身管材料再制造接箍表面激光淬火數值分析
2016-07-20 06:29:08皇甫列鋒
石油礦場機械 2016年6期
余 飛,皇甫列鋒,王 明,隋 珅
(72478部隊,濟南 250000)
?
身管材料再制造接箍表面激光淬火數值分析
余飛,皇甫列鋒,王明,隋珅
(72478部隊,濟南 250000)
摘要:通過試驗驗證已知,將退役火炮身管材料應用于石油鉆采零部件,在結構和性能方面均具備再制造的可行性。為進一步提高退役優質材料的再利用價值,對再制造接箍表面進行激光淬火強化處理,并對其熱響應過程進行數值分析。建立了環狀接箍材料的數值模型,優化熱源數學表達模型和加載過程,計算分析結果表明:激光功率增加和掃描速度降低會提高溫度場最高溫度和增加淬硬厚度,而功率過高則會造成表面燒損,進一步提高掃描速度雖能降低燒損程度,但同時會降低淬硬厚度,從而影響表面強化質量。
關鍵詞:身管;接箍;激光淬火;數值模型;溫度場
激光再制造技術是二十一世紀先進制造技術的重要組成部分,極具工業發展潛力。軍用鋼材作為國家的戰略資源,具有批量小規格多、質量要求嚴格、生產成本高的特點,與普通鋼材相比,其具有強度高、韌性好,耐磨、耐腐蝕,可長期服役于高溫差、高腐蝕性、燃氣沖刷和爆炸沖擊等極端復雜的環境[1-2]。對于退役的軍用裝備和零部件,若直接報廢或回爐則無法充分利用優質特種鋼材的價值,這不僅增加經濟成本,而且給資源和環境帶來巨大壓力。因此對退役的軍用裝備及零部件開展綠色再制造研究具有較大的開發潛力。
目前為止,對于軍工材料再制造的研究還鮮有報道。石油石化領域的設備通常在各種惡劣的環境下工作,在井下及海水中長期受到磨損及腐蝕破壞,零部件易發生破壞失效,影響油田的作業效率,甚至會影響油田的正常運營,而軍用材料適應惡劣環境的各種優良特性正好可以滿足石油石化行業零部件的使用性能要求。因此,研究利用退役軍用裝備和零部件再制造生產石油石化零部件可充分挖掘軍用材料的潛能,有效降低資源消耗,提高材料的經濟效益及油田的生產效益。
為驗證退役火炮身管(以下簡稱身管)再制造生產石油石化行業零部件的可行性,本文參考石油裝備相關標準,通過試驗對退役火炮身管的結構尺寸、化學成分、抗沖擊性能、拉伸性能、硬度等參數進行了對比分析研究[3]。從結構尺寸分析表明身管可用來再制造生產規格小于身管自身尺寸的接箍等油田作業零部件;身管含有API標準中要求的所有元素,元素含量符合標準要求,且Ni、P兩種元素的含量明顯高于標準數值,這使得身管材料的強度、韌性和耐腐蝕能力均優于API標準中的材料[4-5];拉伸試驗表明,身管抗拉強度為1 039~1 095MPa,拉伸屈服強度為942~975MPa,其拉伸性能優于API標準中的C95級鋼,接近Q125級鋼;夏比沖擊試驗表明,身管的抗沖擊性能接近API標準中Q125級鋼的使用性能要求;身管硬度檢測值為35.8~36.0HRC,其值大于API標準中有硬度參考值的最優鋼級T95級鋼,硬度的提高標志著耐磨性的提高。綜上研究結果表明,身管材料的使用性能優于C95級鋼,接近Q125級鋼的使用性能。因此,身管滿足再制造石油石化零部件的要求,尤其適合生產油管接箍和扶正器等尺寸規格較小的零部件。
通過試驗分析可知,退役身管可作為性能優良的原材料再制造石油石化零部件,但油田作業環境惡劣,工況復雜,零部件極易因磨損、腐蝕等原因破壞失效,提高零部件耐磨、耐蝕能力進而延長使用壽命成為亟待解決的問題。因此,有必要進一步提高身管再制造零部件的表面性能,以便提高再制造零部件的使用性能,延長使用壽命,充分挖掘軍用鋼材的使用價值。激光淬火具有快速加熱快速冷卻、受熱面積小的特點,激光淬火后零件表面可獲得足夠厚的高硬層,而內部材料依然保持優良的韌塑性,因此激光淬火技術自問世以來就得到制造業的關注并進行了一定的探索應用。赫慶坤等對接箍表面進行激光淬火處理,采用微觀形貌分析與力學性能測試方法探索激光表面處理后接箍的磨損失效機制,提高了接箍的使用壽命[6]。張宏等提出了齒輪激光表面強化的偏置技術、變速掃描技術和輔助冷卻技術,獲得了沿齒廓分布的均勻硬化層,在保證齒輪不變形的情況下提高了齒輪的表面性能[7]。本文在已有試驗分析基礎上,利用有限元分析方法探究激光淬火技術基于身管再制造零部件的應用,分析激光參數對淬火技術的影響,為身管再制造零部件性能的再提高提供理論參考。
1激光表面淬火有限元模型
考慮到激光加工為小面積連續掃描加工,除了工件始、末端外,中間部分每個掃描單元的熱響應規律相同。若對身管制造的接箍整個表面進行分析將耗費大量的時間,因此為了簡化計算,本文只取內徑為40mm,外徑為50mm,長度為40mm的管壁進行分析,又因管材為軸對稱材料,因此選擇該段圓管的1/2進行分析計算。為提高模型的計算效率,作如下假設:
1)環境穩定,忽略身管與環境的耦合作用。
2)身管材料具有各向同性,導熱系數、比熱容、對流系數等熱物性參數隨溫度變化。
3)除被加工表面外,忽略其余側面與環境的對流換熱。
1.1熱物性參數的確定
本文采用熱流密度分布比較均勻的矩形光斑,光斑尺寸為10mm×1mm。材料密度為ρ=7 850kg/m3,泊松比μ=0.25,其余熱物性參數:比熱容C、導熱系數K、對流系數H以及彈性模量E隨溫度的變化規律參考文獻[8-10]。鋼對激光的吸收率較低,一般為10%左右,所以實際加工過程中需要對工件表面進行黑化處理,文中取黑化后激光吸收系數λ=0.60[11]。
1.2建模過程
結合以上分析建立激光單道掃描淬火模型,淬火過程示意如圖1所示,激光束作用于工件表面并沿v方向掃描。

