基于有限元的薄壁鑄鋼件澆注系統分析
2016-07-07 01:58:20劉洋
中國鑄造裝備與技術 2016年2期
關鍵詞:有限元
劉洋
(陜西工業職業技術學院,陜西咸陽 712000 )
?
基于有限元的薄壁鑄鋼件澆注系統分析
劉洋
(陜西工業職業技術學院,陜西咸陽 712000 )
摘要:借助于有限元分析技術,分析薄壁鑄鋼件不同澆注系統的充型過程。對比分析結果優化澆注方案,達到鑄件平穩充型,提高產品質量,縮短工藝設計周期的目的。
關鍵詞:充型;有限元;鑄鋼件
稿件編號:1510- 1087
將計算機仿真技術應用到鑄造工藝的設計環節,可實現“設計-模擬驗證-優化設計” 的鑄造工藝設計全過程,對鑄件品質的提高具有實際應用價值與理論研究意義[1]。本文借助有限元法的Pro-CAST軟件,分析不同的澆注方法對薄壁鑄鋼件的充型影響,確定最優的澆注系統。
1 工藝方案
1.1 澆注方案
如圖1所示,該鑄件是一個內腔結構復雜的長方體鑄件,內部結構復雜,壁厚較薄,絕大部分壁厚在10~40 mm之間,為保證鑄件縱向順序凝固,該澆注系統的澆注位置設在鑄件的側面最低處,使鋼液從低處導入。考慮到鑄件壁厚較薄,為保證鑄件的充型,澆注系統要求結構簡單,斷面尺寸應充型快而平穩,流股不宜分散過多,設計澆注系統方案Ⅰ,如圖2.a所示,在鑄件側面最低處每個鑄件開設一個內澆道,不設計橫澆道,保證鑄件的充型速度。同時,為了防止鋼液流通效應過強產生的接觸熱節對鑄件凝固補縮的熱干擾,以利于減少局部熱節,并在凝固初期形成合理的溫度梯度,以利于液態補縮,同時有利于減少鑄造應力,防止沖砂缺陷。因此又設計了方案Ⅱ,如圖2.b所示,每兩個框架鑄件設計一個橫澆道和兩個內澆口。
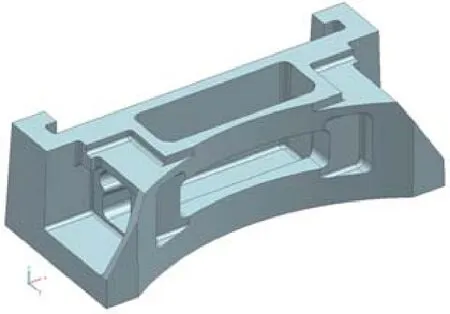
圖1 框架鑄件模型
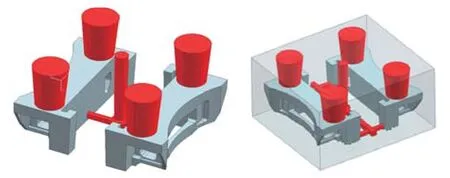
圖2 澆注方案
1.2 仿真準備
應用UG三維建模軟件對鑄件及鑄造工藝進行三維實體造型。將建好的CAD模型文件轉換成Pro-CAST所支持的STEP格式文件,然后導入到Mesh-CAST中進行網格剖分,并設置相應的仿真參數,進行仿真計算[2]。考慮到該鑄件標準的對稱結構,因而仿真計算時,采用對稱計算方法來降低計算復雜度[3]。
2 有限元分析
2.1 方案Ⅰ結果分析
鑄件充型狀態如圖3所示。當充型1 s時,在內角口A區域的流速非常大,在1.5~2.3 m/s之間,并且由于該區域液態金屬流動的截面變化,導致了流速的降低,但降低后仍非常大。因此,此處極易造成過熱和沖砂等現象。
