基于ED的直角接頭生產工藝流程優化
2016-06-30 13:24:14甘婷婭陸均媚覃能祥趙偉
科技視界 2016年15期
關鍵詞:工藝流程
甘婷婭+陸均媚+覃能祥+趙偉

【摘 要】針對某直角接頭生產工藝流程不合理的現狀,運用Enterprise Dynamics軟件, 根據生產現場的數據進行仿真,得知鏜孔是該工藝流程中的瓶頸工序,導致了工序間的擁堵現象。提出兩種改善方案,利用ED對改善前后的工藝流程進行對比分析,改善方案明顯提高了生產線的平衡率。
【關鍵詞】工藝流程;生產線平衡;ED仿真
【Abstract】Pointing at the production processes of Right Angle Joint is unreasonable.Using the software called Enterprise Dynamics,and according to the date collected in the live to simulation.Konwing that boring a hole is the bottleneck,which results in the busy between the processes.Puting forward two improved programmes,and using ED to compare the production processes between before and after improvement.The improved programmes improve the balance rate of production line obviously.
【Key words】Production process; Production line balance; Enterprise Dynamics system simulation
0 引言
生產工藝流程,是指在生產過程中,勞動者利用生產工具將各種原材料、半成品通過一定的設備、按照一定的順序連續進行加工,最終使之成為成品的方法與過程。其合理與否直接影響企業的生產效益。因此,研究如何提高工廠生產工藝流程的合理性對提高整體生產效益有幫助。對于綜合、開放的生產工藝流程,從理論上進行系統分析與優化,其結果形式較為抽象,不能直觀看到優化方案的具體運作過程,借助ED(Enterprise Dynamics)仿真軟件進行生產工藝流程的分析和改善,給實踐提供理論基礎。
本文以某直角接頭生產過程為研究對象,通過收集相關數據,初步發現整個生產工藝流程存在很大的瓶頸時間,生產線的平衡率很低,效率也很低。通過對生產過程的ED仿真,進一步確認了生產線不平衡的事實。
針對如何提高其生產線的平衡率,降低瓶頸時間。結合工業工程方法理論和ED仿真,對其生產工藝流程進行了分析,提出生產工藝流程優化方案,借助Enterprise Dynamics(DE)對優化方案進行了仿真,并就仿真結果與原始方案進行了對比分析。
1 直角接頭生產現狀
某中小直角接頭生產制造企業,人工生產單個直角接頭加工工序和時間:車中徑(26秒)、滾絲(6.5秒)、鉆孔(21秒)、鏜孔(36秒)、去毛刺(8.8秒)、包裝(5秒)。其中,車中徑走刀1次,車完后需對其直徑進行檢測。滾絲需要走刀4次,滾絲后需檢查其表面和螺紋,不得有嚴重的銹蝕及其他肉眼可見的缺陷,對于一些重要尺寸需進行測量,要符合設計要求。鉆孔一次,鉆孔完需對其進行簡單檢查,鏜孔4需走刀1次,鏜孔完需檢查其內孔質量,看是否有殘余裂紋、凹坑、螺旋刀印等缺陷。
從工序的工時分布可以看出,工時相差很大,容易產生半成品滯留和瓶頸時間,影響生產線的平衡,故工藝流程有改善空間。
生產線的不平衡,影響了生產效率,造成員工容易態度散漫,導致管理難度加大。
2 基于ED的生產流程分析
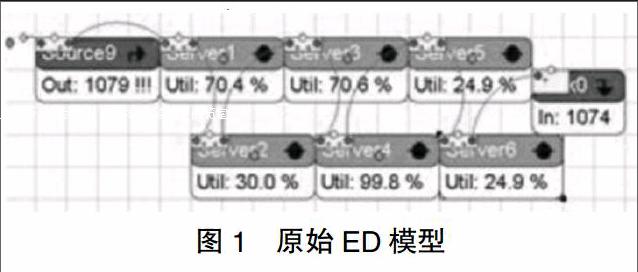
根據工廠的現場生產數據,建立ED建模如圖1所示。
Source表示原材料進入入口,設置原材料的到達時間間隔為0s,第一個產品到達時間為第0s;Server表示產品加工過程中的各個工位;Sink表示產品輸出。根據實地調查的數據進行數據擬合得到各個加工過程的加工時間的概率分布函數,再根據各分部函數對仿真數據進行設置。
在數據測試的過程中,排除了一些較小的因素的影響,在建模仿真過程中假設:
1)在每道工序進行時,用于堆放產品的空間是固定的;
2)一個工位對應一個工人;
3)每一個產品都是在上一個工序完成后再進行下一道工序。
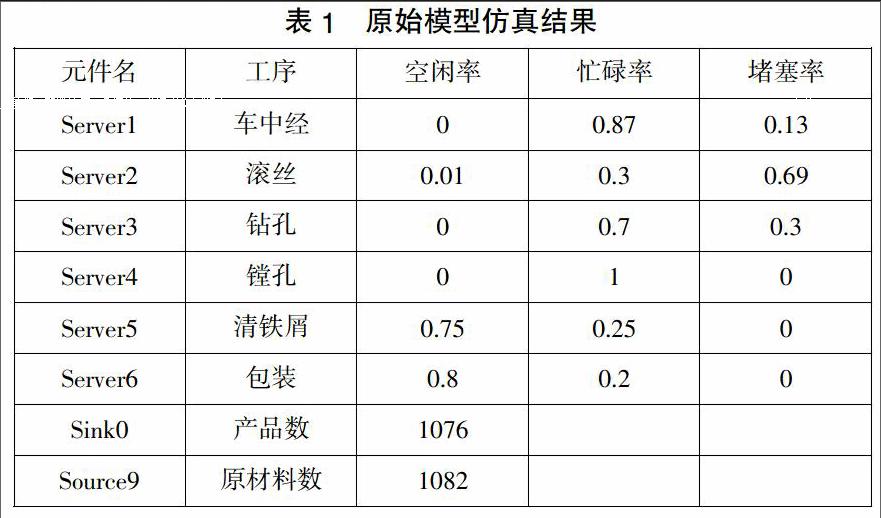
進行基于ED的模型仿真測試工作。觀測了車中經、滾絲、鉆孔、鏜孔、清鐵屑和包裝這六個工位,將模型的運行時間設為6hours,運行100個周期。得到100個周期運行的平均結果統計如表1 所示。
