扭桿弧形槽精密微細(xì)電火花加工工藝研究
2016-06-27 04:22:20黃玉萍
中國(guó)機(jī)械工程 2016年11期
黃玉萍
北京市電加工研究所電火花加工技術(shù)北京市重點(diǎn)實(shí)驗(yàn)室,北京,100191
扭桿弧形槽精密微細(xì)電火花加工工藝研究
黃玉萍
北京市電加工研究所電火花加工技術(shù)北京市重點(diǎn)實(shí)驗(yàn)室,北京,100191
摘要:針對(duì)扭桿弧形槽的加工要求,分析了機(jī)械誤差對(duì)加工精度的影響,設(shè)計(jì)了合理的裝夾方案,降低了機(jī)械誤差對(duì)制造精度的影響;通過(guò)正交試驗(yàn)法分析了電加工參數(shù)對(duì)弧形槽表面粗糙度的影響,采用最優(yōu)加工參數(shù),可得到Ra=0.1 μm的弧形槽表面;研制了扭桿電火花加工剛度在位測(cè)量裝置,該裝置能解決扭桿加工中既要滿足面形精度又要滿足加工剛度的要求。
關(guān)鍵詞:扭桿;精密微細(xì);電火花;加工工藝
0引言
彈性元件是航天飛行器制導(dǎo)與控制系統(tǒng)中的重要部件,彈性元件的作用是通過(guò)力與變形的關(guān)系來(lái)達(dá)到傳感的目的。起關(guān)鍵作用的彈性結(jié)構(gòu)部位通常非常細(xì)小,其加工精度對(duì)元件的使用性能具有直接影響,同時(shí)在加工中既要保證加工精度,還要滿足剛度要求,采用傳統(tǒng)切削加工方法加工很難達(dá)到加工要求。扭桿是典型的彈性元件之一,扭桿結(jié)構(gòu)為帶四條弧形槽的微小軸,材料為DUR600(德國(guó)),硬度達(dá)HRC53~57。