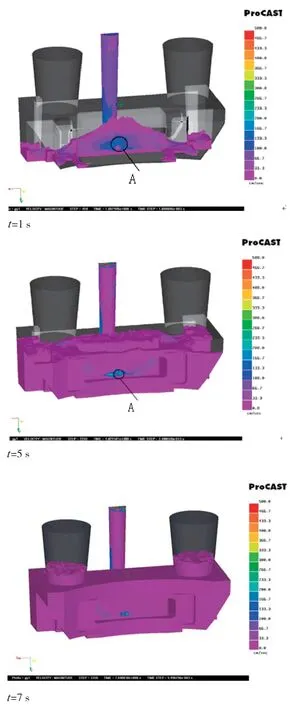
圖3 方案Ⅰ充型過程中流速變化
在充型5 s時,在內角口A處流速一直較大,在1.6 m/s之上,其它位置流速基本保持在0.6~1.0 m/s之間,且液面波動較大。
在充型7 s時,液態金屬流動至冒口中部,液面波動依然大。
如圖4所示,為鑄件內角口位置在充型6 s時的流速截面圖,由圖可知在內角口位置的流速在4.5 m/ s 以上,該位置必然會出現過熱和沖砂的現象。因此,從流速圖上看,流速的變化較大,澆注系統設計不合理。
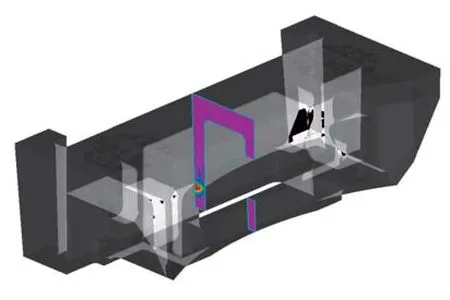
圖4 截面流速檢測點位置
2.2 方案Ⅱ結果分析
鑄件的充型狀態如圖5所示,當充型1 s時,在A、B區域的流速變化較大,這是由于A、B區域分別為液態金屬流動的截面變化處和液面流動前端,變化處的流速比前端的流速大,主要是結構截面開始變化,液面有波動。經過測量A區域的鋼液流速由1.66 m/s降低到0.94 m/s,在B區域則降低到0.58 m/s。
在充型2 s時,在C、D兩個區域的流速為0.41 m/s、0.41 m/s,而在同一鑄件型腔內除A、B區域外流動速度明顯降至0.25 m/s左右,并且液面較為平穩。
在充型5 s時,在該充型時間內的鋼液流速一直較平穩,流速基本保持在0.27 m/s以下。
當充型進行到7 s時,已經充型到冒口中部,液面流動平穩。因此,從流速圖來看,液態金屬流動上升過程中,流速較平穩,澆注時間較合理,澆注系統設計合理。
3 澆注系統確定
基于以上模擬結果和分析,認為方案Ⅱ澆注系統設計合理,流場基本平穩,澆注時間較合理,模具預熱溫度合理。保證砂型的預熱溫度大于50 ℃,采用8 s澆注時間金屬液完全可以充滿型腔。從不同時刻的流動狀態來看,液態金屬流動上升過程中,流速較平穩,為最終確定的鑄件澆注系統。按照方案Ⅱ澆注系統設計進行試生產,并對所生產的鑄件進行了質量檢測,結果表明鑄件質量完全滿足技術要求。
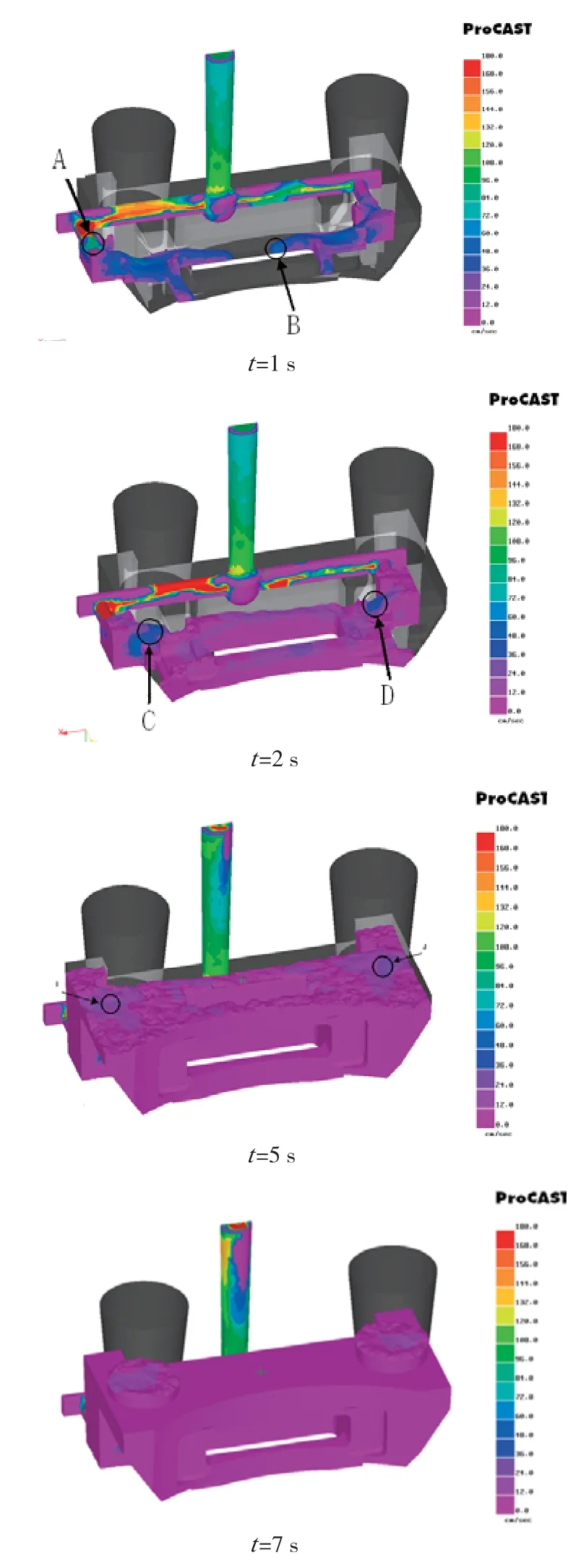
圖5 方案Ⅱ鑄件充型過程中流速變化
4 結論
借助于有限元分析技術,分析不同澆注系統對鑄件的充型過程的影響,其分析結果與實際情況大致相同,說明該方法的有效性[4]。此外,利用有限元技術分析、改進薄壁鑄鋼件澆注系統設計,可大幅縮減產品的設計和生產周期。同時,可用該方法確定其他類型鑄件的鑄造工藝。
參考文獻
[1] 韓潔麗,龍思遠,曹韓學,等.鎂合金的發展動態和前景展望[J].特種鑄造及有色合金,2008,28(7):510- 512.
