外覆蓋件滑移線分析與研究(上)
2016-07-01 15:58:49孫淑環(huán)張?jiān)粕?/span>一汽模具制造有限公司技術(shù)研發(fā)部
鍛造與沖壓 2016年8期
文/孫淑環(huán),張?jiān)粕健ひ黄>咧圃煊邢薰炯夹g(shù)研發(fā)部
外覆蓋件滑移線分析與研究(上)
文/孫淑環(huán),張?jiān)粕健ひ黄>咧圃煊邢薰炯夹g(shù)研發(fā)部

孫淑環(huán),高級(jí)工程師,主要從事汽車車身覆蓋件模具沖壓工藝方案制定、沖壓工藝過程設(shè)計(jì)及有限元分析工作。
滑移線是轎車外覆蓋件沖壓成形中不可避免的問題,也是該領(lǐng)域研究的焦點(diǎn)和難點(diǎn)問題,本文通過對(duì)轎車外覆蓋件滑移線進(jìn)行分析研究,可以在設(shè)計(jì)階段對(duì)滑移線進(jìn)行區(qū)域及大小的預(yù)測,對(duì)減小或消除滑移線具有重要的指導(dǎo)意義,為以后對(duì)此類產(chǎn)品滑移線控制奠定了基礎(chǔ)。
汽車自上個(gè)世紀(jì)誕生以來,已經(jīng)走過了風(fēng)風(fēng)雨雨一百多年。一百多年汽車的發(fā)展速度是如此驚人,今天人們對(duì)汽車的要求不僅僅是代步工具,對(duì)外觀的要求越來越高,使得外覆蓋件的形狀越來越復(fù)雜,特別是R角越來越小,有的產(chǎn)品造型要求凸模R角銳棱加工。產(chǎn)品表面更容易產(chǎn)生滑移線,從而使得外覆蓋件外觀質(zhì)量控制難度大大提高。
本文在沖壓成形模擬的基礎(chǔ)上,結(jié)合實(shí)際經(jīng)驗(yàn)對(duì)外覆蓋件的滑移線進(jìn)行了分析研究,探討了滑移線發(fā)生機(jī)理、影響滑移線產(chǎn)生因素以及減小或消除滑移線的控制方法,為以后對(duì)此類產(chǎn)品滑移線控制奠定了基礎(chǔ)。
外覆蓋件形狀特點(diǎn)
汽車車身外覆蓋件多是尺寸大、形狀復(fù)雜的三維空間曲面,要求具有較高的尺寸精度,以保證整車裝配時(shí)的準(zhǔn)確性、互換性,具有高品質(zhì)的表面質(zhì)量,表面不允許有滑移線、沖擊線、褶皺、凹痕、擦傷、壓痕等缺陷,棱線應(yīng)清晰、光順、過渡均勻,產(chǎn)品造型面特征線R角越來越小,在拉延成形過程中,極易產(chǎn)生滑移線。圖1所示是車身外覆蓋件幾種典型產(chǎn)品易產(chǎn)生滑移線的區(qū)域。
滑移線的發(fā)生機(jī)理
