薄壁卡環校形模具設計
2016-06-21 15:06:35郭銀芳武漢華夏精沖技術有限公司
鍛造與沖壓 2016年22期
文/郭銀芳·武漢華夏精沖技術有限公司
薄壁卡環校形模具設計
文/郭銀芳·武漢華夏精沖技術有限公司
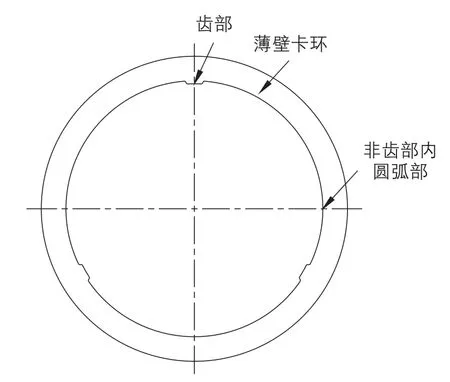
圖1 零件結構圖
薄壁卡環(圖1)為一種汽車零部件,其內圈帶有同心的三個均勻分布的齒部和非齒部圓弧,外圈為圓形、壁薄,需進行碳氮共滲淬火熱處理。由于其在使用過程中主要靠內圈齒部定位,因此對內圈齒根圓直徑有很嚴格的要求,而其他尺寸公差范圍較大。然而,對薄壁卡環進行碳氮共滲淬火熱處理后,會產生變形而導致齒根圓直徑超差。現有的對齒根圓直徑小的零件可在熱處理后增加擠孔或磨內孔工序,而齒根圓直徑大的零件只能報廢處理。如果采用先滲碳空冷后利用控制變形工裝淬火,則零件熱處理硬度和質量穩定性難保證。為了解決這一難題,滿足批量生產需求,我們設計出一副校形模具,旨在方便對齒部尺寸超差的薄壁卡環進行校形,不僅提高生產效率,而且也降低了成本。
模具結構
校形模具結構如圖2所示,包括有上模板、下模板、第一定位孔、第二定位孔、螺釘、銷釘、第一擠孔凸模、第二擠孔凸模、第一定位釘、第二定位釘、導柱導套裝置、外環定位裝置等。
