鋁-鍍鋅鋼板脈沖旁路耦合電弧MIG焊熱循環曲線的測定
2016-06-21 07:02:48江蘇省特種設備安全監督檢驗研究院蘇州分院陸曉輝呂文濤周浩康蘭州理工大學有色金屬合金及加工教育部重點實驗室
電子世界 2016年11期
關鍵詞:測量
江蘇省特種設備安全監督檢驗研究院蘇州分院 王 釗 陸曉輝 呂文濤 周浩康蘭州理工大學有色金屬合金及加工教育部重點實驗室 石 玗
鋁-鍍鋅鋼板脈沖旁路耦合電弧MIG焊熱循環曲線的測定
江蘇省特種設備安全監督檢驗研究院蘇州分院 王 釗 陸曉輝 呂文濤 周浩康
蘭州理工大學有色金屬合金及加工教育部重點實驗室 石 玗
【摘要】介紹了脈沖旁路耦合電弧MIG焊(Pulsed DE-GMAW)的基本原理并利用該系統對鋁、鍍鋅鋼板進行堆焊試驗。焊接過程中采用接觸式測量法對不同旁路電流參數下的母材熱循環曲線進行測定,為降低母材熱輸入,優化焊接工藝提供 重要依據。
【關鍵詞】脈沖旁路耦合電弧MIG焊;鋁-鍍鋅鋼板;熱循環曲線
隨著焊接科技的不斷進步以及社會對環境保護、節能減排的日益重視,“鋁+鋼”雙金屬結構在越來越多的領域受到人們的重視。鋁具有比強度大、重量輕、耐腐蝕等一系列優點,鋁與鋼的連接具有廣泛的應用前景。例如汽車工業中,用鋁及其合金代替鋼是降低結構重量、提高機械性能的重要措施[1-2]。然而,由于鋁和鋼在熔點、線膨脹系數等熱物理能上存在較大差異,因此實現鋁-鋼的焊接較為困難,而且鋁和鋼在接觸界面容易產生大量脆性金屬間化合物,嚴重影響接頭的力學性能[3-4]。近年來,國內外學者利用釬焊、激光焊、攪拌摩擦焊等技術對鋁-鋼異種金屬的焊接進行了一系列研究,結果表明:降低母材熱輸入,減少界面區金屬間化合物的生成是鋁-鋼焊接的關鍵[5-7]。本文利用脈沖旁路耦合電弧MIG焊(Pulsed DE-GMAW)對鋁、鍍鋅鋼板進行焊接,同時采用接觸式測量法對不通旁路電路參數下母材的熱循環曲線進行測定,研究旁路電流對焊接熱輸入的調節作用,為優化焊接參數、提高接頭性能供參考依據。
1 焊接系統及熱循環曲線測量系統
1.1 脈沖旁路耦合MIG焊實驗系統
圖1為脈沖旁路耦合電弧MIG熔釬焊(Pulsed DE-GMAW )試驗系統結構圖,該系統由兩個脈沖電源分別與一個MIG焊槍和一個TIG焊槍相連,主路為MIG焊槍,旁路為TIG焊槍。各焊接回路中的電流有如下關系:
Ibm=I-Ibp(1)
其中:Ibm為流入母材電流,Ibp為旁路電弧電流,I為焊絲熔化電流。由公式(1)可知,在總電流保證焊絲高熔敷率的前提下,通過調節旁路電流和主路電流,可以控制流入母材的電流,從而在大電流高熔敷率的條件下合理分配母材熱輸入。同時,脈沖電源的引入,有利于進一步精確控制母材熱輸入和進一步促進小電流下熔滴的穩定過渡,可在遠低于傳統MIG焊自由過渡臨界電流的情況下保持穩定的射滴過渡過程。該實驗系統中主路電源采用德國DALEX VIRO MIG-400L數字脈沖焊機,旁路電源采用一臺某型號開放接口的數字脈沖焊機,另外還包括工業控制計算機、采集卡等硬件系統和基于xPC的快速原型軟件系統。

圖1 脈沖旁路耦合電弧MIG熔釬焊(Pulsed DE-GMAW )試驗系統結構圖
1.2 熱循環曲線測量系統
采用接觸法測量不同焊接參數下母材的熱循環曲線,測量系統硬件由K型熱電偶、ADAM-4018溫度采集模塊和軟件Adam.net Utility 等組成。ADAM-4018模塊是一個16位八通道而且能記錄數據的模擬量輸入模塊,所有通道都提供了可編程的輸入范圍,這個模塊可以保存測量結果超過380000條。ADAM-4018模塊可以測量多種不同的模擬信號,例如:熱電偶、mV、V和mA,而且提供了三中記錄設置模式:標準記錄、事件記錄、最小記錄的模式,它提供了500VDC的輸入隔離來保護模塊,是工業測量和監控應用很好的一個解決方案。
2 焊接參數及測量工藝
在建立的Pulsed DE-GMAW實驗系統平臺上進行鋁-鍍鋅鋼板焊接工藝實驗,并在焊接過程中測量母材的熱循環曲線。焊絲采用直徑1.2mm 的ER5356鋁鎂焊絲,母材為300mm*100mm*2mm的鍍鋅鋼板,保護氣為純氬氣。焊接試驗采用平板堆焊的方式,焊前將鍍鋅鋼板用鐵砂布打磨并用丙酮清洗,以除去表面污漬。焊接過程中保持總電流77A不變,依次將旁路電流從0逐步增加到55A,具體焊接參數如表1所示。