在扭桿加工過(guò)程中,其弧形槽的加工是工藝難點(diǎn),若采用傳統(tǒng)切削加工方法加工,一方面由于零件自身剛性差,在切削力作用下會(huì)引起變形退讓?zhuān)绊懠庸ぞ龋涣硪环矫嬗捎谇邢魉a(chǎn)生的剪切變形,會(huì)在被加工表面形成殘余應(yīng)力,逐漸釋放后產(chǎn)生較大的變形,特別是刀具磨損后會(huì)更加嚴(yán)重。因此,目前常用的加工方法是電火花微細(xì)加工。但在電火花加工中易出現(xiàn)加工變質(zhì)層較厚,造成零件剛度偏大等問(wèn)題[1-4]。本文根據(jù)扭桿的加工工藝需求,在五軸聯(lián)動(dòng)電火花加工機(jī)床上,合理設(shè)計(jì)裝夾方案及專(zhuān)用在位檢測(cè)方法,開(kāi)展相應(yīng)電火花加工工藝研究,以滿足其加工制造要求。
1扭桿弧形槽電火花加工原理
扭桿弧形槽電火花加工原理是基于電極和扭桿(正負(fù)電極)之間的脈沖性火花放電時(shí)的電腐蝕現(xiàn)象。這種電腐蝕現(xiàn)象能蝕除多余的金屬,從而達(dá)到對(duì)弧形槽的尺寸、形狀和表面質(zhì)量的加工要求。利用電火花放電對(duì)扭桿弧形槽進(jìn)行加工時(shí),應(yīng)滿足一定的條件,如:工具電極和扭桿表面之間有一定的放電間隙;專(zhuān)用的脈沖電源;具有一定絕緣性能的液體介質(zhì)等。在進(jìn)行弧形槽加工時(shí),扭桿用專(zhuān)用夾具安裝在U軸上,且保持與機(jī)床x軸平行,電極安裝在W軸上,電極沿機(jī)床y軸方向向軸心進(jìn)給適當(dāng)距離加工出弧形槽,其原理如圖1所示。
圖1 扭桿電火花加工原理圖
2機(jī)械誤差對(duì)扭桿弧形槽加工精度的影響
2.1制造誤差對(duì)面形精度的影響
若電極的兩個(gè)加工面的夾角存在角度誤差Δγ,則扭桿弧形槽會(huì)產(chǎn)生圖2所示的變形。
(a)V形角減小Δγ
(b)V形角增大Δγ圖2 扭桿橫截面變形
加工面間夾角為
α=90°±Δγ
(1)
