CPR1000核電廠無刷勵磁機轉子繞組脫焊故障的查找和處理
2016-07-05 01:09:30尚新建
電力與能源 2016年3期
尚新建,高 乾
(1.福建寧德核電有限公司,福建 福鼎 355200;2.四川東方電機有限公司,四川 德陽 618000)
CPR1000核電廠無刷勵磁機轉子繞組脫焊故障的查找和處理
尚新建1,高乾2
(1.福建寧德核電有限公司,福建 福鼎355200;2.四川東方電機有限公司,四川 德陽618000)
摘要:介紹了無刷勵磁機轉子繞組端部并頭套部位脫焊故障點的定位和處理措施。根據勵磁機轉子繞組電氣接線展開圖特點,采用不同方法測量了轉子繞組的直流電阻,通過對不同方法測出的試驗數據和出廠試驗數據分析,對轉子繞組通入大電流溫升試驗和拆開疑似故障點再次試驗驗證的方法,最終確定了脫焊故障點。在現場用大功率中頻焊機對繞組并頭套脫焊故障點處理,最后手包絕緣、干燥處理后,順利通過了驗收試驗。該缺陷有效的處理和解決,作為該型機組重要經驗反饋,為該類型故障的查找和處理積累了寶貴的經驗。
關鍵詞:CPR1000核電站;發電機勵磁系統;無刷勵磁機;旋轉電樞相間直流電阻;釬焊
核電站2號無刷勵磁機大修期間,在測量旋轉電樞相間直流電阻時,發現有7組數據(相鄰相端接頭)出現明顯偏差,最大偏差約60%。標準要求與平均值相差不超過5%。通過仔細查找和相關試驗,確定了在第28相的焊接頭存在脫焊導致接觸不良的故障。隨后在寧德基地進行了有效處理,并順利通過了驗收試驗。本文論述了該缺陷的查找、處理方法。
1該電站無刷勵磁機特點
該電站發電機勵磁系統采用的是ALSTOM公司設計的TKJ167-45型無刷勵磁機,該型勵磁機不設置軸承,整個外轉子(旋轉電樞和整流器)為一簡形結構,懸掛在發電機轉子端頭,而靜止的磁極部分則固定于無刷勵磁機的機座上。電樞繞組為多相多變形連接,相數為39相,每一相與一個硅整流器組件連接(共39個整流器組件,包括39個熔絲和78個整流器元件),共組合成13組三相整流橋并沿圓周均勻布置,每組整流橋的共陽極組(正極)和共陰極組(負極)輸出分別連接到同樣沿圓周布置的兩個匯流排上,匯流排與連接于發電機勵磁繞組的導電桿相連接。