上模板和下模板相對設置,二者通過兩滾動導柱組件進行定位,導柱直徑φ25mm,保證上、下模板之間的導向精度。第一擠孔凸模或第二擠孔凸模固定于上模板上以對薄壁卡環進行擠壓校形, 第一定位釘或第二定位釘固定于下模板上以對薄壁卡環進行定位,外環定位裝置安裝于下模板上,且安裝位置可調整。第一擠孔凸模和第二擠孔凸模均通過螺釘加銷釘固定于上模板上。第一擠孔凸模和第二擠孔凸模上均設有螺紋孔和銷釘孔。
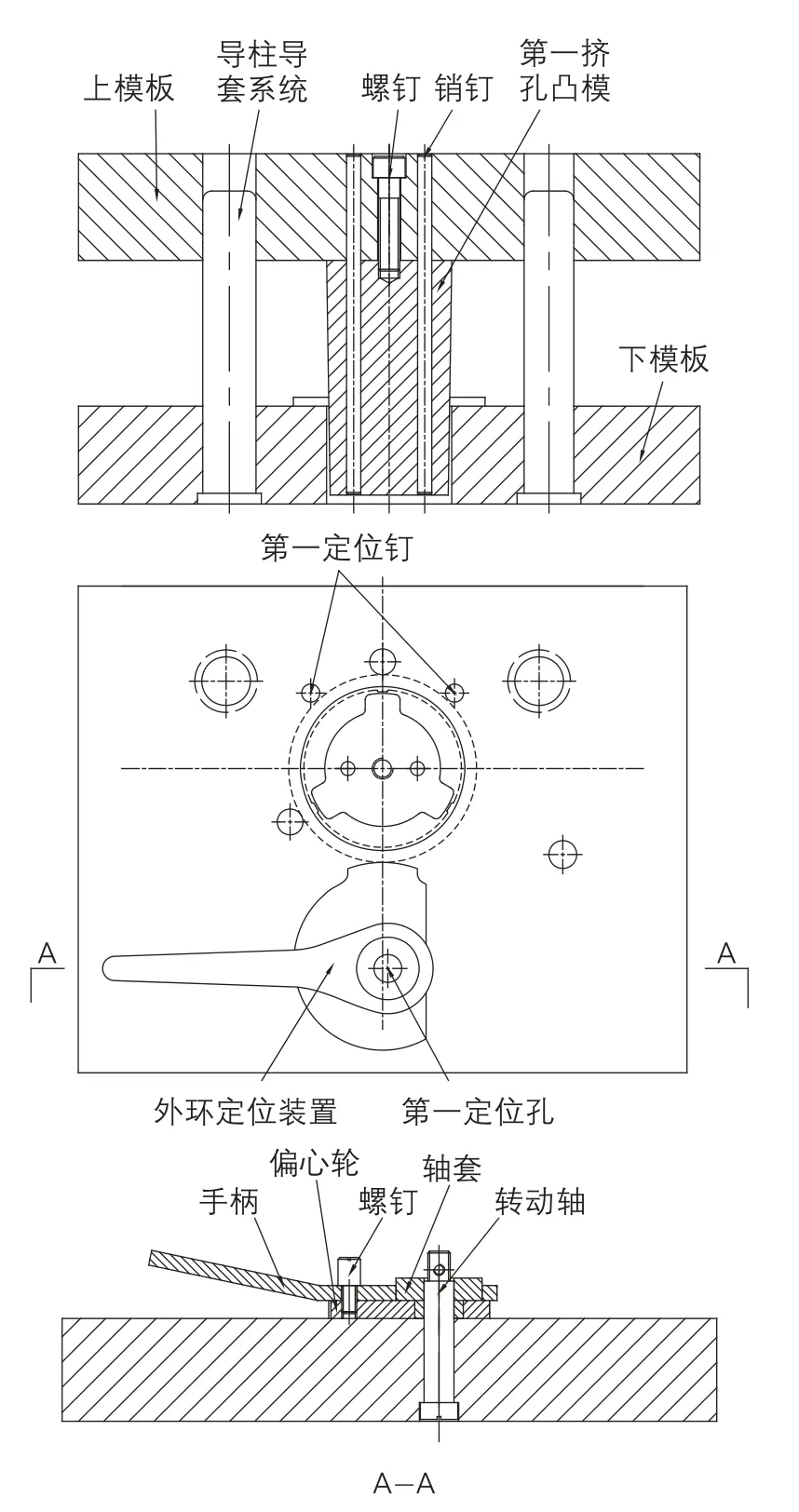
圖2 校形模具結構圖
外環定位裝置包括偏心輪、手柄、轉動軸以及軸套,偏心輪可轉動。轉動軸固定于下模板上,軸套設于轉動軸上,偏心輪套設于軸套上且與其固定連接,手柄通過緊固件(螺釘)與偏心輪固定連接。
設計要點
校形模具中的上、下模板選用45號鋼,第一擠孔凸模和第二擠孔凸模選用Cr12MoV合金鋼,熱處理硬度至56~60HRC。
第一擠孔凸模(圖3)的第一擠壓部數量與薄壁卡環的齒部數量相等,為三個;第二擠孔凸模(圖4)包括三個用于對薄壁卡環的齒部進行限位的限位部和三個用于對薄壁卡環的非齒部內圓弧部進行擠壓的第二擠壓部。
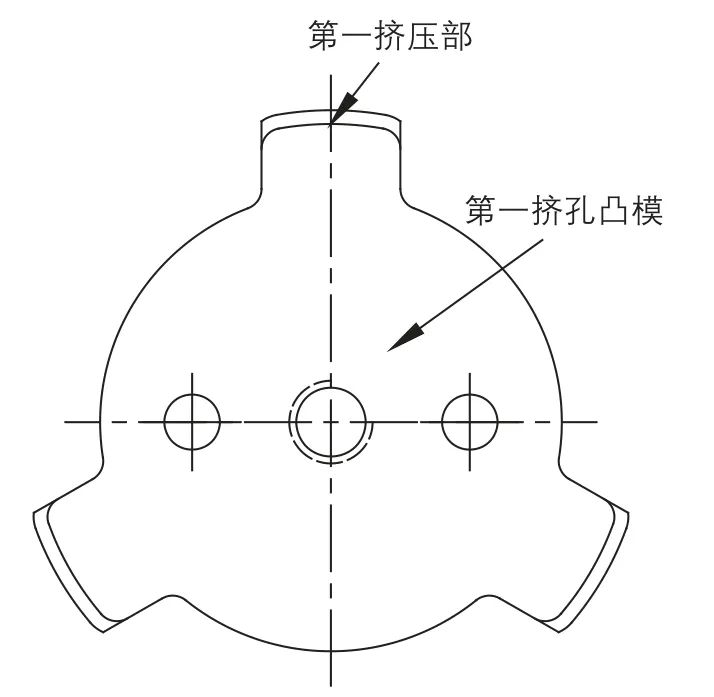
圖3 第一擠孔凸模結構圖
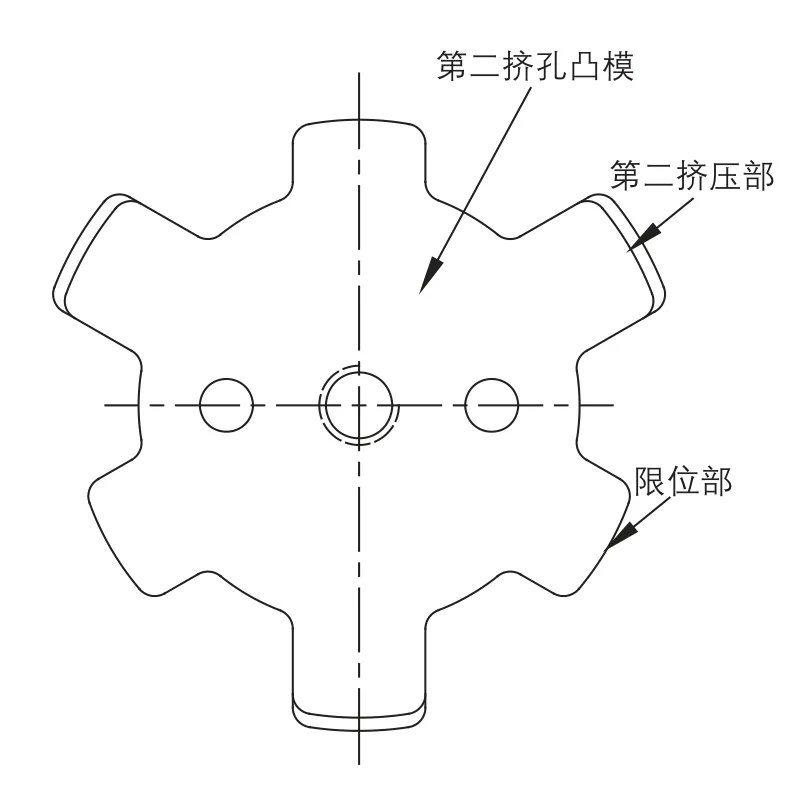
圖4 第二擠孔凸模結構圖
第一擠壓部和第二擠壓部都設計為上寬下窄結構以對薄壁卡環的齒部或非齒部進行導向擠壓(方便第一擠孔凸模和第二擠孔凸模穿過薄壁卡環)。第二擠孔凸模中的三個限位部的外緣組成的圓其直徑取值為薄壁卡環的齒根圓直徑最小值,以避免擠壓時薄壁卡環齒根圓減小到合格范圍以下。