若加工電極的半徑存在誤差Δ,則它對(duì)弧形槽橫截面形狀無(wú)影響,但是,會(huì)影響弧形槽的長(zhǎng)度(圖3)。弧形槽長(zhǎng)度的計(jì)算公式如下:
(2)
式中,R為電極半徑;r為扭桿半徑。

圖3 電極半徑對(duì)弧形槽外形的影響
2.2裝夾誤差對(duì)面形精度的影響
當(dāng)成形電極的軸線與z軸存在裝配的夾角誤差時(shí),由于加工過(guò)程中,電極是繞R軸不停轉(zhuǎn)動(dòng)的,因而會(huì)使加工出的弧形槽出現(xiàn)夾角增大,壁厚不均勻的問(wèn)題(圖4)。
圖4 裝配誤差對(duì)面形精度的影響
在弧形槽加工過(guò)程中,對(duì)工件的裝夾精度要求較高,如果工件存在較大的端跳,則加工出的零件將出現(xiàn)圖5所示的加工質(zhì)量問(wèn)題,即弧形槽在軸向的弧長(zhǎng)不一致,且在同樣的加工參數(shù)下,槽的加工深度也不一樣。
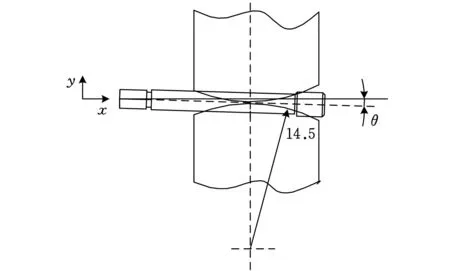
圖5 工件存在端跳對(duì)面形精度的影響
3電加工參數(shù)對(duì)加工精度的影響分析
電火花加工是單次放電腐蝕積累的結(jié)果,其原理如圖6所示。當(dāng)工件和電極極間距離足夠小時(shí),發(fā)生介質(zhì)的擊穿并形成放電通道,放電通道對(duì)電極和工件加熱,使之熔化并汽化成氣泡然后將熔化的金屬?gòu)娜鄢刂袙伋觯诠ぜ砻嫘纬呻姼g的凹坑。放電凹坑相互重疊,材料不斷蝕除,從而達(dá)到零件加工的目的。
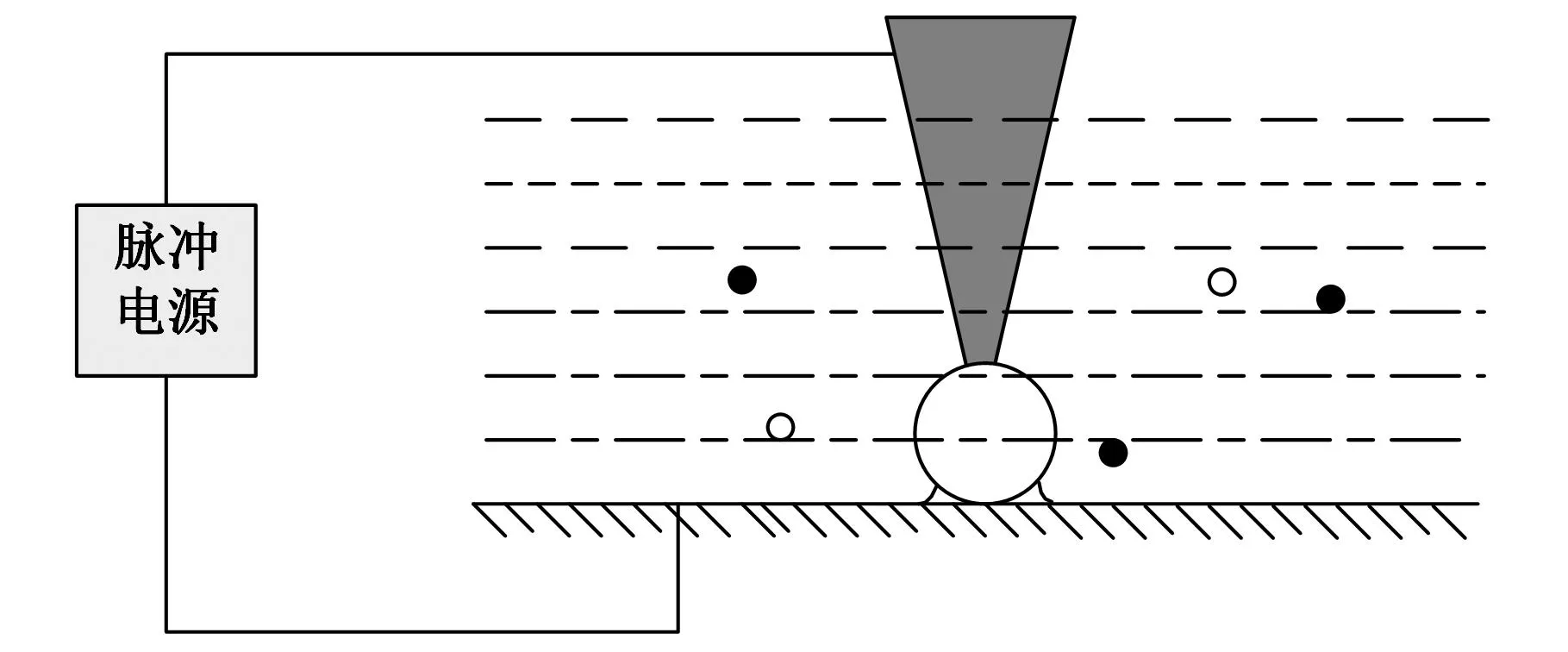
圖6 電火花加工原理圖