2轉子繞組故障點查找
轉子繞組故障點在機組長時間運轉離心力和機組振動、溫升等綜合作用下,脫焊部位會逐步加重,從而造成該部位接觸電阻增加,電流異常升高,導致勵磁機燒毀、機組停機的嚴重事故。鑒于故障的危害性,分別從以下幾個方面做了查找。
2.1測量、分析直流電阻數據,確定轉子繞組故障點范圍
對勵磁機轉子按維修程序進行直流電阻測量,其中7組數據比其它明顯偏高,約高了60%(見表1)。
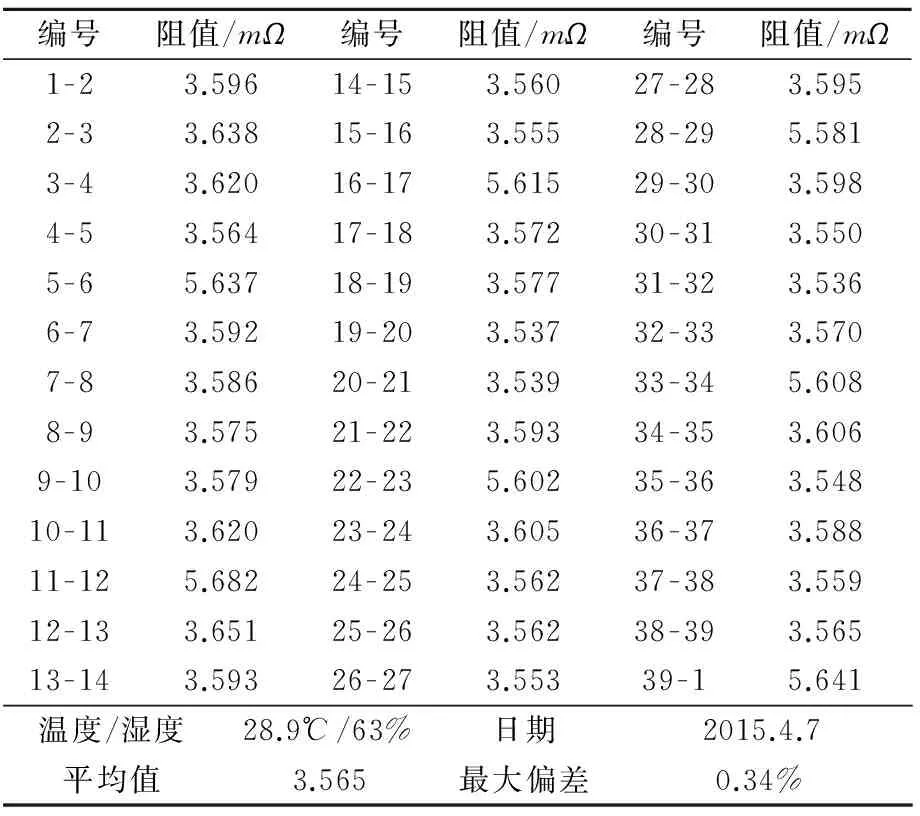
表1 勵磁機轉子繞組直流電阻首次測量數據
拆開熔斷器與繞組連接螺栓,直接將試驗儀器的測試線夾插入固定繞組的螺栓孔測量,測量結果不變,說明問題與連板接觸電阻無關。
使用QB44手動雙橋和QJ44B自動雙橋兩種不同型號的雙橋測量結果基本一致。排除了儀器的測量因素。
查看該勵磁機轉子出廠試驗報告,出廠試驗數據見表2所示,結果正常,未發現相間有偏差的情況。
按照前述測量的方法,測量1-2端子的直流電阻,實際測到的直流電阻是1-12-23等32個繞組串聯后再與2-13-24等7個繞組串聯的并聯值。
根據勵磁機轉子繞組連接展開圖,采用另外的測量方法再次測量,即測量1-12,12-23……39-11的直阻。測量的實際阻值是1個繞組與另外38個繞組串聯后的并聯電阻。測量結果見表3。
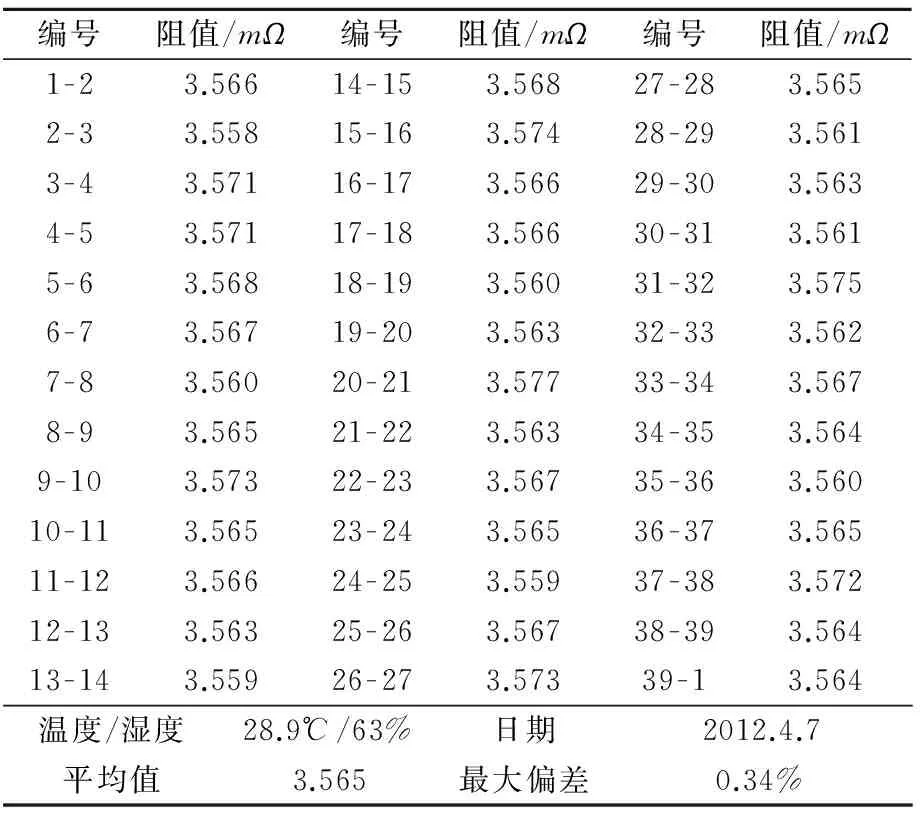
表2 勵磁機轉子出廠試驗數據
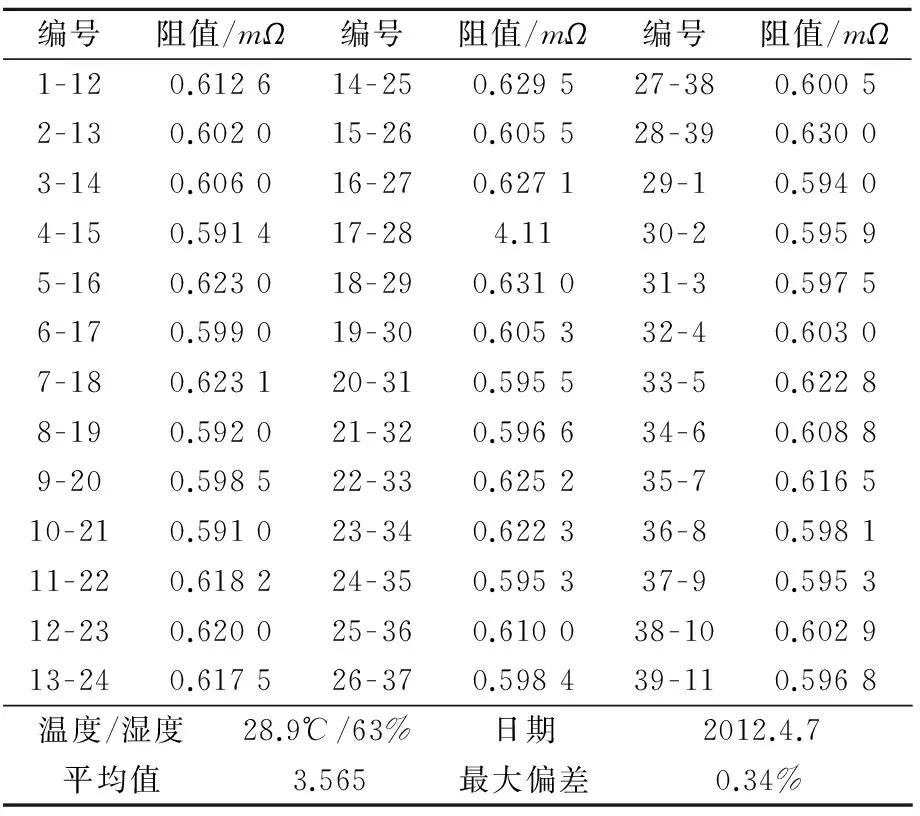
表3 勵磁機轉子繞組電阻數據