由表1運行結果看,工序間忙閑率差別較大,其中鏜孔工序是瓶頸工序,導致了前三個工序的擁堵現象,造成了生產線上有大量制品堆積。車中經工序是次瓶頸工序,加重了生產線的擁堵。
生產線平衡率=各工序時間總和/(瓶頸工序時間*工位數)*100%
人均產量=3600/(瓶頸工序時間*工位數) (個/h)
人均產量為16.7個/小時,生產線平衡率為49%,然而一個合格的生產線的平衡率應該在80%以上。說明該企業目前生產線設計不合理,存在加大的改善空間(表1)。
3 基于ED的生產線優化
該企業沒有專門的質監部門,在包裝外的每一道工序完成后進行檢驗,再傳到下一工序,導致時間的浪費。針對工時相差較大這一缺陷,咨詢現場人員和管理人員后,優化方案是將滾絲和清鐵屑、檢驗和包裝四個工序可以合并為一個工位的復合工序,并減少每一道工序的檢查時間,并加強和改進現場生產管理。以下著重從改善工藝流程方面提出了兩種方案。
方案一:將滾絲和清鐵屑、檢驗和包裝四個工序可以合并為一個工位的復合工序的同時,裁掉多余工位的兩位員工。
方案一的仿真建模框架如圖2所示。
按照方案一的ED模型仿真,觀測車中經、鉆孔、鏜孔、復合四個工序,將模型的運行時間設為6hours,運行100個周期。得到這100個周期運行的平均結果統計如表2所示。
方案一的人均產量為42.1/小時,生產線平衡率為86%。與改善前的運行結果進行對比,人均產量提升了152%,生產線平衡率也提高了37%,生產線達到良好平衡。各工位的堵塞率也都接近于零,說明工序間的在制品減少了,場地的占用減少了,生產線能夠比較流暢地運行。用人成本以及時間和場地的使用成本得到降低。
方案二:將滾絲和清鐵屑、檢驗和包裝四個工序可以合并為一個工位的復合工序的同時,多余工位的兩位員工分別增加一個車中經工位和一個鏜孔工位,使用的是生產線上原有的閑置的兩臺車中經車床和鏜孔車床。方案二的仿真建模框架圖如圖3所示。
按照方案二的ED模型仿真測試。觀測兩個車中經工序、鉆孔序、兩個鏜孔工序、復合工序共六個工位,將模型的運行時間設為6hours,運行100個周期。得到這100個周期運行的平均結果統計如表3所示。
方案二的人均產量為28.1個每小時,生產線平衡率為89%。與改善前的運行結果對比,人均產量提升了68%,生產線平衡率也提高了40%,總產量提高了19.5%,生產線達到良好平衡,時間浪費得到改善,生產效率得到提高。
4 結論
通過現場生產數據分析得出某小企業直角接頭生產工藝流程存在不合理的地方,如生產線平衡率低,工位之間配合不良等問題。根據工業工程方法理論并結合ED仿真建模對直角接頭生產工藝流程進行分析和優化,主要調整工序間的負荷分配使各工序達到能力平衡(作業時間盡可能相近)的技術手段與方法,消除時間瓶頸工序帶來的各種等待現象,提高生產線平衡率,提升生產和管理效率。
【參考文獻】
[1]汪應洛,袁志平.工業工程導論[M].北京:中國科學技術出版社,2001.
[2]葛紅光,張承巨.業務流程再造理論研究[J].科技與管理,2000(2):70-72.
[3]陳榮秋,馬士華.生產與運作管理[M].北京:高等教育出版社,1999.
[4]石渡淳一,加藤賢一郎.最新現場IE管理[M].嚴新平,等,譯.深圳:海天出版社,2004.
[5]李寧,錢小燕.基于ED的裝配車間生產物流分析及優化[J].組合機床與自動化加工技術,2014(04):154-160.
[6]BenjaminNiebel,Andris Freivalds.Methods Standards and Work Design[M].10th ed.New York:Mc Graw Hill,1999. Society of Mechanical Sciences and Engineering, 2003,25(4):329-335.
[責任編輯:湯靜]
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
中學生數理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
昆鋼科技(2021年2期)2021-07-22 07:47:04
昆鋼科技(2021年1期)2021-04-13 07:54:52
中學生數理化(高中版.高考數學)(2020年2期)2020-04-21 07:51:18
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
當代化工研究(2016年7期)2016-03-20 16:21:56
求學·理科版(2016年1期)2016-02-29 15:34:46
現代制造技術與裝備(2015年4期)2015-12-23 10:20:22
湖南安全與防災(2014年5期)2014-02-27 14:01:38
