基于Moldflow的注塑模熱流道技術(shù)應(yīng)用
2016-07-13 09:03:48李彬震德塑料機(jī)械有限公司廣東佛山528300
橡塑技術(shù)與裝備 2016年12期
李彬(震德塑料機(jī)械有限公司,廣東 佛山 528300)
?
基于Moldflow的注塑模熱流道技術(shù)應(yīng)用
李彬
(震德塑料機(jī)械有限公司,廣東 佛山 528300)
摘要:借助模流分析軟件Moldflow,以冰箱過(guò)濾器面板的注射成型為例,模擬仿真對(duì)比分析在制品成型時(shí)采用冷流道與熱流道對(duì)注射工藝參數(shù)的影響。結(jié)果表明,采用熱流道技術(shù)可縮短填充時(shí)間,方便實(shí)現(xiàn)填充平衡;可減小產(chǎn)品成型注射壓力,達(dá)到節(jié)能降耗的目的;同時(shí)能縮短凍結(jié)時(shí)間,提高生產(chǎn)效率。為熱流道技術(shù)在注塑模中的推廣應(yīng)用進(jìn)一步提供理論支持。
關(guān)鍵詞:Moldflow; 熱流道; 注射成型;塑料模
熱流道技術(shù)是指塑料制品成型過(guò)程從注塑機(jī)射嘴一直到澆口的流道中塑料始終保持熔融狀態(tài),開(kāi)模時(shí)澆注系統(tǒng)不會(huì)固化為廢料取出,留在流道中的熔料可在下一次注射時(shí)加熱直接注入型腔。