從表3數據可以看出,第17-28相繞組直阻為4.11毫歐,比其它繞組高約7倍。拆開第17和28號繞組與連接片的螺栓,直接用測試線插入繞組螺栓孔(排除連接片接觸電阻),測量結果不變。基本可以判定第17-28相繞組存在故障。
2.2轉子繞組通流溫升試驗,進一步確認故障點
在第17至28相的相端接頭和并頭套上標記出可能的疑似故障點,對旋轉電樞進行通電流溫升試驗,通過熱成像儀檢查疑似故障點的溫升情況。試驗使用的主要儀器:DDG-1000A大電流發生器,紅外線成像儀1個,紅外測溫儀1個,分流器1個,QJ44雙臂電橋。
給電樞繞組其中兩相端子部位接入大電流發生器,先將電流升至100A,然后用紅外測溫儀檢查繞組線棒、接頭等部位的發熱情況。通流約40分鐘后,第28相接頭部位達97.7℃,其余相部位溫度約66.4℃,明顯高于其他相約31℃。從紅外成像儀的熱成像看,第28相端接頭靠近內側(二極管整流器部件)有明顯的熱點(見圖1),而其他疑似故障點并沒有明顯的過熱情況,因此初步確定該點為故障點。
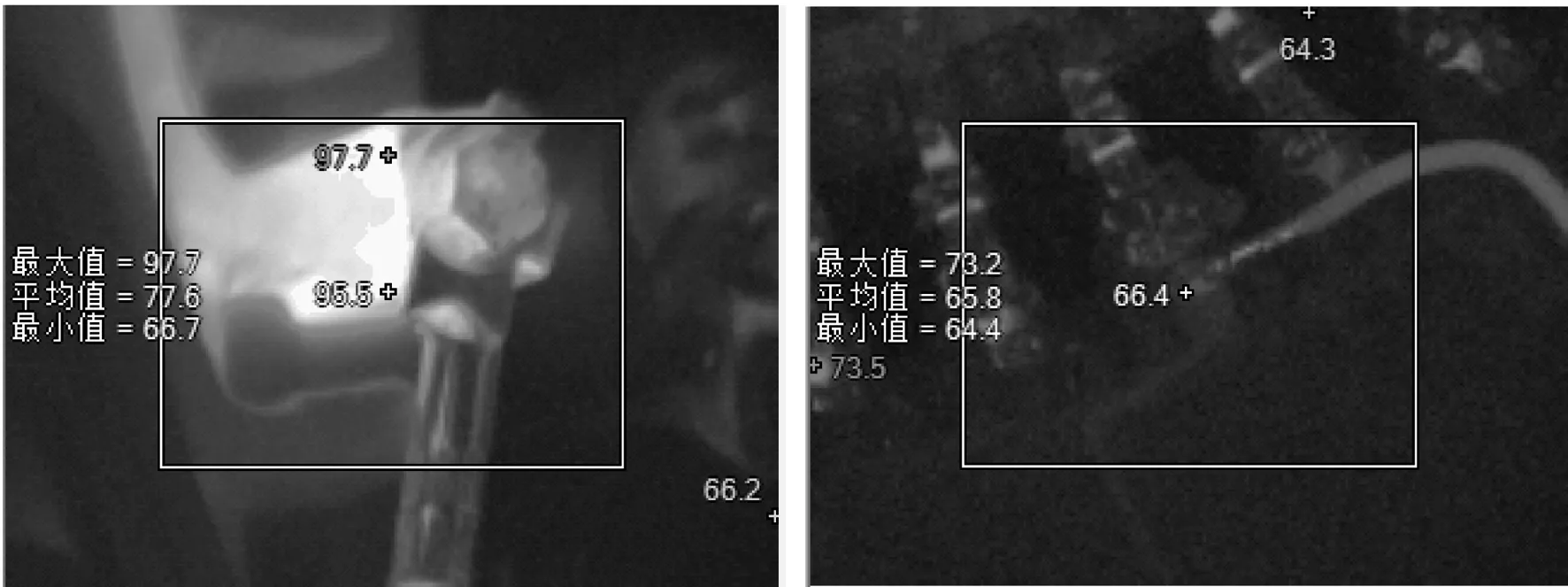
圖1 溫度高點和正常部位紅外成像圖
為進一步確定該故障點,將第17、28相端接頭連接的兩個并頭套(非二極管側)的絕緣磨開,再次進行直流電阻測量,以進行數據的對比。經過檢測的數據對比,第28相端接頭與下層線圈相連的并頭套之間的直流電阻為10mΩ,而17#數據為0.3mΩ,因此可確認為第28相端接頭與下層線圈的連接已經存在脫焊。
此點的脫焊可能是因為本身焊接存在一定隱患,在廠內動平衡超速和出廠試驗內并沒有暴露出來,在現場運轉長達1年的離心力作用下,焊頭出現脫焊。而運轉時,勵磁機的二極管檢測裝置只有在二極管完全開路的情況下才會報警,焊頭脫焊帶來的電流的變化并不會引起二極管的報警,因此現場勵磁機運行過程一直沒有暴露出這個問題。
3故障缺陷的處理、修復
故障相端接頭的焊接采用中頻感應釬焊工藝,焊接完畢再手包絕緣,最后通過電氣試驗,驗證了釬焊工藝和手包絕緣的可靠性。