通過設置手柄,方便用戶轉動偏心輪以對薄壁卡環進行定位。下模板上設置有兩個定位孔(分別為第一定位孔和第二定位孔,用于安裝轉動軸),以及設置第一定位釘或第二定位釘,第一定位釘和第二定位釘均可拆卸,根據不同尺寸的薄壁卡環來靈活選用不同的定位釘,避免定位釘和偏心輪阻擋變形。
工作過程
使用通止規分檢薄壁卡環的齒根圓直徑,將其篩分為薄壁卡環的齒根圓直徑偏大和偏小兩類。通止規的設計原理參照光滑極限量規設計標準GB/T 1957-2006,材料選擇Cr12MoV合金鋼,熱處理到56~60HRC。
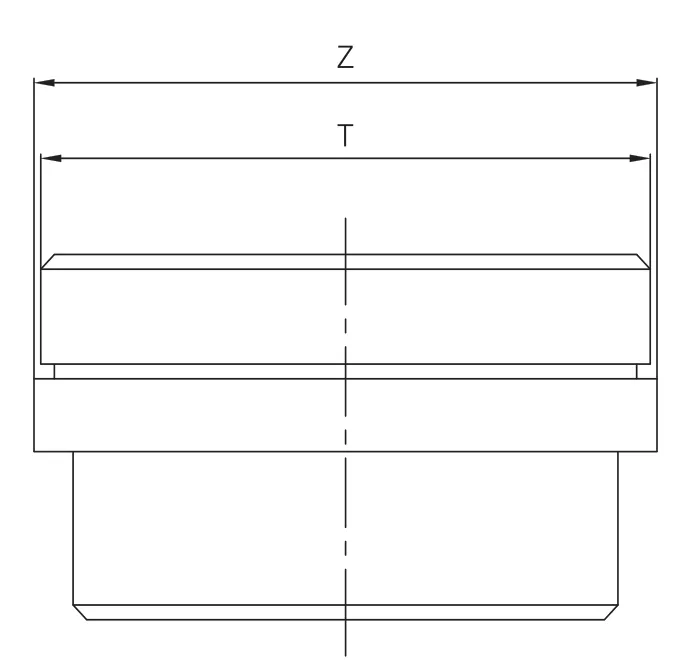
圖5 通止規結構圖
通止規的結構參照圖5,對碳氮共滲熱處理后的薄壁卡環分檢齒根圓直徑,通止規包括有通端直徑T和止端直徑Z,T和Z分別為薄壁卡環的齒根圓直徑允許的最小值和最大值。當薄壁卡環的齒部能通過通止規通端,但止端不能通過的,視為合格零件,轉終檢即可;當薄壁卡環的齒部不能通過通止規通端的,視為齒根圓直徑小的不合格零件;當薄壁卡環的齒部能通過通止規通端,也能通過止端的,視為齒根圓直徑大的不合格零件。
當薄壁卡環的齒根圓直徑小于標準直徑下限時,在校形模具上安裝第一定位釘和第一擠孔凸模,外環定位裝置安裝于下模板的第一定位孔上,見圖1。將薄壁卡環放置于下模板上并通過第一定位釘對其進行定位,具體為將薄壁卡環的一個齒部放置于兩個第一定位釘之間,轉動偏心輪使其頂緊于薄壁卡環的非齒部外圓弧部。上模板向下運動帶動第一擠孔凸模向下運動,第一擠壓部與薄壁卡環的齒部接觸,通過三個第一擠壓部對薄壁卡環的齒部進行擠壓,使其齒根圓直徑脹大到標準直徑范圍內。