[2] 劉永剛.基于有限元分析的鋁合金薄壁鑄件澆注系統的確定[J].鑄造技術,2014,(10):2451- 2453.
[3] 張紅松,張希俊,張方.鑄造過程計算機數值模擬的國內外研究概況[J].昆明理工大學學報,2003,(5):55- 58.
[4] 王猛.基于有限元的鋁合金壓鑄件澆注系統的優化設計[J].鑄造技術,2013,(8):1073- 1075.
[5] 閆雪冬,丁彥闖, 兆文忠. 鑄件有限元法數值仿真關鍵技術研究[J]. 中國鑄造裝備與技術,2004(3).
[6] 范曉明, 王志,龍志平,等. 基于ProCAST的葉輪鑄件鑄造工藝優化[J]. 中國鑄造裝備與技術,2014(4).
Analysis of casting system of thin wall steel castings based on f nite element method
LIU Yang
(Shaanxi Polytechnic Institute,Xianyang 712000, Shaanxi,China)
Abstract:The mold fi lling progress of thin wall steel castings with different gating system is analyzed by the method of fi nite element analysis technique. The gating system scheme is optimized by comparison and analysis. Using the optimized gating system to prepare casting, the mold is fi lled smoothly, the the quality of products is improved, and the process design cycle is shortened.
Keywords:fi lling; fi nite element; steel castings
中圖分類號:TG244+.2;
文獻標識碼:A;
文章編號:1006-9658(2016)02-0031-03
DOI:10.3969/j.issn.1006-9658.2016.02.010
收稿日期:2015- 10- 11
作者簡介:劉洋(1982—),男,碩士,講師. 主要研究方向為鑄造工藝.
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