因此采用熱流道時(shí),澆口和澆注系統(tǒng)凝料不再屬于工藝廢料,這樣可節(jié)省約30%~50%的總材料;熱流道技術(shù)可縮短成型周期,提高生產(chǎn)效率;同時(shí)熱流道多采用點(diǎn)澆口,可改善產(chǎn)品表面質(zhì)量;采用熱流道技術(shù)容易實(shí)現(xiàn)產(chǎn)品的充填平衡,降低注射壓力和鎖模力;因此在原材料較貴、大批量生產(chǎn)塑件及產(chǎn)品質(zhì)量要求較高的情況下熱流道技術(shù)尤為實(shí)用,是塑料模技術(shù)的發(fā)展趨勢(shì)[1~2]。
本文借助Moldflow軟件平臺(tái),以冰箱過(guò)濾器面板的注射成型為例,模擬仿真對(duì)比分析在制品成型時(shí)采用冷流道與熱流道對(duì)注射工藝參數(shù)的影響,為熱流道技術(shù)在注塑模中的推廣應(yīng)用進(jìn)一步提供理論支持。
1 產(chǎn)品三維造型及前處理
冰箱過(guò)濾器面板主要尺寸為長(zhǎng)138 mm,寬118 mm,厚為2 mm,弧面R為240 mm。進(jìn)行3D網(wǎng)格劃分得到10 500個(gè)單元。采用圓錐形點(diǎn)澆口,始端直徑為1 mm,末端為4.3 mm,熱流道直徑為4.3 mm[3]。其產(chǎn)品模型如圖1,澆注和冷卻系統(tǒng)的網(wǎng)格模 型如圖2。
制品材料采用ABS,其他參數(shù)采用默認(rèn)設(shè)置:模具溫度范圍為40~90℃,熔體溫度范圍為230~280℃,充填的V/P切換為填充體積的99%,保壓時(shí)間10 s,保壓壓力為80 MPa等[3]。

圖1 產(chǎn)品模型

圖2 澆注和冷卻系統(tǒng)網(wǎng)格型
2 基于Moldflow的冷、熱流道注射工藝參數(shù)對(duì)比分析