圖1 激光淬火示意
為保證計算的準確性,選擇合適的單元對模型進行網格劃分,根據有限元單元的特點,本文選取三維八節點六面體熱單元solid70對模型進行劃分。solid70具有三個方向的熱傳導能力,便于進行三維靜態和瞬態熱分析,同時solid70在結構分析時會自動轉換成solid45結果單元。為了實現同時輸入熱流密度和對流換熱,在淬火層上表面覆蓋一層surf152三維表面效應單元。同樣,為了較真實地模擬工件在工作臺上的情景,在工件底面設置桌面接觸。模型中淬火區和相鄰淬火區的部分是重點分析和關注的區域,為了提高計算精度和效率,需要細化淬火區的網格密度,從淬火區到模型外側網格由密到疏分布。模型如圖2所示,共計86 000個單元。

圖2 激光淬火模型
1.3初始和邊界條件
淬火開始時,身管與周圍環境處于相同溫度T0,激光淬火初始條件為:
Tt=0=T(x,y,t)
(1)
初始溫度T0設為20 ℃,計算出淬火模型在室溫下的狀態作為模型的初始邊界條件,初始邊界條件施加給模型整個外表面。考慮到激光加工具有快速加熱快、速冷卻和受熱面積小的特點,模型的底面和4個側面設為絕熱面,僅模型上表面考慮與環境的對流換熱和輻射作用,模型的換熱系數取10W/(m2·℃)[12]。
模型的熱流密度以移動線熱源的方式加載,模型表面吸收的熱流密度為:
(2)
式中:P為激光功率,L為矩形光斑長度,W為矩形光斑寬度,η為激光吸收系數。
2激光表面淬火過程熱響應規律分析
依據上述分析,將邊界和載荷依次施加到模型中,對整個模型分析處理,探求身管再制造零部件激光表面淬火的溫度場和應力應變場的響應規律,為身管再制造零部件激光淬火的實現提供理論支持。
2.1淬火溫度場分析
首先,分析激光功率對淬火溫度場的影響。取激光功率為500、800、1 000、1 200和1 500W,掃描速度v=10mm/s進行分析。圖3為功率P=1 500W時,時間t為0.5、7.85、15.7和315.7s時的溫度場分布云圖。

