核電大葉片鐓頭工藝設計
2016-06-23 12:29:07賀小毛蔣鵬黃健寧北京機電研究所
鍛造與沖壓 2016年13期
關鍵詞:工藝
文/賀小毛,蔣鵬,黃健寧·北京機電研究所
李發文·天仟重工有限公司
核電大葉片鐓頭工藝設計
文/賀小毛,蔣鵬,黃健寧·北京機電研究所
李發文·天仟重工有限公司

賀小毛,高級工程師,主要從事鍛造工藝開發工作。
大葉片鍛件屬于長軸板片類鍛件,因葉片鍛件葉根和葉身截面和各型面截面變化劇烈、同一截面厚度尺寸變化極大、葉片扭角大,屬于最難鍛造的鍛件之一。大葉片制坯技術對于大葉片成形至關重要,坯料分配的合理性直接關系到葉片最終尺寸精度、組織結構和性能。
鐓頭工藝方案
鐓頭工序為大葉片鍛造工藝流程的第一道工序,鐓頭工藝是后續工藝的基礎。圖1是天仟重工計劃生產的一種材料為1Cr12Ni3Mo2VN大葉片的計算毛坯圖,從圖中可以看出葉片各截面積在長度方向上變化很劇烈。按最小葉冠部位計算毛坯直徑選取,下料尺寸為:φ232mm×1252mm的原材,下料重量為415kg,葉根鐓到φ380mm時,含葉身后全部長度的高徑鐓粗比為5.4。鐓粗時會發生失穩現象,而且下料尺寸超過現有3000t液壓機設備最大裝模高度,鐓頭工藝難以進行。綜合考慮大葉片葉根、葉身、凸臺、葉根處截面和設備最大裝模高度及鐓粗失穩情況后,確定原材料下料尺寸為φ240mm×1170mm,此時全部長度的高徑鐓粗比為4.9,符合鐓粗不失穩的條件,可在3000t液壓機上完成鐓頭工序。為了確保葉根部分有足夠的材料滿足終鍛要求,設計了三種鐓頭方案:閉式鐓頭,半開式鐓頭和開式鐓頭,三種墩頭方案中的模具結構如圖2所示。