在電火花加工過(guò)程中,脈沖寬度、脈沖間隔、峰值電流是影響電火花加工的速度、表面粗糙度以及加工精度的主要因素。如峰值電流一定時(shí),脈沖寬度大,單個(gè)脈沖的能量就大,放電腐蝕的小坑大而深,表面粗糙度大。但脈沖寬度大,電極的腐蝕小。而在脈沖寬度一定的條件下,隨著峰值電流的增大,單個(gè)脈沖能量增大,加工表面粗糙度也會(huì)變大。但峰值電流升高,加工效率也會(huì)提高。因此,在進(jìn)行扭桿弧形槽電火花加工時(shí)須合理選擇加工參數(shù)[5-6]。
4扭桿弧形槽電火花加工裝置研制
4.1扭桿裝夾方案
由上文分析可知,工件的正確裝夾對(duì)最終的加工精度有重要影響。為了保證良好的裝夾精度,控制工件的端跳,采用高精密夾具3R-US611.4將工件水平裝夾在U軸上,電極安裝在R軸上,采用正極性加工,如圖7所示。在加工過(guò)程中R軸不停旋轉(zhuǎn),以帶走電腐蝕產(chǎn)物。

圖7 扭桿裝夾方案
4.2精密電火花加工電極設(shè)計(jì)
本文中,電極的外形由扭桿弧形槽的截面形狀確定,該弧形槽的截面為一夾角為90°的V形槽,因而電極的加工面可設(shè)計(jì)成V形結(jié)構(gòu),同時(shí),為了提高電極的利用率,可將電極設(shè)計(jì)成盤(pán)狀電極,電極采用紫銅材料,為保證扭桿十字槽橫截面滿足設(shè)計(jì)要求,確定電極V形夾角公差在±0.1°,并且V形夾角關(guān)于水平面B對(duì)稱(chēng)。設(shè)計(jì)的電極如圖8所示。
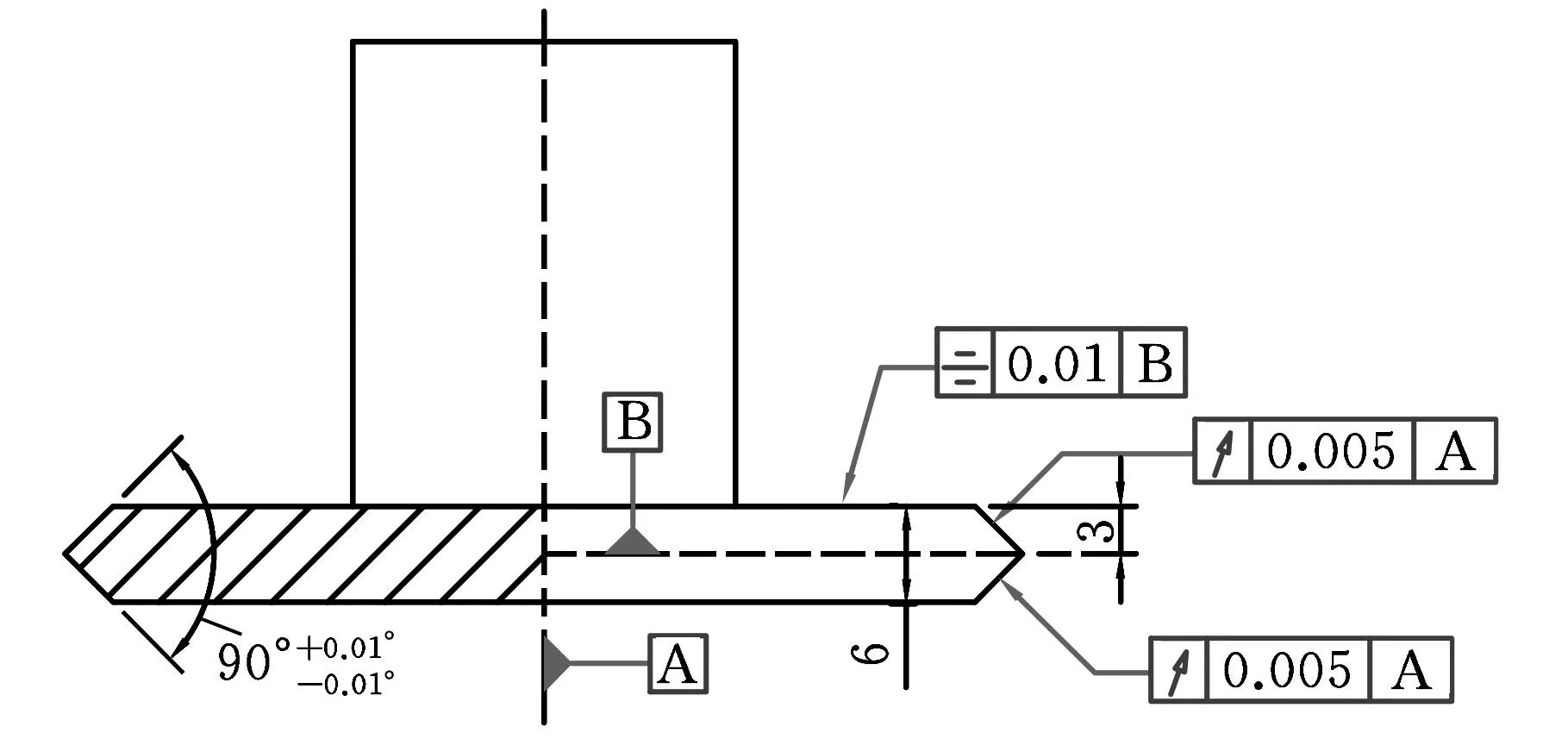
圖8 電火花加工電極
5扭轉(zhuǎn)剛度在位檢測(cè)裝置研制
利用加載器進(jìn)行扭矩加載,采用扭矩傳感器采集到不同采樣點(diǎn)的相應(yīng)信號(hào)后,經(jīng)模數(shù)轉(zhuǎn)換傳輸?shù)接?jì)算機(jī)中進(jìn)行剛度的計(jì)算,通過(guò)擬合各采樣點(diǎn)的剛度,得到零件平均剛度,進(jìn)行合格判定,提供扭轉(zhuǎn)剛度擬合曲線。扭轉(zhuǎn)剛度在位檢測(cè)原理見(jiàn)圖9。