a 0.5 s

b 7.85 s

c 15.7 s

d 315.7 s
激光溫度場呈帶有長尾的帶狀分布,光斑中心溫度較高邊緣溫度較低,這是由于光斑被冷基體包圍,邊緣散熱速度大于光斑中心散熱速度造成的。由圖3a和3b可以看出,溫度場在0.5s時基本達到穩定,穩定后的溫度場最高溫度大約為1 367 ℃,光斑中心溫度最高;冷卻300s后工件基本冷卻至室溫,在淬火開始的時候溫度場最高溫度較低,而在淬火結束時溫度場最高溫度很高,1 500W功率下最高溫度為1 625.95 ℃。這是由于淬火開始時基體溫度較低,溫度通過基體和空氣同時散熱,散熱速度較快;而在淬火結束的位置由于已淬火區域基體溫度較高,熱量主要通過空氣擴散,大量的熱量積累造成末端溫度升高;由圖3可知,沿掃描方向矩形光斑的前端溫度較高,等溫線分布密集,矩形光斑的后端溫度較低,等溫線分布稀疏。
2.2淬火參數及淬硬深度分析
取淬火區yz截面上表面的中心點A進行研究,探討激光淬火的最佳工藝參數范圍,不同功率和掃描速度下淬火溫度隨時間變化的曲線如圖4~5所示。參考現有激光參數的研究,圖4的掃描速度選10mm/s,圖5的激光功率選1 000W。