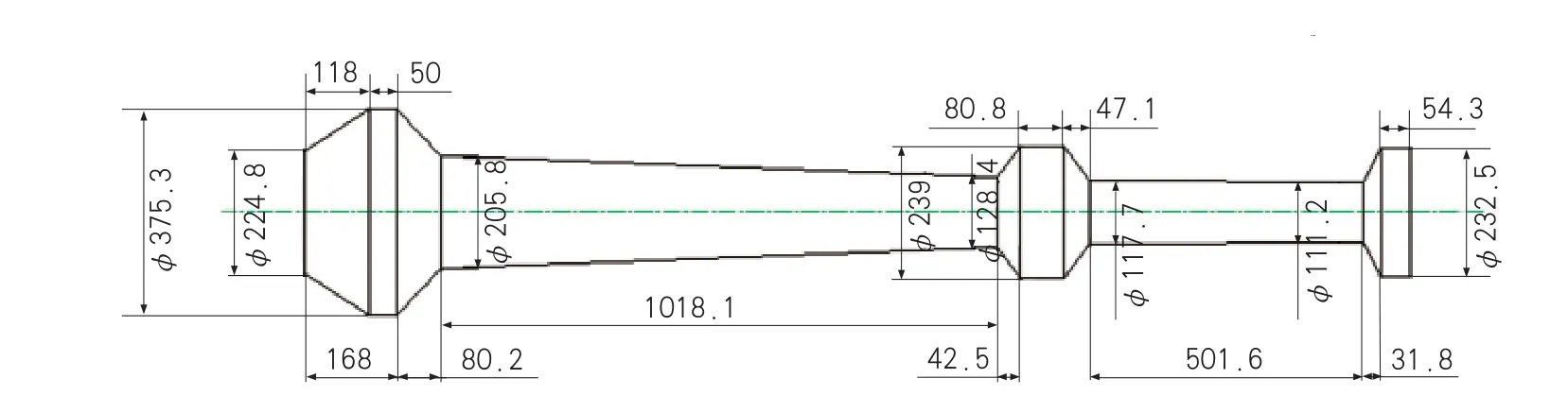
圖1 某大葉片計算毛坯圖
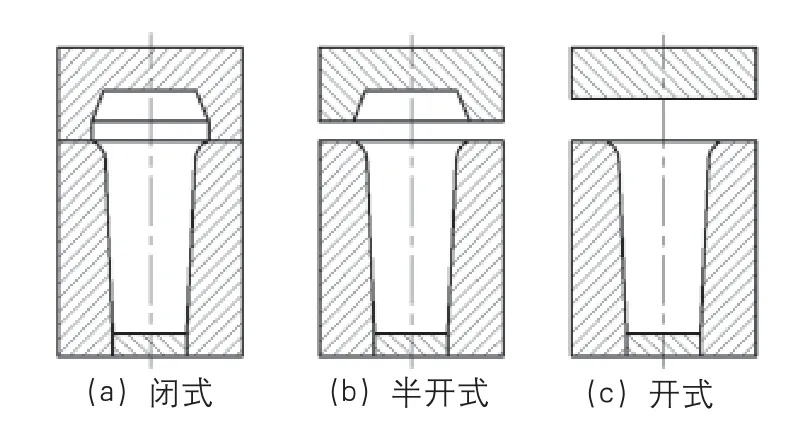
圖2 三種鐓頭方案模具結構
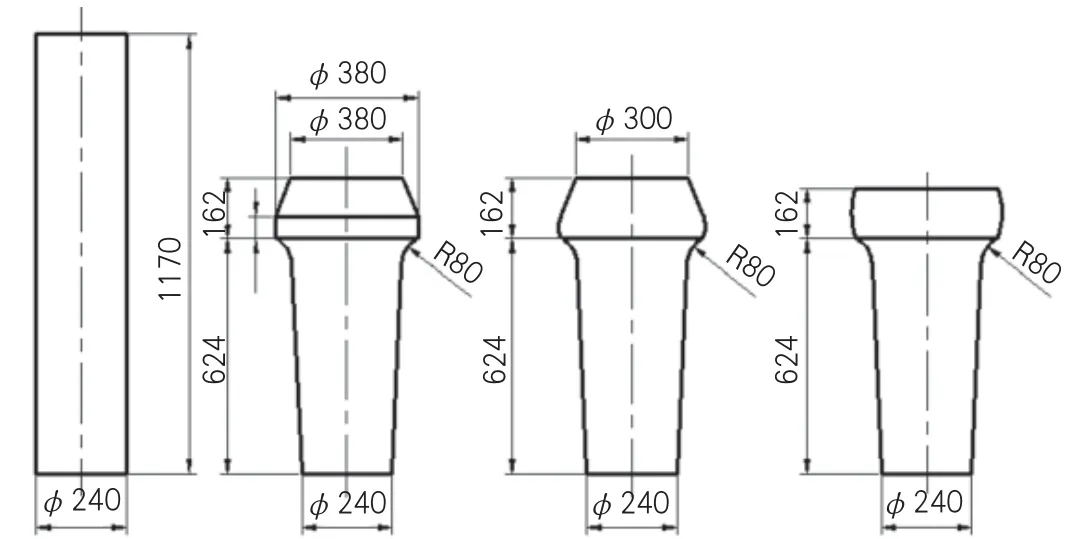
圖3 坯料及三種鐓頭工藝坯料
三種鐓頭工藝方案完成鐓頭工序后的坯件如圖3所示。
閉式鐓頭可以有效保證鐓頭坯料的尺寸,但是要求下料尺寸精確及溫度控制嚴格,如果下料尺寸偏大或溫度變化,則會在上下模分模處形成橫向的飛邊,對后續工序不利。開式鐓頭坯料的葉根部分與計算毛坯圖不符,對終鍛成形葉根不利。綜合考慮閉式和開式優缺點,最終采用半開式鐓頭方案(如圖2b),這樣既保證了葉根處坯料的均勻分布,也消除了閉式鐓頭因下料誤差造成的橫向飛邊。
鐓頭工藝數值模擬
數值模擬技術已經成為鍛造工藝設計的有力輔助工具,通過模擬可以觀察到材料填充模具情況和金屬流線、應力應變場、溫度場以及成形所需的力能,通過數值模擬可以驗證和優化工藝、模具參數。
為了使模擬結果能夠真實反映實際的變形情況,將熱模擬試驗測得高溫流動應力-應變本構關系導入鍛造模擬軟件Qform8中,采用雙曲正弦形式的Arrhenius形式,材料的本構關系可以寫成:

模擬參數設置如下:模具材料為5CrNiMo,預熱溫度200℃,材料溫度設置為1130℃,坯料運送到設備的時間為90秒,設備公稱壓力設置為3000t,采用石墨乳劑做潤滑劑。