2.1填充時(shí)間
圖3可見(jiàn),熱流道技術(shù)中產(chǎn)品所需的充填時(shí)間最多為0.54 s,而冷流道所需的充填時(shí)間為1.7 s,采用熱流道技術(shù)機(jī)器的工作效率提高了3倍多。熱流道中模具型腔與型腔之間以及型腔內(nèi)部的填充流程相對(duì)均勻些,熔體填充更加容易達(dá)到流動(dòng)平衡,沒(méi)有分流道的冷卻阻力,充填所用的時(shí)間會(huì)短很多。
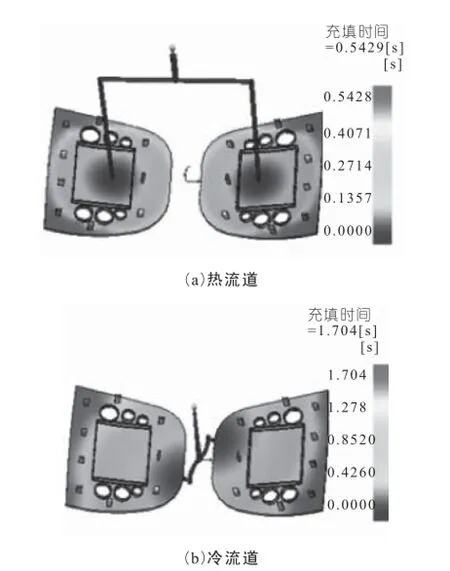
圖3 填充時(shí)間對(duì)比
2.2注射壓力
圖4可見(jiàn),使用熱流道技術(shù)時(shí)速度/壓力切換時(shí)的壓力值最大可達(dá)到52.09 MPa,而采用冷流道技術(shù)時(shí)該值上升為92.54 MPa。由此可見(jiàn)熱流道中所需的切換壓力幾乎只是冷流道的1/2,同樣在這個(gè)階段上所耗的能耗也大概只是冷流道的一半,因此采用熱流道技術(shù)對(duì)節(jié)能降耗具有一定的意[4]。
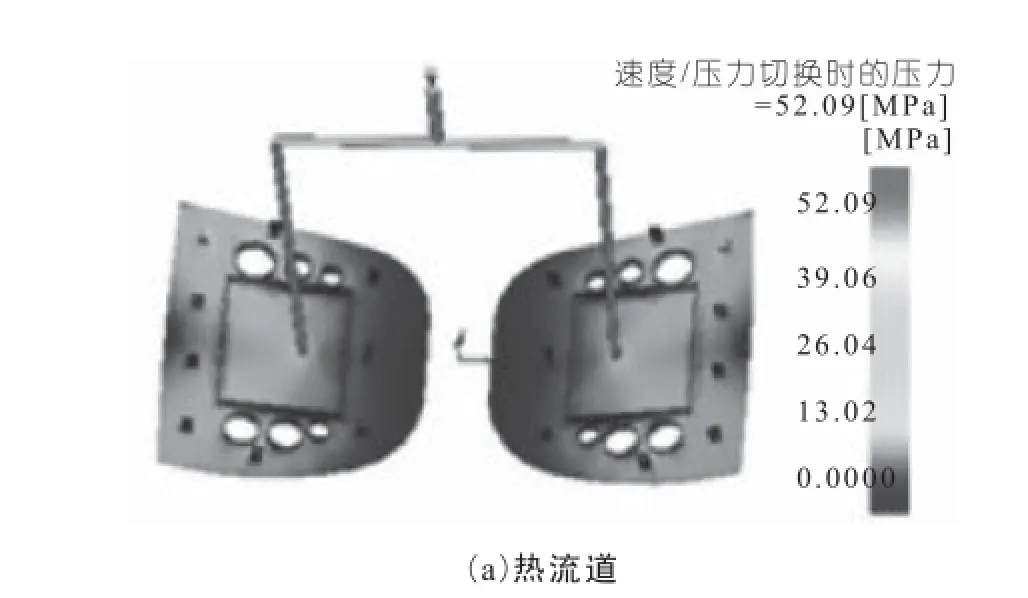
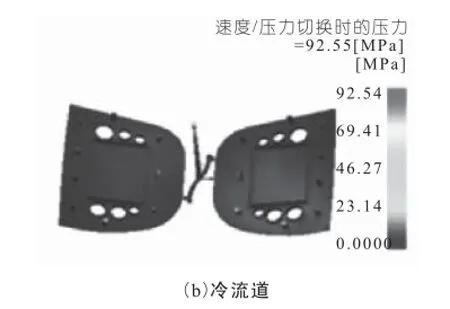
圖4 速度/壓力切換時(shí)的壓力對(duì)比
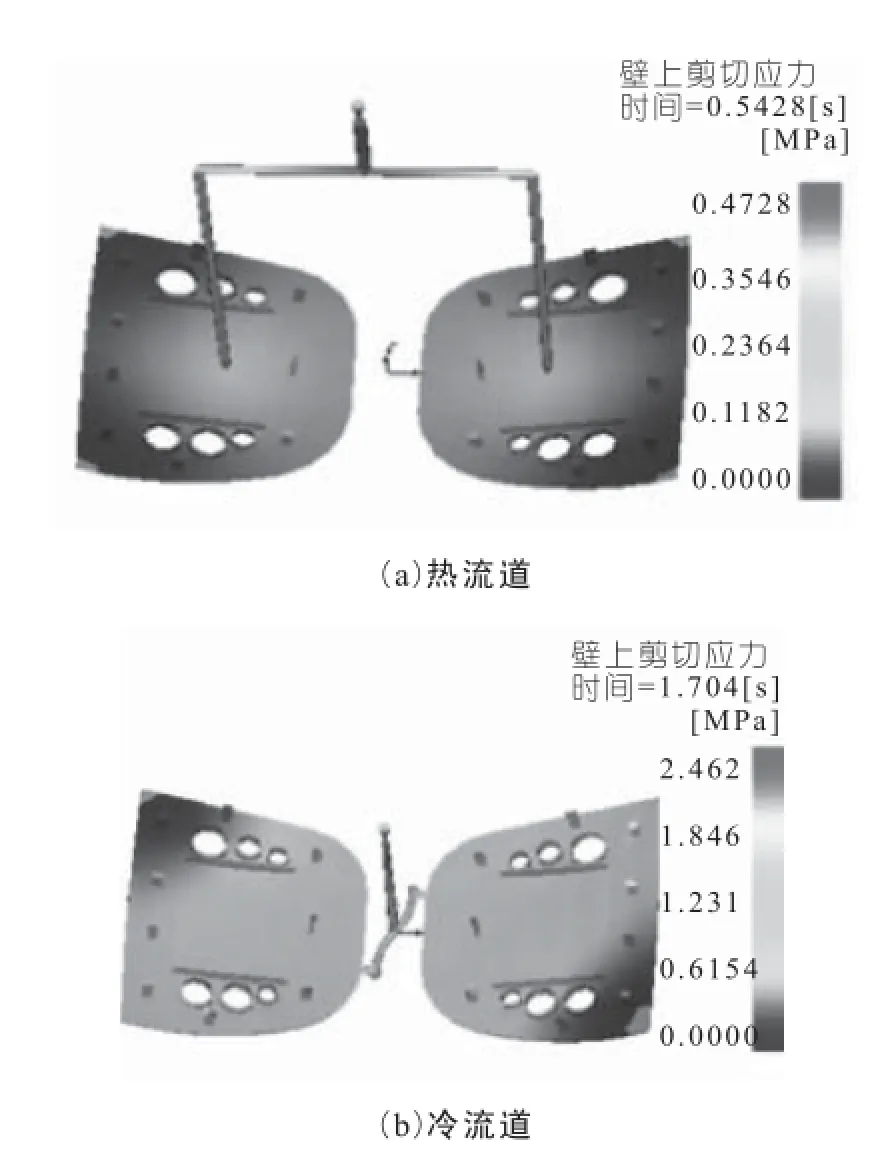
圖5 壁上剪切應(yīng)力對(duì)比