圖4 不同功率下的溫度曲線
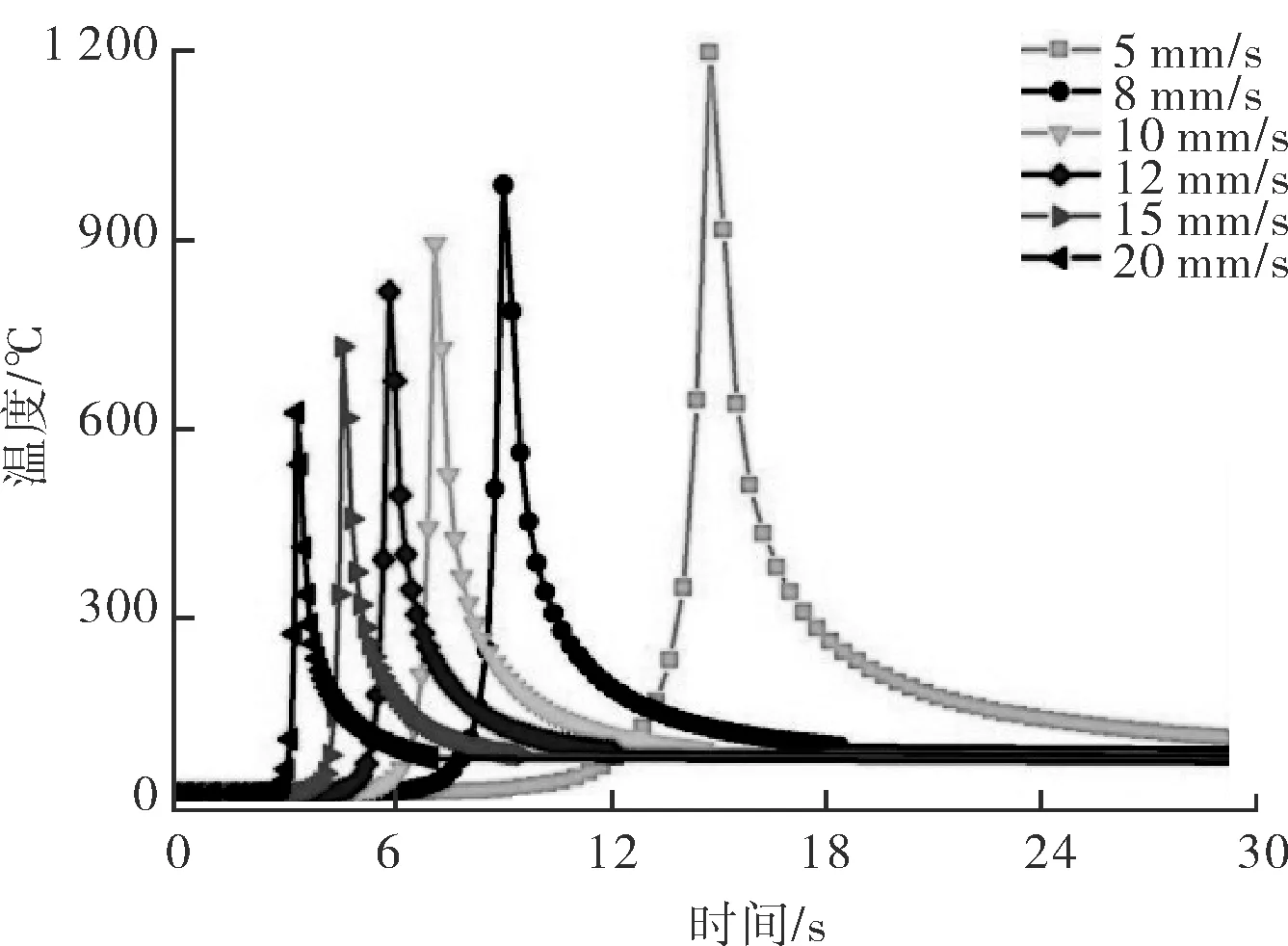
圖5 不同掃描速度下的溫度曲線
由圖4發現,A點的溫度在約7.85s時迅速達到最高點,之后又急速降低,這反映了激光加工急冷急熱的特性,且隨功率的增大,A點的最高溫度也增大。因此功率越大光斑處所達到的溫度也越高,相應的淬硬層越厚。而淬火是在一定溫度下進行的,溫度太低則淬硬層太薄而達不到要求,溫度太高則會造成工件表面燒損。對于鋼材淬火溫度一般在相變溫度Ac1以上30~50 ℃,根據身管材料的熱學特性可知,身管材料的相變溫度Ac約為780 ℃[13],同時激光加工具有急冷急熱的特性,造成材料的相變溫度向高溫區域移動[14],綜合分析各學者的研究可知,身管激光淬火的淬火溫度在900 ℃左右。當激光功率小于1 000W時,工件所能達到的最高溫度小于900 ℃,無法形成有效的淬硬層;當功率大于1 200W時,工件所能達到的最高溫度將超過1 200 ℃,該溫度接近鋼的熔點,容易造成工件表面燒損。因此,在掃描速度為10mm/s的工況下最佳激光功率為1 000 ~1 200W。
由圖5可知,掃描速度越快工件所能達到的溫度越低,掃描速度越慢工件所能達到的溫度越高。掃描速度越慢單位時間內單位面積工件表面所吸收的激光能量越高,反之所吸收的激光能量就越低。當掃描速度大于12mm/s時工件所能達到的最高溫度小于800 ℃,無法形成有效的淬火層。當掃描速度低于8mm/s時,工件溫度將高于1 150 ℃,可能會對工件表面造成燒損。由5mm/s時最高溫度為1 200 ℃可知,較小的激光功率和較慢的掃描速度依然能夠達到淬火要求,但是過低的掃描速度將降低加工效率。因此,在激光功率為1 000W時的最佳掃描速度為8~12mm/s。
為分析不同激光加工參數對淬硬層厚度的影響,取通過A點且沿y軸負方向的路徑line進行研究。不同功率和掃描速度下淬火溫度沿路徑line的變化曲線如圖6~7所示。為分析速度變化對淬硬深度的影響,將圖7的激光功率設為1 500W。