分別對閉式,開式和半開式鐓頭進行了模擬,三種鐓頭工藝預測的鐓頭力和能量模擬結果如表1所示:

表1 三種鐓頭工藝預測的鐓頭力和能量
從表中可以看出,三種鐓頭工藝所需的能量很接近,特別是閉式和半開式鐓頭,開式鐓頭由于葉根壓縮變形量比其余兩種鐓頭工藝都要大,所需要的能量要高。而閉式和半開式鐓頭時葉根的變形程度基本相同,所需的能量也基本相同。三種鐓頭工藝成形情況、模擬情況如圖4所示。圖中藍點表示模具與坯料的接觸狀態。從圖4a中可以看到,閉式鐓頭坯料與模具完全接觸,下料尺寸也很準確,沒有多余金屬在上下模間形成飛邊。因為坯料和模具垂直壁接觸,所以所需的鍛造力是三種工藝中最大的,達到了液壓機的公稱壓力。從圖4a中可以看到,離模具打靠還差1.7mm,可以確定所需最終鐓鍛力大于3000t。如果坯料稍大,會出現飛邊,則鍛造力遠超過3000t。圖4b是開式鐓頭的模擬情況,葉根呈鼓形并且不和模具接觸,因此所需要的鍛造力最小,但壓下量卻是最大的,所需的能量也最大。
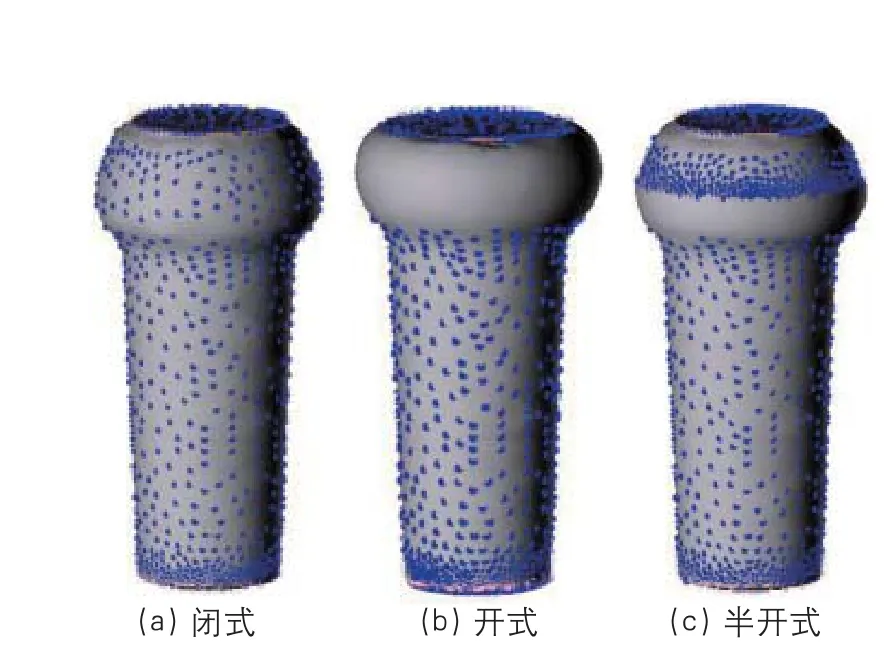
圖4 三種鐓頭工藝成形情況模擬
圖4c為半開式鐓頭的模擬情況,因上下模間留有60mm的間隙,可以有效的減小鐓頭所需的成形力,成形力需要2635t,比閉式鐓頭要小很多,3000t液壓機完全可以滿足鐓頭的噸位要求。
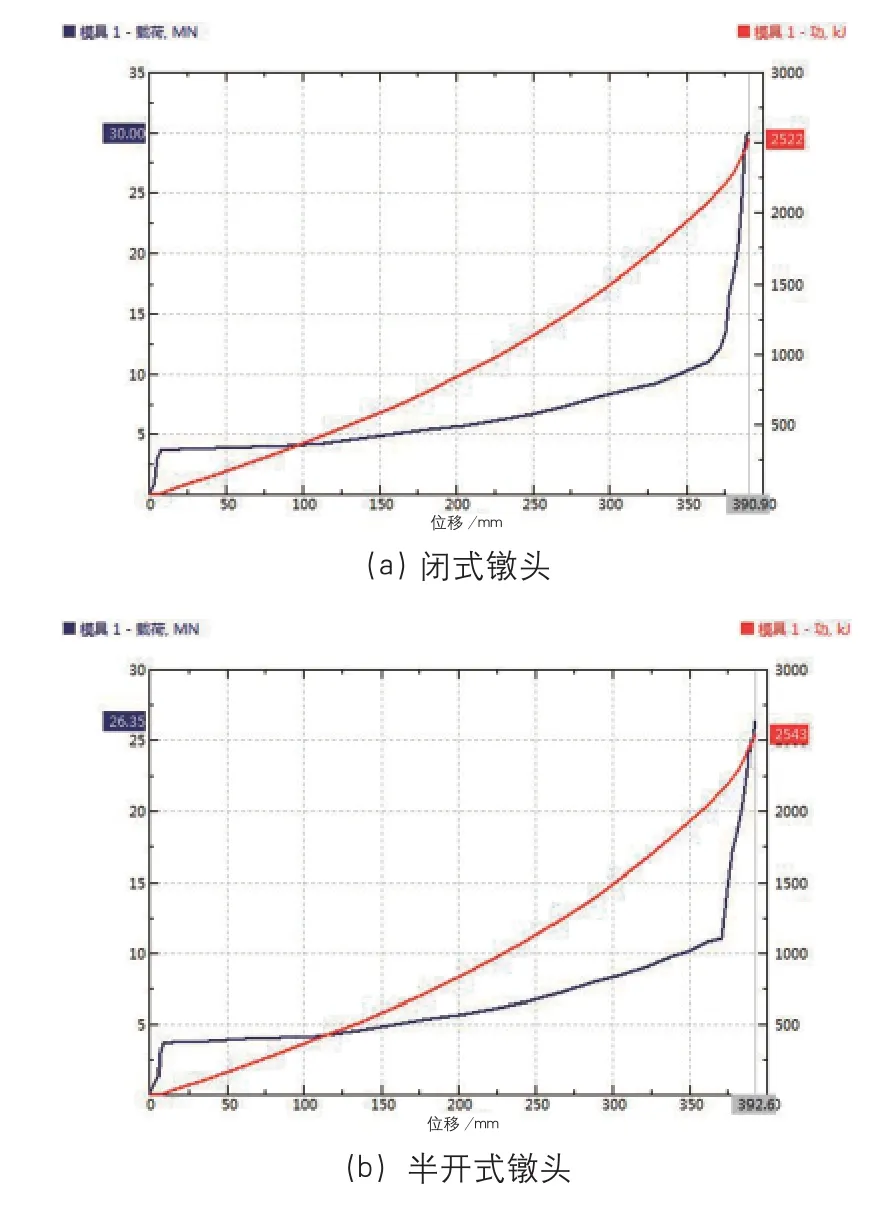
圖5 鐓頭工藝力能與位移的關系