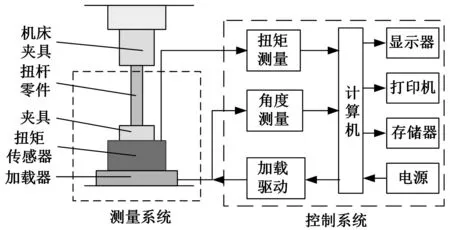
圖9 扭轉(zhuǎn)剛度在位檢測(cè)原理
精度指標(biāo)要求為:扭矩加載、測(cè)量精度0.1 N·mm,扭轉(zhuǎn)角測(cè)量精度5 arcsec(角秒 ),最終達(dá)到剛度測(cè)量精度2 N·mm/rad。
扭矩的加載使用日本NIKKIDENSO公司的D110-40-F型直接驅(qū)動(dòng)旋轉(zhuǎn)平臺(tái),同時(shí)支持增量式/絕對(duì)式編碼器,實(shí)現(xiàn)分辨率為0.405 arcsec,重復(fù)定位精度為±2 arcsec。同時(shí),通過(guò)內(nèi)部的光柵尺,可以實(shí)現(xiàn)旋轉(zhuǎn)角度的高精度反饋,在加載同時(shí),可以讀取當(dāng)前的轉(zhuǎn)角值。扭矩測(cè)量選用德國(guó)勞恩-梅斯泰克0515H型傳感器,量程為20 N·m,測(cè)量精度為0.02 N·m。
6扭桿弧形槽加工試驗(yàn)
6.1試驗(yàn)方法及工藝條件
在電火花加工過(guò)程中,電火花加工參數(shù)是影響扭桿弧形槽形表面質(zhì)量的主導(dǎo)因素,加工參數(shù)包括電壓、電流和脈沖參數(shù)。通過(guò)正交試驗(yàn)法研究加工參數(shù)對(duì)零件表面質(zhì)量的影響規(guī)律,選取電壓、峰值電流、脈寬、脈沖間距作為電加工參數(shù)的4個(gè)主要影響因素。每個(gè)參數(shù)取3 個(gè)水平,根據(jù)以往加工精密微細(xì)零件的經(jīng)驗(yàn)選取精加工各參數(shù)水平值如表1 所示。
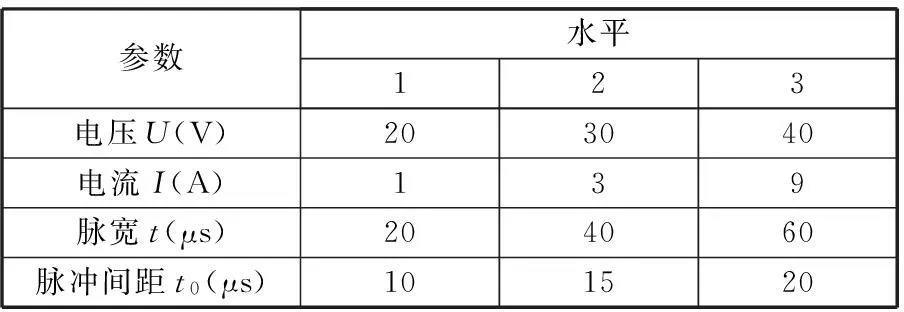