焊接過程中采用接觸測量法測定母材的熱循環曲線測溫時,利用焊偶儀將K型熱電偶焊在母材背面焊縫下方,將采樣頻率設為100次/s,實時采集焊接過程中焊縫正下方母材的溫度變化。測溫系統所測得的溫度數據取決于測溫點的位置,即熱電偶在母材背面焊接點的位置。為反映焊接溫度場的分布,以焊縫中心背面正下方中心線為基準線,沿30°方向在距離中心線0mm、10mm、20mm、30mm、40mm的5點均勻分布熱電偶,詳見圖2所示。焊接時電弧的位置對母材熱循環曲線的測量有極大的影響。焊接開始前,首先將焊槍固定,讓工件在一維方向反復移動多次調整焊件位置,最終使焊絲移動軌跡在熱電偶分布基準線的正上方。

表1 Pulsed DE-GMAW法鋁-鋼工藝試驗焊接參數
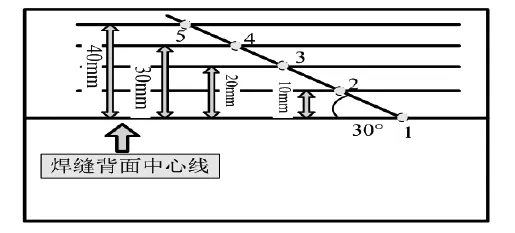
圖2 測溫點分布圖
3 熱循環曲線測定結果及分析
按照表1所示參數對鋁-鍍鋅鋼板進行焊接,并測量母材的熱循環曲線,見圖3。圖3(a)所示的熱循環曲線在測量過程中旁路電流降為零,母材電流為77A,焊接形式等同于傳統的脈沖MIG焊。隨后保持總電流不變,逐漸增加旁路電流,并相應降低母材電流,焊接得到的母材熱循環曲線分別如圖7(b)、(c)、(d)、(e)所示。
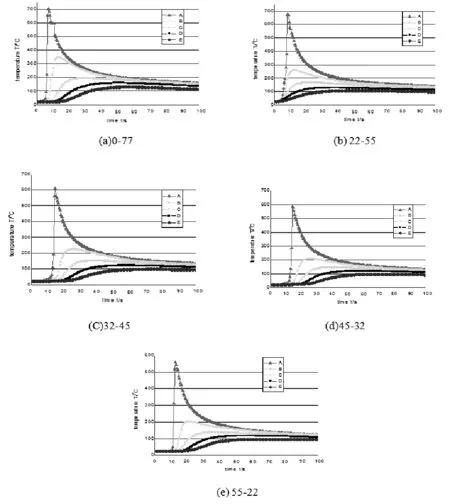
圖3 Pulsed DE-GMAW熱循環曲線Fig.3 Thermal circling curve of Pulsed DE-GMAW
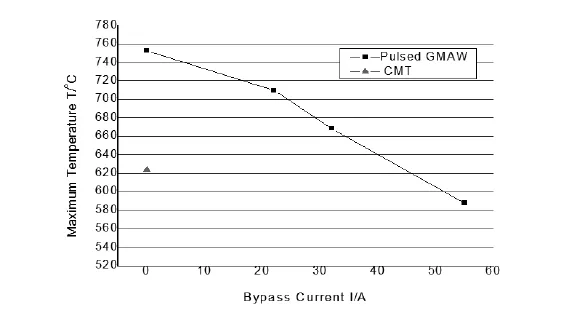
圖4 熱循環曲線最高溫度示意圖Fig.4 Maximum temperature of the Thermal circling curve
圖4為熱循環曲線的最高溫度Tmax示意圖。結合圖3、圖4可以發現:采用Pulsed DE-GMAW方法焊接時,隨著旁路電流的增加,母材熱循環曲線中的最高溫度Tmax和保溫時間t均降低,說明該焊接系統在總電流不變的情況下增加旁路電流,可以降低母材熱輸入,且旁路電流越大,母材熱輸入越小。
4 結論
(1)Pulsed DE-GMAW焊接系統在保證焊絲熔化電流不變的情況下通過旁路的引入來起到分流作用,可以減少流入母材的電流,顯著降低母材熱量輸入,有利于得到高質量的鋁-鋼焊縫。
(2)當旁路電流為55A,母材電流為22A時,熱循環曲線的最高溫度為587.8℃,此時的母材熱輸入較小,因此,脈沖旁路耦合MIG焊獨特的在鋁-鋼異種金屬焊接方面具有廣泛的應用前景。
參考文獻
[1]劉緒功,王洪志,康劍.汽車覆蓋件沖壓工藝設計系統及其應用[J].機械工人冷加工,2006,(4)∶22-25.
[2]陳健,浦娟,吳銘方,等.鋁及鋁合金與鋼連接技術研究進展[J].江蘇科技大學學報,2008,22(2)∶39-44.
[3]李亞江,王娟,劉強.有色金屬焊接及應用[M].北京∶化學工業出版社,2006.251-256.
[4]雷振,秦國梁,林尚揚.鋁與鋼異種金屬焊接的研究與發展概況[J].焊接.,2006,(4)∶16-20.
[5]Roulin M.Strength and structure of furnace-brazed joints between aluminum and stainlesssteel[J].Welding Journal,1999,78(5)∶151-155.
[6]B.P.里亞博夫.鋁及鋁合金與其它金屬的焊接[M].王義衡,趙瑞湘,譯.北京∶宇航出版社,1990.
[7]張洪濤.鋁-鍍鋅鋼板CMT熔-釬焊機理研究[D].哈爾濱∶哈爾濱工業大學,2008.
作者簡介:
王釗(1987-),男,山東濟南人,碩士,現供職于江蘇省特種設備安全監督檢驗研究院蘇州分院,研究方向:特征設備檢驗及焊接技術。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00