圖5為鐓頭過程中,鐓頭力與變形能和位移的關系,從圖5a可以看出,整個閉式鐓頭過程中能量基本呈線性關系持續增加,但鐓頭力在位移達到370mm以前,鐓頭力增加的很緩慢。在375mm到結束這段時間,鐓頭力從1500t急劇增加到3000t,這是因為在375mm時,坯料已經開始和上模的垂直壁接觸,限制了坯料的流動,造成鐓鍛力的垂直上升。
圖5b是半開式鐓頭的位移與力能的關系,可以看到,能量變化的曲線和閉式鐓頭一樣,基本是呈線性增加的。鐓頭力卻要比閉式鐓頭增加的緩慢。
圖6為半開式鐓頭的溫度場,降溫最快的部位位于鍛件兩端,特別是葉冠處,溫度已降到600℃左右。不過由于坯料體積大,通過熱傳導,芯部的熱量會把外表的溫度升上去,而且后續工序也不會對葉冠處進行變形,影響也不會太大。
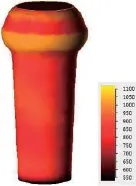
圖6 半開式鐓頭溫度分布
圖7為半開式鐓頭的應力和應變場。從圖7a中可以看出,整個坯料在鐓頭過程中,一直是處于壓應力狀態,最大應力位于上下模間隙處,由于此處為自由狀態,沒有模具的限制,這也是所需成形力比閉式鐓頭小的原因。圖7b是應變分布狀態,越靠近分模面處,應變越大,因為坯料的聚料在此處發生。
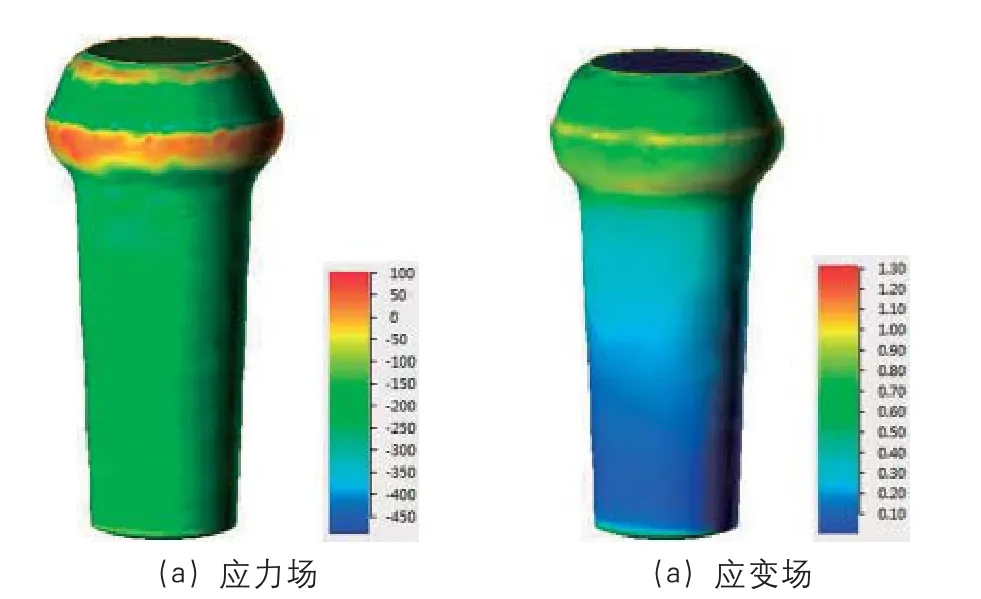
圖7 半開式鐓頭應力和應變場
從模擬的結果來看,采用半開式鐓頭工藝,葉根處坯料尺寸精度和閉式鐓頭相當,但可以有效的減小鐓頭所需的鍛造力,而且對坯料下料尺寸要求也不用太精確,具有一定的容錯性,現有的3000t液壓機可以滿足鐓頭工藝的要求。
鐓頭工藝試驗
鐓頭試驗用材料為:1Cr12Ni3Mo2VN;下料尺寸為:φ240mmx1170mm;數量為2件。采用燃氣爐加熱,加熱溫度為1130±20℃,保溫2小時,模具溫度預熱到200℃,模具用石墨乳潤滑;本次試驗鐓了兩根坯料。