表1 正交試驗(yàn)因素水平表
本試驗(yàn)為4因素3水平的正交試驗(yàn),采用L9(34)正交表。每組參數(shù)進(jìn)行3次試驗(yàn),共進(jìn)行27次電火花加工試驗(yàn)。為保證加工試驗(yàn)不引進(jìn)機(jī)械部分的影響,在進(jìn)行不同電參數(shù)試驗(yàn)時(shí),保持相同的機(jī)械參數(shù)。在研制的扭桿電火花加工裝置上進(jìn)行扭桿弧形槽電火花加工試驗(yàn)。電火花加工試驗(yàn)工藝條件如表2所示。
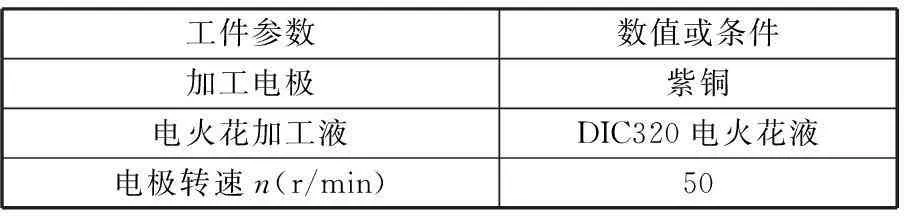
表2 加工工藝條件
6.2試驗(yàn)結(jié)果及分析
圖10為試驗(yàn)加工的扭桿,采用日本SV-3100S4粗糙度測(cè)量?jī)x測(cè)量弧形槽表面輪廓,結(jié)果如表3所示 。

(a)加工前
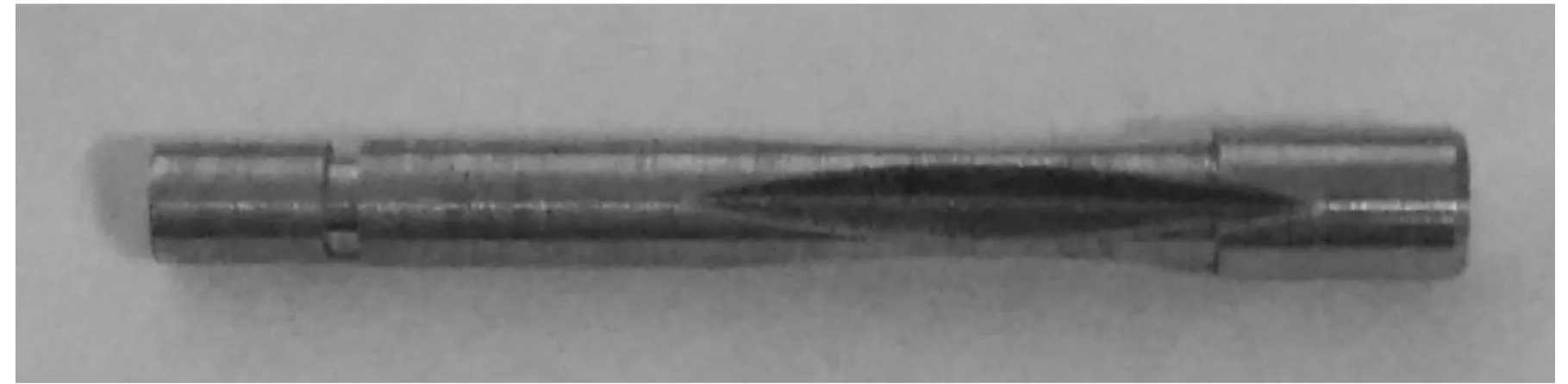
(b)加工后圖10 扭桿

μm
根據(jù)正交結(jié)果,做出各因素影響趨勢(shì)圖(圖11)。從圖 11 中可以看出,電壓、電流和脈沖寬度等電參數(shù)均對(duì)加工表面的質(zhì)量有一定的影響,隨著脈沖電壓與峰值電流的增大,被加工表面粗糙度均增大,同時(shí),隨著脈沖寬度的增大,被加工表面的粗糙度增大,而脈沖間距對(duì)被加工表面的粗糙度影響不明顯。 因此,在進(jìn)行加工試驗(yàn)時(shí),主要考慮脈沖電壓、峰值電流和脈沖寬度對(duì)加工表面質(zhì)量的影響。在不考慮機(jī)械誤差前提下,要想獲得最優(yōu)的面形精度,電加工參數(shù)應(yīng)為:電壓20 V、峰值電流1 A、脈寬10 μs。 使用得到的最優(yōu)加工參數(shù)進(jìn)行弧形槽加工, 加工出的弧形槽可以滿足設(shè)計(jì)要求。