滑移線指板料在外力作用下,接觸產(chǎn)品特征線拉延凸模圓角時(shí),由于板料受到不均一負(fù)荷、非對(duì)稱負(fù)荷等情況,在產(chǎn)品特征線拉延凸模處產(chǎn)生相對(duì)位置偏移,特征線拉延凸模對(duì)板料的內(nèi)表面產(chǎn)生劃傷,在此過程中由于板料在特征線拉延凸模處產(chǎn)生正反彎曲變形,當(dāng)變形由彈性變形變成塑性變形并達(dá)到一定程度時(shí)在產(chǎn)品外表面會(huì)體現(xiàn)出來,形成痕跡,隨著板料成形過程的結(jié)束,最終痕跡留在產(chǎn)品外表面造成嚴(yán)重的質(zhì)量缺陷。圖2是實(shí)際現(xiàn)場調(diào)試中出現(xiàn)滑移線的產(chǎn)品實(shí)例。

圖1 車身外覆蓋件中易產(chǎn)生滑移線的區(qū)域

圖2 實(shí)際現(xiàn)場調(diào)試出現(xiàn)滑移線的產(chǎn)品
有些產(chǎn)品滑移線在沖壓工藝設(shè)計(jì)時(shí),通過優(yōu)化工藝方案是可以消除的,如側(cè)圍外板、行李廂外板、后背門外板等。有些產(chǎn)品的滑移線由于產(chǎn)品形狀特殊及沖壓工藝的局限,在沖壓工藝設(shè)計(jì)時(shí)無論采取什么方案都沒法消除滑移線,在設(shè)計(jì)時(shí)只能盡量減輕滑移線留在外表面的痕跡。
圖3 所示是一汽大眾幾款新車型的發(fā)罩外板,其兩側(cè)特征線R值很小,甚至為0,要求凸模加工成銳棱。由于產(chǎn)品形狀左右對(duì)稱,為了保證制件有剛性,需要板料在成形過程中有足夠的塑性變形,即板料的初始長度要小于凸模的展開長度,這個(gè)長度差就要通過內(nèi)部板料在兩側(cè)外力的作用下被拉伸來產(chǎn)生。當(dāng)板料接觸凸模銳棱時(shí)會(huì)產(chǎn)生滑移線,產(chǎn)品中間部位塑性變形程度越大,產(chǎn)生的滑移線越大,而且凸模銳棱越容易破裂,所以特征線為銳棱的產(chǎn)品在設(shè)計(jì)和調(diào)試時(shí)與以往常規(guī)產(chǎn)品是不同的。
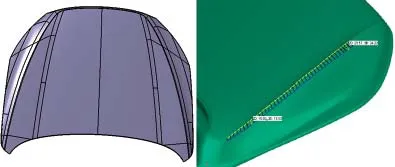
圖3 發(fā)罩外板特征線R值為0