當薄壁卡環的齒根圓直徑大于標準直徑上限時,在校形模具上安裝第二定位釘和第二擠孔凸模,外環定位裝置安裝于下模板的第二定位孔上,如圖6。將薄壁卡環放置于下模板上并通過第二定位釘對其進行定位后(薄壁卡環的放置角度需保證第二擠孔凸模向下運動時其三個限位部能與薄壁卡環的齒部一一相對設置),轉動偏心輪使其頂緊于薄壁卡環的齒部外圓弧部,上模板向下運動帶動第二擠孔凸模向下運動,第二擠壓部與薄壁卡環的非齒部內圓弧部接觸,通過三個第二擠壓部對薄壁卡環的非齒部內圓弧部進行擠壓,使其非齒部內圓弧部向外局部脹大的同時引起齒部向圓心收縮,以減小齒根圓直徑到標準直徑范圍內,在擠壓的過程中,使每一限位部的外環側與薄壁卡環的齒部接觸,通過限位部防止對薄壁卡環的擠壓過小使其齒根圓直徑偏小。
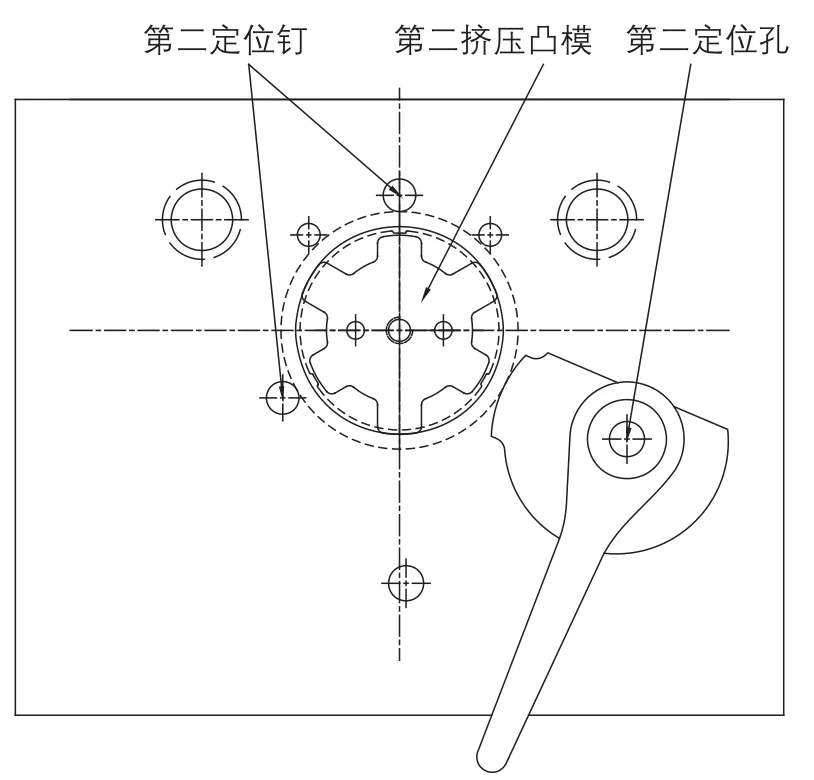
圖6 薄壁卡環的齒根圓直徑大于標準直徑上限校形裝卡示意圖
對校形后的薄壁卡環進行自然時效處理,放置一天時間,得到尺寸穩定的薄壁卡環。
結束語
應用本校形模具,對碳氮共滲淬火變形后的齒根圓直徑偏大和偏小的薄壁卡環通過局部擠壓的方法校形得到合格的零件,避免了因齒根圓直徑大需報廢處理的情況,提高了產品合格率,其校形方便,適合批量生產。