壁上剪切應(yīng)力值直接關(guān)系到制品的成型質(zhì)量,是制品沖墨與起皺問(wèn)題出現(xiàn)的最主要影響因素,剪切應(yīng)力值越大制品出現(xiàn)此類(lèi)問(wèn)題的概率越高。從圖5的分析結(jié)果可知,使用熱流道技術(shù)時(shí)制品壁上的最大剪切應(yīng)力只是冷流道技術(shù)的1/6左右。因此采用熱流道技術(shù)能減少制品出現(xiàn)起皺與沖墨現(xiàn)象,達(dá)到改善制品表面質(zhì)量的目的,這也是熱流道技術(shù)得到更廣泛應(yīng)用的原因之一。
圖6顯示的是在制品注射位置處的壓力值隨時(shí)間的變化。圖中可見(jiàn),采用熱流道技術(shù)時(shí)該值最大保持在45 MPa左右,而冷流道中制品注射位置處的壓力不斷攀升,最高點(diǎn)將近達(dá)到100 MPa,導(dǎo)致制品更容易出現(xiàn)飛邊等缺陷。因此采用熱流道技術(shù)可有效減小注射壓力和鎖模力,降低注射機(jī)規(guī)格與成本。
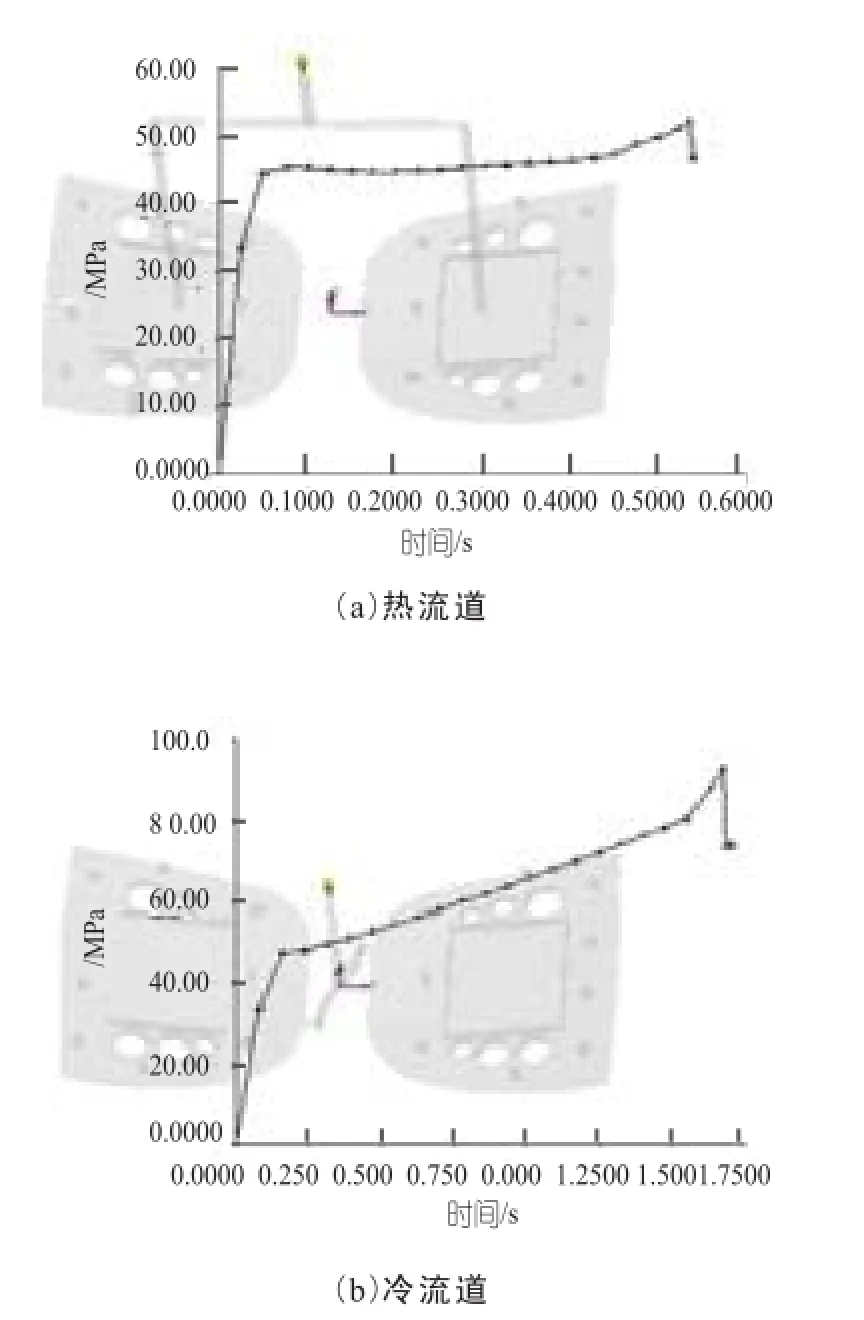
圖6 注射處的壓力對(duì)比
2.3凍結(jié)時(shí)
圖7顯示的是產(chǎn)品的凍結(jié)時(shí)間,圖中可以看出采用熱流道時(shí)制品的凍結(jié)時(shí)間最長(zhǎng)為7.5 s,而采用冷流道時(shí)凍結(jié)時(shí)間卻長(zhǎng)達(dá)38.5 s。熱流道凍結(jié)時(shí)間最長(zhǎng)的部位在制品內(nèi)部,而冷流道最長(zhǎng)的凍結(jié)時(shí)間部位是在流道的凝料中,通過(guò)對(duì)比發(fā)現(xiàn)熱流道所用時(shí)間只是冷流道的1/5,這說(shuō)明采用熱流道技術(shù)可縮短產(chǎn)品成型周期,使生產(chǎn)效率得到很大的提高。