中頻感應釬焊的特點:中頻釬焊加熱速度極快,短時間內就能使釬料達到熔點溫度,線棒表面來不及氧化,釬料就已經調和熔解并填滿了釬縫凹坑空間。整個釬焊區域內受熱均勻,避免了普通手工焊接局部加熱而導致的釬縫氧化起皮、易產生氣孔,焊接質量難以保證的弊端。更重要的是感應中頻焊接對繞組周圍絕緣影響非常小,操作方便。
3.1中頻釬焊工藝流程
線棒電接頭釬焊采用1臺MFG24/40型中頻焊機,釬料為銀焊絲和銀焊片,銀焊絲的型號規格為BcU80AgP,Φ2mm。銅銀磷釬料,這種釬料含銀15%,含銅80%,余量為磷。該釬料又被稱作自釬劑釬料,其中的磷成分不但能夠有效地降低釬料熔點,還能夠在釬焊過程中去除母材表面氧化物,增加釬料的潤濕性和毛細流動性,這樣即簡化了釬焊操作,又避免殘留釬劑對銅繞組的腐蝕;助焊的銀焊片成份含量與銀焊絲相同,材料截面與電接頭的尺寸相同。
釬焊工藝過程:
(1) 拆除第27,28,29相整流模塊,以防止釬焊帶來的高溫對整流模塊的損傷。
(2) 去除第28相端接頭,4個并頭套(檢測時磨開了絕緣)上包裹的絕緣,將相端接頭和并頭套向上抬起3~5mm。端接頭的調整過程中,要注意線棒端部不能受力過大,以免損傷端部螺孔。
(3) 在相端接頭下塞入盡量多的生云母片,在線圈和絕緣周邊塞入浸濕的硅酸鋁耐火纖維氈等做好絕緣的隔熱防護,防止高溫燒傷線棒絕緣。下部做好防止在加熱過程中殘余釬料和焊渣金屬顆粒落入底部縫隙。
(4) 釬焊前,在端接頭插接縫隙之間插入銀焊片。銀焊片熔化溫度為650℃,焊接溫度可達700℃左右,用“C”形夾夾緊,套入加熱用感應圈。將其通電加熱,當感應線圈達到近鎢紅顏色,即接頭達到釬焊溫度時(約650℃),在釬縫中預放的銀焊片開始熔化,此時可迅速使用Φ2mm銀焊絲向釬縫中填加釬料。并在熱態下將釬縫調直、調平,使釬縫飽滿、無氣孔。
(5) 用感應焊機配合釬焊感應圈對相端接頭進行補焊,填充焊料。釬焊過程中可適量旋緊C形夾具,以減小間隙。