圖8是實際的鐓頭模具,鐓頭試驗采用的是閉式鐓頭的工藝,液壓機最大壓力設置為2600t,以保護壓力機。鐓頭后的坯料如圖9所示,鐓到圖9a所示的形狀,液壓機噸位顯示此時的噸位達到設置的最大值2600t,上下模具沒有打靠,并開始形成橫向的飛邊,若壓力機沒有設置上限值,成形力還將增加。這與模擬的閉式鐓頭壓力大于3000t的壓力很吻合。坯料形成飛邊的原因是由于坯料的尺寸要比計算尺寸大1mm,造成坯料多了,在上下模結合處形成飛邊。
圖9b是第二根坯料鐓頭的實物圖片,該坯料是在坯料即將鐓出飛邊時停止了加壓,在整個鐓鍛過程中,液壓機顯示的噸位為1680t~2600t,在1680t時還沒有與上模壁接觸,這與半開式鐓頭的模擬數據1500t(圖5)符合得也很好。隨著繼續加壓繼續上升,坯料與上模壁接觸,噸位顯示也在增加,直到人為停止,最大噸位顯示為2500t。
從圖中還可以看出,坯料底部溫度降的比較快,與模擬的溫度場分布也吻合得很好。
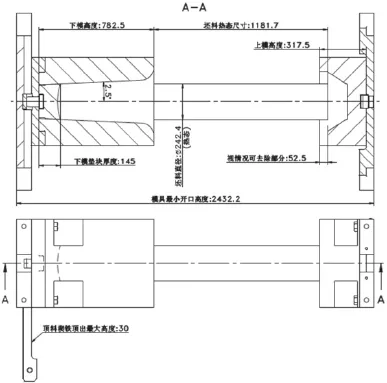
圖8 鐓頭試驗模具

圖9 鐓頭試驗坯料
結論
根據鐓頭工藝數值模擬分析結果,采用半開式鐓頭工藝方案,通過鐓頭工藝試驗,發現3000t油壓機設備能滿足鐓頭工藝要求。同時實現大直徑、大鐓粗比坯料的鐓頭,并且可以降低下料尺寸精度、加熱溫度變化等對鐓頭質量的影響。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