3 結(jié)論
采用熱流道技術(shù)雖然使模具成本有所增加,但是通過(guò)以上的模擬仿真對(duì)比分析,不難發(fā)現(xiàn)使用熱流道技術(shù),容易實(shí)現(xiàn)型腔流動(dòng)平衡,縮短填充時(shí)間;可降低注射壓力和鎖模力,節(jié)能降耗,提升產(chǎn)品質(zhì)量;同時(shí)能縮短凍結(jié)時(shí)間提高生產(chǎn)效率且不需工人剪澆口,節(jié)約人工費(fèi)用,可實(shí)現(xiàn)全自動(dòng)的快速生產(chǎn)。綜合分析,采用熱流道技術(shù)可以降低產(chǎn)品成本,使得它在模具行業(yè)具有廣泛的應(yīng)用前景。
參考文獻(xiàn):
[1] 陳進(jìn)武,曹軼杰,蘇慶勇. Moldflow在塑料模流道技術(shù)中的應(yīng)用[J]. 塑料工業(yè),2014,42(4):31~34.
[2] 文德林. 熱流道模具技術(shù)應(yīng)用與推廣[J]. 金屬加工(冷加工),2013,(2):25~27.
[3] 羅家勝,杜思瑩,杜遙雪. 冰箱過(guò)濾器面板模內(nèi)裝飾注射工藝優(yōu)化分析[J]. 模具制造,2014,14(5):64~68.
[4] 陳崇輝. 全自動(dòng)注射成型模內(nèi)貼標(biāo)復(fù)合系統(tǒng)研究[D]. 江門(mén):五邑大學(xué),2013:1~15.