(6) 用焊料對相端接頭的導電面進行補焊搪錫,以增強釬料潤濕能力和防止銅繞組金屬表面氧化,降低接觸電阻和能量損耗。當釬縫全部填滿無間隙后,可停掉電源,立即用水對相端接頭進行降溫,并接入干燥壓縮空氣吹掃,加速接頭冷卻。等溫度降低至室溫后再將生云母片以及硅酸鋁耐火纖維氈拆下。
(7) 用熱烘機對相端接頭進行烘焙去除水汽。
(8) 釬焊后,用銼刀、砂布、電磨頭清除接頭表面的釬料、焊瘤及氧化物,使接頭呈現本色,再用酒精、白布擦洗干凈,最后進行釬焊質量檢查。以5~lO倍放大鏡作外觀檢查,要求釬縫充滿釬料、飽滿平整、光滑無氣孔、無裂紋、線棒絕緣不應有燒傷痕跡。表面直徑1mm的氣孔、沙眼不允許有連續2個以上。
(9) 拆除周圍硅酸鋁耐火纖維氈、防護布等所做的防護措施,用細砂紙和銼刀打磨相端接頭四周被氧化的部位和尖角毛刺,并清理殘留在絕緣板和線棒上的雜質和銅屑。
3.2手包絕緣和電氣試驗驗證
焊接完畢后,用QJ44雙臂電橋測量相間直流電阻,數據見表4。
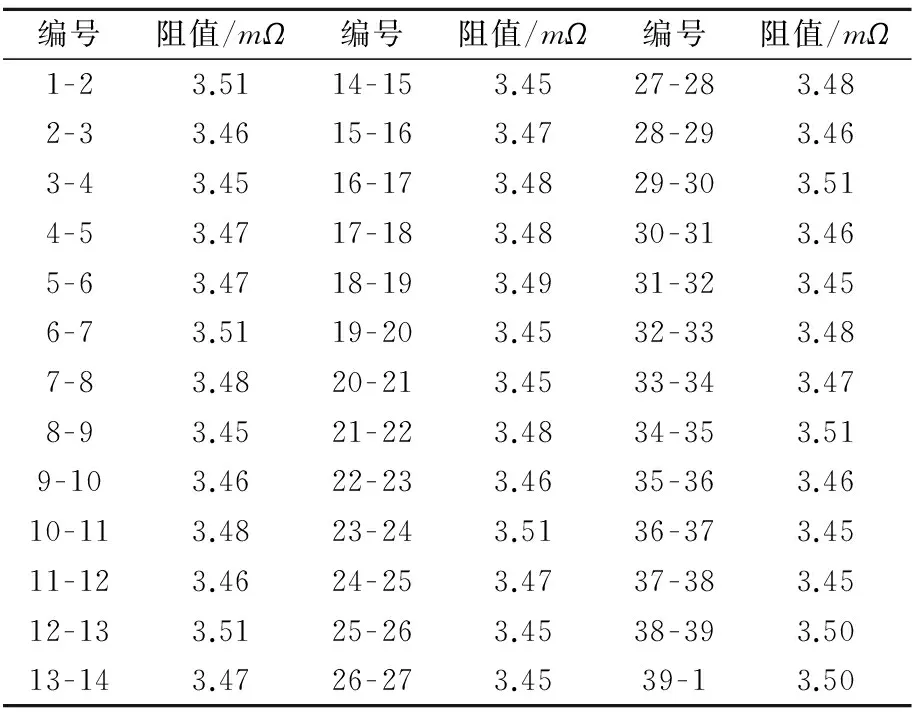
表4 修后勵磁機轉子繞組電阻數據
結論:結果偏差約1.7%(廠家標準:小于2%),結果合格。
對相接頭手包絕緣:對相端接頭和并頭套進行絕緣的綁扎,粘帶和熱收縮帶配合室溫固化膠J0139,對相端接頭和并頭套進行邊包邊刷。綁扎完后,用尼龍錘將相端接頭和并頭套敲至與絕緣板適形 ,并用熱烘槍對絕緣進行加熱,以確保熱收縮帶的收縮和加速室溫固化膠的有效固化。
絕緣固化后,恢復先前拆除的整流模塊及其他裝配,使用兆歐表(DC500V)對旋轉電樞絕緣電阻進行測量,達到100MΩ后,對旋轉電樞進行0.8倍驗收耐壓的交流耐壓試驗(見表5)。
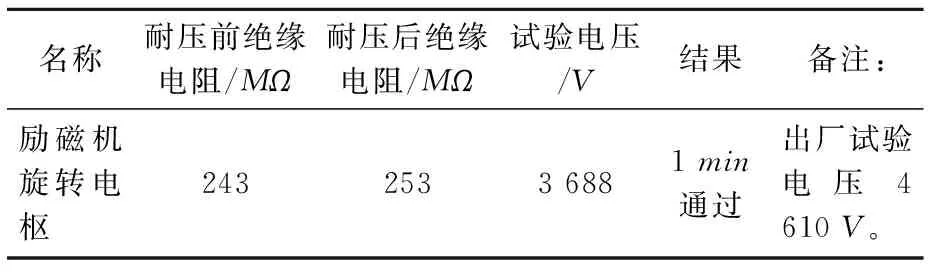
表5 交流耐壓試驗數據記錄
結論:試驗合格。
4結論