圖4 a為一款車的門外板,A區(qū)域?yàn)楫a(chǎn)品特征線易產(chǎn)生滑移線的區(qū)域。拉延成雙,對(duì)接方式如圖所示,由于受到板料大小限制,板料尺寸超過廠家提供規(guī)格,無法在國內(nèi)采購。如國外采購板料會(huì)大大提高汽車開發(fā)成本,廠家不同意,為了將板料控制在國內(nèi)能采購的規(guī)格,兩制件對(duì)接距離受到限制。而B區(qū)域有六個(gè)孔需要斜楔沖孔來完成,由于兩件之間距離小使得斜楔方向不能太大,否則兩斜楔發(fā)生干涉,這樣主沖壓方向就不能轉(zhuǎn)到消除產(chǎn)品滑移線所需的位置。特殊的沖壓工藝決定了滑移線不能消除。圖4b為有限元模擬分析結(jié)果,從圖上可以看出,C處有滑移線產(chǎn)生,D處有二次沖擊線產(chǎn)生。二者相互矛盾,如果材料塑性變形加大,那么滑移線加大,而沖擊線減小,反之亦然。在調(diào)試時(shí)應(yīng)根據(jù)二者關(guān)系,盡量避免對(duì)產(chǎn)品表面造成缺陷,確保噴漆以后不留痕跡。
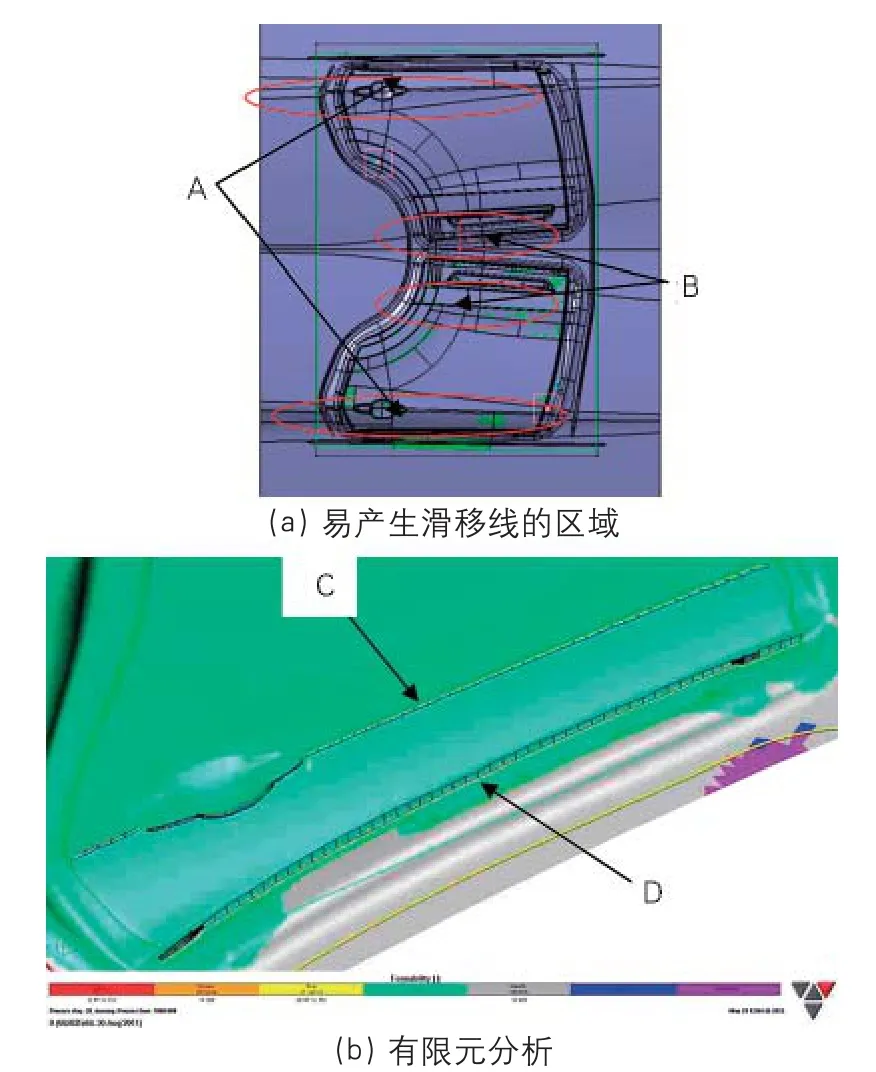
圖4 車門外板易產(chǎn)生滑移線的區(qū)域
影響滑移線產(chǎn)生的因素
產(chǎn)品造型
圖5 為某款車型后背門外板的拉延補(bǔ)充模型,圖6為其模擬分析結(jié)果。在不改變拉延補(bǔ)充模型及模擬分析參數(shù),只改變產(chǎn)品特征線處兩面連接的曲面曲率半徑R值的情況下,研究滑移線的變化情況,試驗(yàn)過程如圖7~圖10所示。
通過不同R值模擬結(jié)果分析,產(chǎn)品特征線處兩面夾角及兩面連接的曲面曲率半徑R值直接影響外表面滑移線的產(chǎn)生,R值越小,板料接觸產(chǎn)品特征線凸模形狀時(shí),材料發(fā)生塑性變形程度越大,產(chǎn)生滑移線越早,留在產(chǎn)品外表面的痕跡越重。
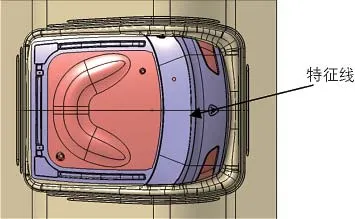
圖5 拉延補(bǔ)充模型
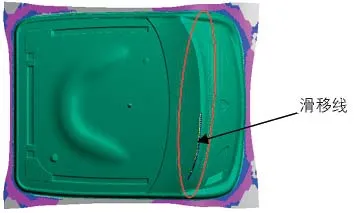
圖6 模擬分析結(jié)果
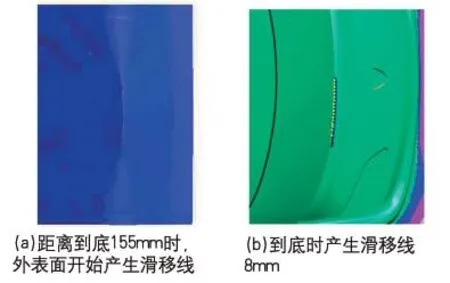
圖7 產(chǎn)品曲率半徑為3mm模擬分析結(jié)果
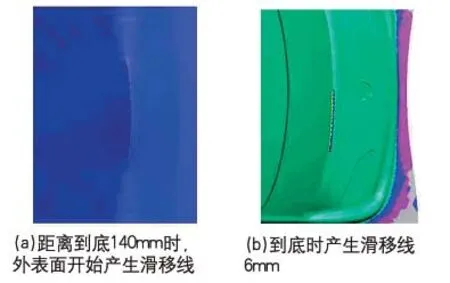
圖8 產(chǎn)品曲率半徑為6mm模擬分析結(jié)果
沖壓方向