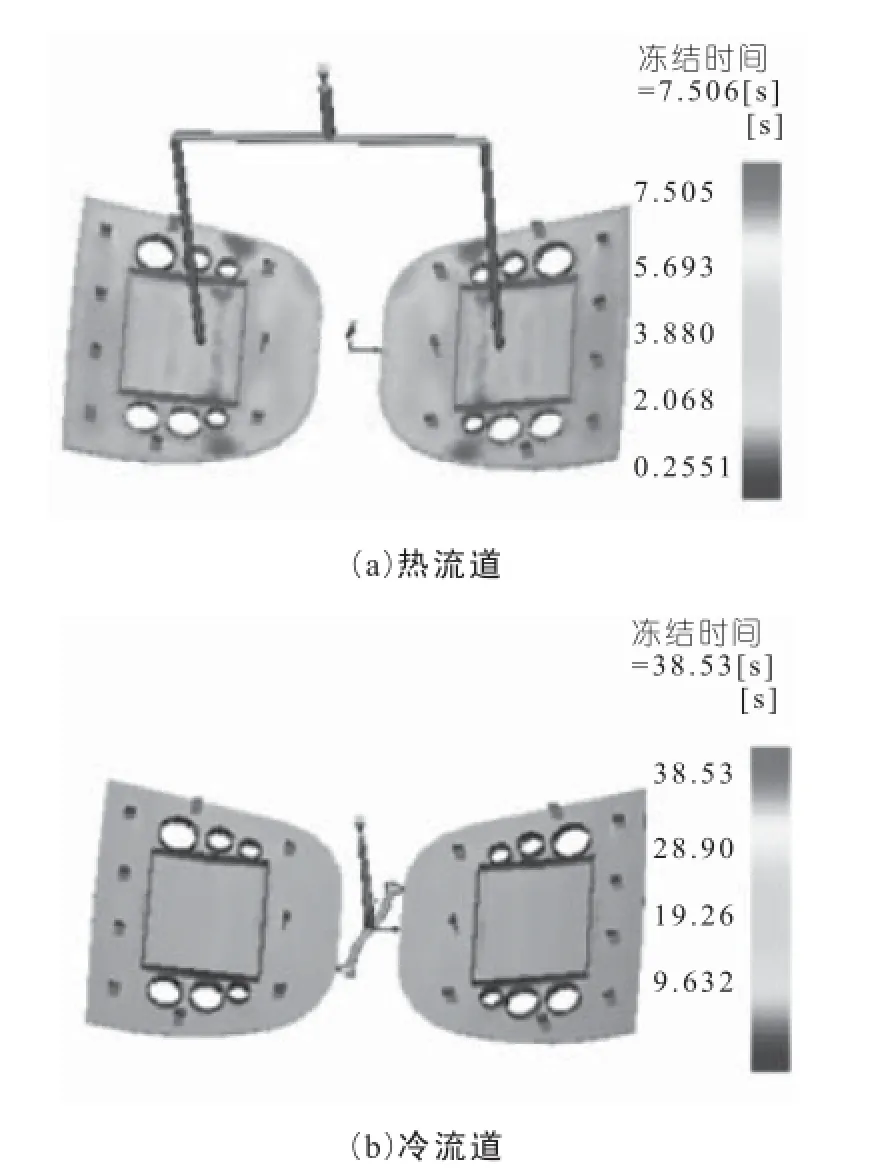
圖7 凍結(jié)時(shí)間對(duì)比
(P-01)
Application of moldfl ow based hot runner technology
中圖分類(lèi)號(hào):TP391.72
文章編號(hào):1009-797X(2016)12-0082-03
文獻(xiàn)標(biāo)識(shí)碼:A
DOI:10.13520/j.cnki.rpte.2016.12.034
作者簡(jiǎn)介:李彬(1986-),男,碩士,研究方向?yàn)榫酆衔锍尚图庸づc機(jī)械設(shè)計(jì)。
收稿日期:2016-05-09
基金項(xiàng)目:廣東省省部產(chǎn)學(xué)研結(jié)合項(xiàng)目(2013B090600066 2013B090600123)。