本次故障查找方法可行,定位準確。處理故障缺陷采用的“轉子繞組線棒電接頭中頻釬焊工藝”保證了線棒接頭釬焊加熱迅速,質量高且穩定。釬焊效果好,美觀且釬縫強度高。手包絕緣后檢查并對轉子繞組整體施加交流耐壓試驗,耐壓試驗順利通過,結果達到了電氣性能指標和要求,順利通過了質量驗收。
該缺陷的及時、有效解決,避免了機組運行期間非計劃停機和重要設備損壞的重大事故,為后續機組的穩定運行提供了重要保障。同時,為處理類似故障缺陷提供重要經驗反饋和積累。
(本文編輯:楊林青)
Desoldering Fault Finding and Processing of Brushless Exciter Rotor Winding in CPR1000 Nuclear Power Plant
SHANG Xin-jian1,GAO Qian2
(1.FujianNingdeNuclearPowerCo.,Ltd.,Fuding355200,China;2.SichuanDongfangElectricMachineryCo.,Ltd.,Deyang618000,China)
Abstract:This paper introduces the desoldering fault location and processing measures for brushless exciter rotor winding-sleeve connection. According to the characteristics of exciter rotor winding electric wiring diagram, the DC resistance of the rotor winding was measured in different methods, and the test data and the ex-factory test records were analyzed and compared. Through testing the rotor winding temperature rise with the access of large current, and disassembling the suspected fault point for retesting, the desoldering failure location was finally determined. On the site, the high-power medium-frequency welder was applied to process the desoldering faults. Finally after hand-made insulation and drying processing, it successfully passed the acceptance test. The effective treatment and solution of the defect is the valuable experience for finding and processing the similar faults.
Key words:CPR1000 nuclear power plant; generator excitation system; brushless exciter; rotating armature phase-to-phase DC resistance; brazing
DOI:10.11973/dlyny201603026
作者簡介:尚新建(1981),男,工程師,從事核電廠發電機維修管理工作。
中圖分類號:TM623
文獻標志碼:B
文章編號:2095-1256(2016)03-0371-04
收稿日期:2016-03-04