沖壓方向?qū)凭€的影響在沖壓工藝補(bǔ)充造型中是最重要的,特別對(duì)像行李廂外板、后背門外板等產(chǎn)品,正確的沖壓方向能徹底消除滑移線,如果沖壓方向不正確,使得產(chǎn)品特征線兩側(cè)受力不均勻,相差比較懸殊,以后很難通過調(diào)整其他工藝參數(shù)來消除滑移線。所以對(duì)于外覆蓋件,在進(jìn)行工藝補(bǔ)充造型方案分析時(shí),首先應(yīng)分析滑移線產(chǎn)生的位置及大小再確定沖壓方向,除非使用廠家有特殊要求,如沖壓工序數(shù)量、成雙件生產(chǎn)板料大小等限制,在這種情況下,應(yīng)和使用廠家進(jìn)行分析研究后再進(jìn)行設(shè)計(jì)。下面就是后背門外板在工藝補(bǔ)充時(shí)沖壓方向?qū)凭€影響的實(shí)例。圖11、圖12、圖13所示分別是和汽車坐標(biāo)系成30°、32°、35°三種不同沖壓方向進(jìn)行模擬的結(jié)果。
從圖11、圖12、圖13可以看出,隨著角度增大,滑移線逐漸減小,當(dāng)角度為30°、32°時(shí)滑移線都向右移動(dòng),當(dāng)角度為35°時(shí),滑移線先向右移動(dòng),拉延到底時(shí),又向左移動(dòng)。說明35°時(shí)特征線兩側(cè)受力比較均勻,最終試驗(yàn)以35°作為拉延沖壓方向,按此方案設(shè)計(jì)調(diào)試后產(chǎn)品沒有產(chǎn)生滑移線。
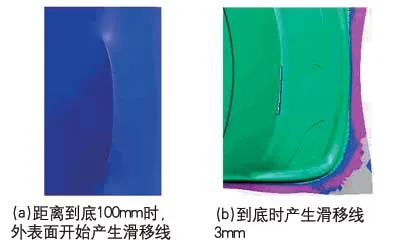
圖9 產(chǎn)品曲率半徑為10mm模擬分析結(jié)果
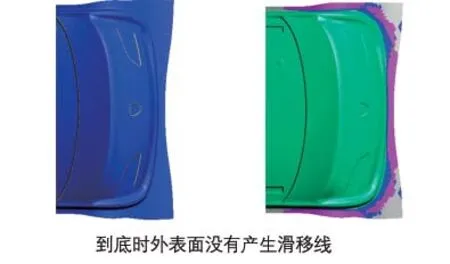
圖10 產(chǎn)品曲率半徑為20mm模擬分析結(jié)果
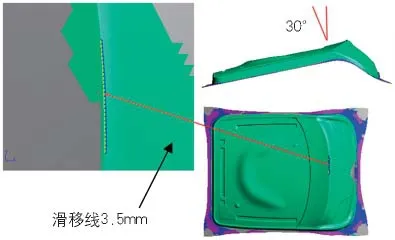
圖11 沖壓方向30°

圖12 沖壓方向32°
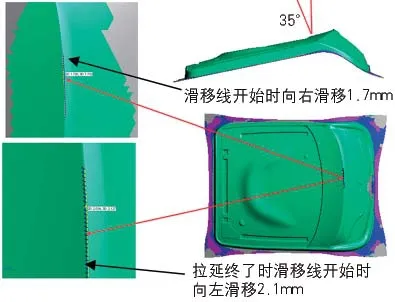
圖13 沖壓方向35°
《外覆蓋件滑移線分析與研究(下)》見2016年第10期
猜你喜歡
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
山東冶金(2019年6期)2020-01-06 07:45:54
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
當(dāng)代陜西(2019年10期)2019-06-03 10:12:04
數(shù)學(xué)小靈通·3-4年級(jí)(2017年9期)2017-10-13 08:10:54
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
小天使·一年級(jí)語數(shù)英綜合(2015年2期)2015-01-14 06:35:05