圖6 不同功率下沿路徑的溫度變化曲線

圖7 不同掃描速度下沿路徑的溫度變化曲線
由圖6可知,固定掃描速度下,隨著激光功率的增加,淬硬厚度逐漸增大,且根據材料的相變溫度,在激光功率1 200W,掃描速度10mm/s時淬硬厚度約為0.4mm。若繼續增大激光功率,相應的必需增大掃描速度,否則會造成工件表面燒損。由圖7可知,固定激光功率下,隨著掃描速度的增加,淬硬厚度逐漸減小,且根據材料相變溫度,在激光功率1 500W,掃描速度15mm/s時淬硬厚度約為0.25mm。對比發現其淬硬厚度小于激光功率1 200W、掃描速度10mm/s工況,雖然加工效率得到提高但淬硬厚度降低。這是因為雖然提高激光功率增加了光斑的能量密度,但是相應速度的提高卻減少了光斑在某一點停留的時間,這將造成熱量不能及時向line方向傳遞而通過縱向冷基體和空氣散失。所以,增大掃描速度,雖然能提高加工效率但會造成能源浪費和加工質量降低。綜合以上分析,得出針對身管再制造零部件激光表面淬火的最佳激光參數為激光功率約1 200W,掃描速度約10mm/s。
3結論
1)簡化并建立了激光淬火模型,并通過設定合適的邊界條件、物性參數以及細化模型局部的網格來提高模型的可靠性。
2)隨激光功率的增加或激光掃描速度的降低,激光淬火的溫度場的最高溫度升高,但過高的激光功率和過低的激光掃描速度都會造成工件表面燒損,過低的掃描速度會降低加工效率。
3)隨激光功率的增大工件淬硬厚度增加,在較高激光功率下可以通過增加激光掃描速度保證工件表面不被燒損,但激光掃描速度的增加減少了光斑在某點停留的時間,造成淬硬厚度的降低。
4)通過激光參數對溫度場和淬硬厚度的分析并綜合加工效率和能量利用率,得出基于身管再制造零部件的激光淬火參數為激光功率約1 200W,掃描速度約10mm/s。
參考文獻:
[1]宣衛芳,楊曉然.國內外軍工材料環境試驗現狀及發展趨勢[J].裝備環境工程,2004(1):16-22.
[2]汪學華,何新洲,楊曉然,等.軍工材料環境適應性工程化驗證和研究發展戰略探討[J].裝備環境工程,2005,2(6):48-57.
[3]王明,劉付杰,皇甫列鋒,等.退役火炮身管用于接箍的再制造方法研究[J].石油礦場機械,2015,44(12):58-62.
[4]狄國標,周硯磊,麻慶申,等.鎳含量對海洋平臺用鋼組織性能的影響[J].鋼鐵研究學報,2012,24(6):52-56.
[5]侯偉驁,崔崇,國俊豐,等.含P元素鐵基非晶合金涂層在堿性溶液中的耐蝕性能影響因素的研究[J].熱噴涂技術,2012,4(3):28-32.
[6]赫慶坤,李同道,王勇,等.抽油桿接箍直紋激光淬火的磨損性能研究[J].金屬熱處理,2008,33(7):73-76.
[7]張宏,石巖,張冬云,等.齒輪激光表面強化技術研究[J].應用激光,2000,20(2):64-66.
NumericalAnalysisofLaserSurfaceHardeningonCouplingMadeFromRetiredGunTube
YUFei,HUANGFULiefeng,WANGMing,SUIKun
(72478 Troops,Jinan 250000,China)
Abstract:According to the experiment,the retired gun tube material has remanufacturing feasibility in oil drilling components in terms of structure and performance.In order to further excavate the recycling value of the retired high quality material,process the coupling surface with laser quenching strengthening technology,and then explore its thermal response characteristic using numerical method.The numerical model of the circular coupling material was established to optimize the heat source mathematical expression and the loading process.The calculation results show that:the highest temperature in temperature field and the hardening thickness increases with the increasing of laser power and the decreasing of scanning speed,it will cause surface burning if the power is too high.To further improve the scan speed can reduce the damage degree,but the hardening thickness decreasing at the same time,thus affect the Surface hardening quality.
Keywords:gun tube;coupling;laser quenching;numerical model;temperature field
文章編號:1001-3482(2016)06-0084-06
收稿日期:2016-01-22
作者簡介:余飛(1976-),男,河南商城人,工程師,從事報廢裝備金屬利用技術工作,E-mail:xhs72478@163.com。
中圖分類號:TE931.2
文獻標識碼:A
doi:10.3969/j.issn.1001-3482.2016.06.019
