-02-16 06:18:34