7結(jié)論
(1)在電火花加工過(guò)程中,脈沖電流、脈沖頻率、脈沖電壓以及加工極性都會(huì)對(duì)零件的加工質(zhì)量產(chǎn)生影響,要想生產(chǎn)出滿足設(shè)計(jì)要求的面形精度,必須合理選擇電加工參數(shù)。
(2)進(jìn)行扭桿弧形槽加工工藝設(shè)計(jì)時(shí),不僅要合理選擇電加工參數(shù),還要考慮機(jī)械因素對(duì)加工精度的影響,考慮裝夾誤差和制造誤差對(duì)零件加工精度的影響,設(shè)計(jì)合理的裝夾方案。
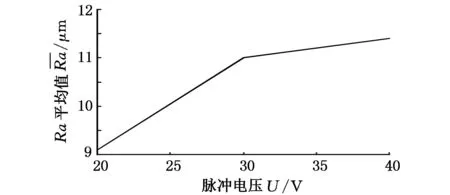
(a)電壓
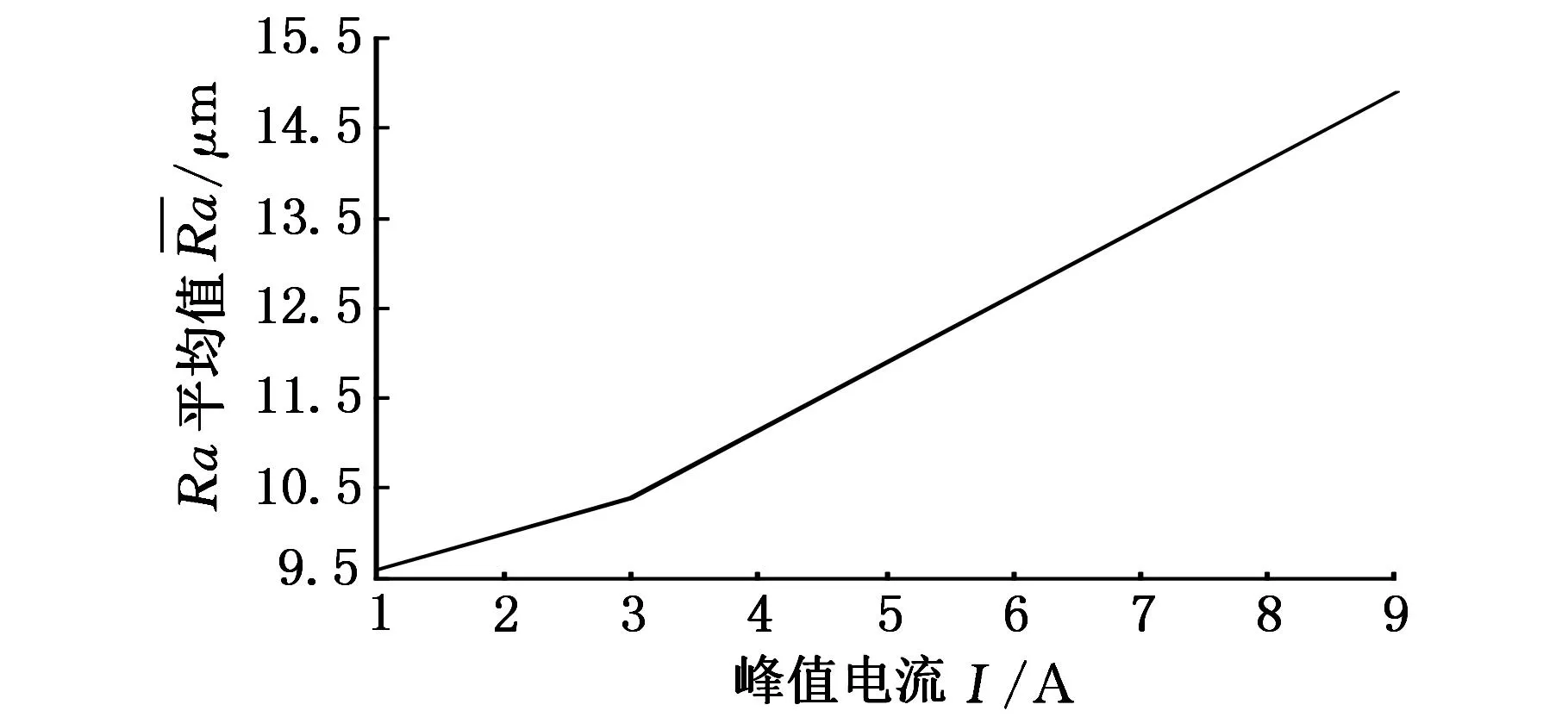
(b)電流
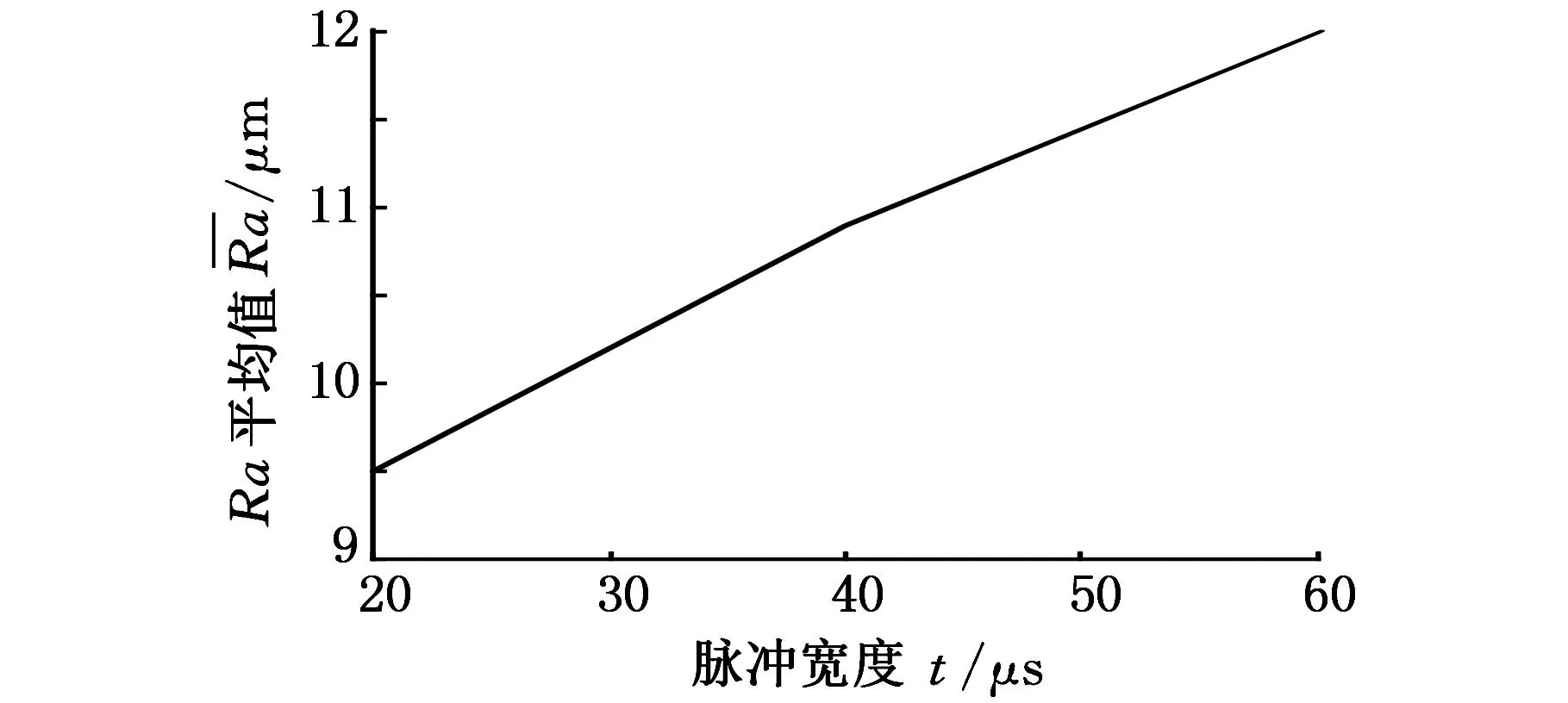
(c)脈寬
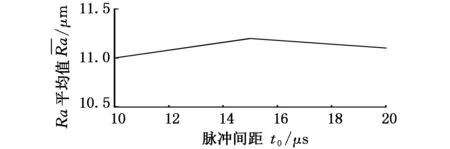
(d)脈沖間距圖11 電加工參數(shù)對(duì)表面粗糙度的影響趨勢(shì)
(3)通過(guò)正交試驗(yàn)分析電加工參數(shù)對(duì)弧形槽表面粗糙度的影響,進(jìn)而可以進(jìn)一步確定最優(yōu)精加工參數(shù)。用該參數(shù)進(jìn)行加工,可得到滿足Ra=0.1 μm的弧形槽表面。
(4)研制了扭桿電火花加工剛度在位測(cè)量裝置,在不變換裝夾裝置的情況下就可進(jìn)行扭桿的剛度檢測(cè), 滿足扭桿加工既要保證面形精度又要達(dá)到加工剛度的要求。
參考文獻(xiàn):
[1]趙建社,郁子欣,周旭嬌,等.基于灰色理論的鈦合金電火花加工工藝參數(shù)優(yōu)化試驗(yàn)[J].中國(guó)機(jī)械工程,2015,26(14):1877-1881.
Zhao Jianshe, Yu Zixin,Zhou Xujiao, et al. Parameter Optimization of EDM Process of Titanium Alloy Based on Grey Theory[J]. China Mechanical Engineering,2015,26(14):1877-1881.
[2]陳明君,李子昂,梁迎春. 小直徑金屬基球頭金剛石砂輪電火花修整技術(shù)[J].機(jī)械工程學(xué)報(bào),2010,46(23):180-185.
Chen Mingjun, Li Ziang, Liang Yingchun,et al. Electric Spark Dressing Technology of Small Diameter Metal Base Ball Diamond Grinding Wheel[J]. Chinese Journal of Mechanical Engineering,2010,46(23):180-185.
[3]付偉,王先逵,曹鳳國(guó),等.微細(xì)電火花成形加工設(shè)備關(guān)鍵技術(shù)研究[J].現(xiàn)代制造工程,2010(4):1-4.
Fu Wei, Wang Xiankui,Cao Fengguo, et al. Research on Key Technology of Micro EDM Equipment[J]. Modern Manufacturing Engineering, 2010(4):1-4.
[4]謝晉,湯勇,田牧純.金剛石砂輪金屬結(jié)介劑的氣中單脈沖電火花放電去除機(jī)理[J].機(jī)械工程學(xué)報(bào),2007,43(7):93-98.
Xie Jin, Tang Yong, Tian Muchun. Removal Mechanism of Single Pulse Discharge in Gas of Diamond Grinding Wheel[J]. Journal of Mechanical Engineering,2007,43(7):93-98.
[5]曹鳳國(guó).電火花加工技術(shù)[M].北京:化學(xué)工業(yè)出版社,2005.
[6]鄒麗蕓.精密數(shù)控電火花成形機(jī)加工工藝技術(shù)[J].電加工,1999(5):21-25.Zou Liyun. Machining Technology of Precision Digital Control Electric Spark Forming Machine[J]. Electric Machining,1999(5):21-25.
(編輯王艷麗)
Study on Precision Micro EDM of Torsion Bar Arc Grooves
Huang Yuping
Beijing Institute of Electrical Discharge Machining Beijing Key Laboratory of Electrical Discharge Machining Technology,Beijing,100191
Abastract: The influence of mechanical errors on machining precision were analyzed herein, the reasonable scheme of clamping was designed to reduce the influences of mechanical error on the manufacturing accuracy. Through the orthogonal experimental method, the influences of EDM parameters on the surface roughness of the arc grooves were analyzed, and the optimal parameters were obtained,Using the parameters, the arc groove surface ofRa=0.1 μm can be obtained.Stiffness measurement device of torsion bar was developed,In the process of the torsion bar, the requirements of the surface shape precision and the machining rigidity are satisfied at the same time.
Key words:torsion bar; precision-micro;electrical discharge machining(EDM); processing technology
收稿日期:2015-08-10
基金項(xiàng)目:國(guó)家科技重大專(zhuān)項(xiàng)(2014ZX04001111);北京市科學(xué)技術(shù)研究院青年骨干人才培養(yǎng)項(xiàng)目
中圖分類(lèi)號(hào):TG661
DOI:10.3969/j.issn.1004-132X.2016.11.005
作者簡(jiǎn)介:黃玉萍,女,1974年生。北京市電加工研究所講師、博士。研究方向?yàn)榫芪⒓?xì)電火花加工裝備與工藝。
