大型天方地圓異型鋼管制作技術
2016-07-20 06:07:08王寬貴何啟忠
四川建筑 2016年3期
關鍵詞:工藝
曾 元, 王寬貴, 何啟忠
(中國葛洲壩集團機械船舶有限公司, 湖北宜昌 443002)
?
大型天方地圓異型鋼管制作技術
曾元, 王寬貴, 何啟忠
(中國葛洲壩集團機械船舶有限公司, 湖北宜昌 443002)
【摘要】藏木水電站由于地處高原,交通不便,初期道路運輸條件不具備大型設備的運輸。為了解決大型設備運輸困難,降低施工成本,鋼管在施工現場的壓力鋼管加工廠進行制作。針對特殊的施工條件,對其放樣、下料、壓弧、卷板、單件拼裝機整體組裝等關鍵工藝進行優化創新,尤其是在沒有數控設備下料和壓力機的情況下,采用CAD軟件放樣,半自動切割機下料,根據施工場地現有的設備,自主設計專業壓弧裝置[1],通過合理的排版降低了材料消耗,從而提高效率、降低成本。該項技術成果的應用,極大地節省了超大件高昂的運輸費用,減少了采購先進施工設備的成本,綜合成本降低17 %。
【關鍵詞】異型鋼管;制作;工藝
1工程概況
藏木水電站在右岸大壩鋼襯制造中共設置9個天方地圓:10#~15#壩段沖砂廊道鋼襯共設置6個天方地圓(漸變段),進口端5 m×5 m的喇叭口,后緊接天方地圓(漸變段),下游端是直徑3.4 m的圓管,出口處設置1個天方地圓將出口變為方管,采用Q345R鋼板,壁厚20 mm;16#壩段右沖砂底孔鋼襯,進口端6 m×8.34 m的喇叭口后緊接1個天方地圓(漸變段),向下游為直徑4 m的圓管,出口處設置1個天方地圓將出口變為方管,采用Q345R鋼板,壁厚20 mm。
2大型天方地圓異型鋼管制作技術
藏木水電站地處西藏自治區海拔3 300 m的雅魯藏布江干流上,由于地處高原,交通不便,道路運輸條件不具備大型設備的運輸條件。我單位承建的藏木水電站右岸大壩金屬結構制作及安裝工程,包括大型壓力鋼管的制作,為了解決大型設備運輸困難,降低施工成本,鋼管需在施工現場的壓力鋼管加工廠進行制作。該項目共有9個天方地圓漸變段鋼管,針對特殊的施工條件,對其放樣、下料、壓弧、卷板、單件拼裝機整體組裝等關鍵工藝進行優化。尤其是在沒有數控設備下料和壓力機的情況下,采用CAD軟件放樣,半自動切割機下料,根據施工場地現有的設備,自主設計專業壓弧裝置,通過合理的排版降低了材料消耗,從而提高效率、降低成本17 %。
天方地圓鋼管在鋼管加工廠進行分段制作,根據道路運輸條件和安裝現場纜機的起吊能力,組裝成整體。在天方地圓異型管的制作中,重點是根據空間曲面參數,將其展開成平面,得到下料尺寸,然后根據采購的鋼板規格進行分段下料、壓弧、卷板、整體組裝、焊接。由于天方地圓漸變段有多塊異形工件組焊成整體,單塊工件之間的焊縫較多,焊接變形控制及焊接殘余應力消除是施工的難點。為了保證鋼管焊接后的外形尺寸,在鋼管制作單件放樣時,將鋼管外徑整體放置22 mm的焊接收縮余量。在拼裝時,采用立拼,在平臺上畫出投影曲線,依照曲線將各瓦片找正位置并固定,測量間距,焊接加固支撐。成型后對整體外形尺寸進行測量,合格后方可開焊。通過對藏木水電站沖砂鋼管天方地圓異型管的制作得到了工藝的很多優化[2]。
3施工工藝流程及操作要點
3.1確定工藝流程
天方地圓異型鋼管制作的關鍵工序包括細化瓦片展開圖、分塊放樣、下料、壓弧、卷板、整體拼接、校正、焊接、檢驗等。制作工藝流程見圖1。
3.2操作要點
3.2.1深化設計
由于工程的特殊性和局限性,為了降低施工成本,制作現場沒有數控切割機下料,所以無法使用一些放樣軟件,只能結合鈑金展開方法,在CAD中將每個瓦片的實樣畫出來,然后按1∶1在鋼板上放樣,在鋼板上勾畫出平滑曲線,再用半自動切割機下料,盡量保證切口的平整。
現以藏木水電站右沖砂底孔鋼襯φ4 m×6 m天方地圓漸變段鋼管制作為例,介紹其制作過程的相關工藝。
(1)在CAD中對天方地圓漸變段鋼管整體進行展開,整體展開為4個弧段和4個平面三角形。為了考慮焊接收縮變形,鋼管整體展開時端口周長放置22 mm的收縮余量,以保證鋼管焊接收縮后管口尺寸與相鄰對接的管節管口尺寸相吻合。漸變的具體放樣見圖2。
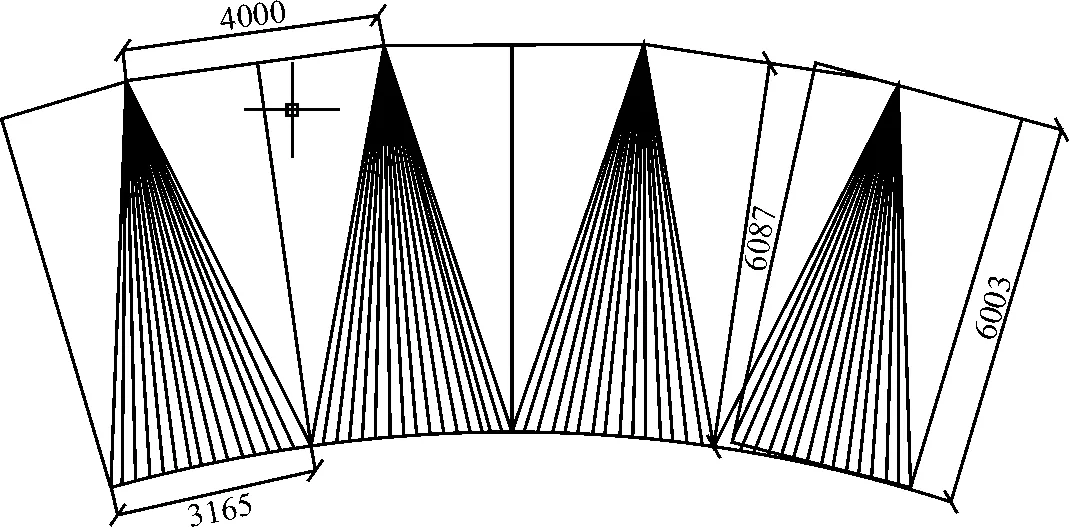
圖2 天方地圓漸變段鋼管整體展開
(2)根據鋼板規格尺寸和壓弧設備對整體進行分塊放樣。此天方地圓漸變段高6 m,分3節,每節為8個瓦片。根據設計在放樣時要考慮焊縫錯縫問題,弧段分3段下料,具體分塊展開見圖3。
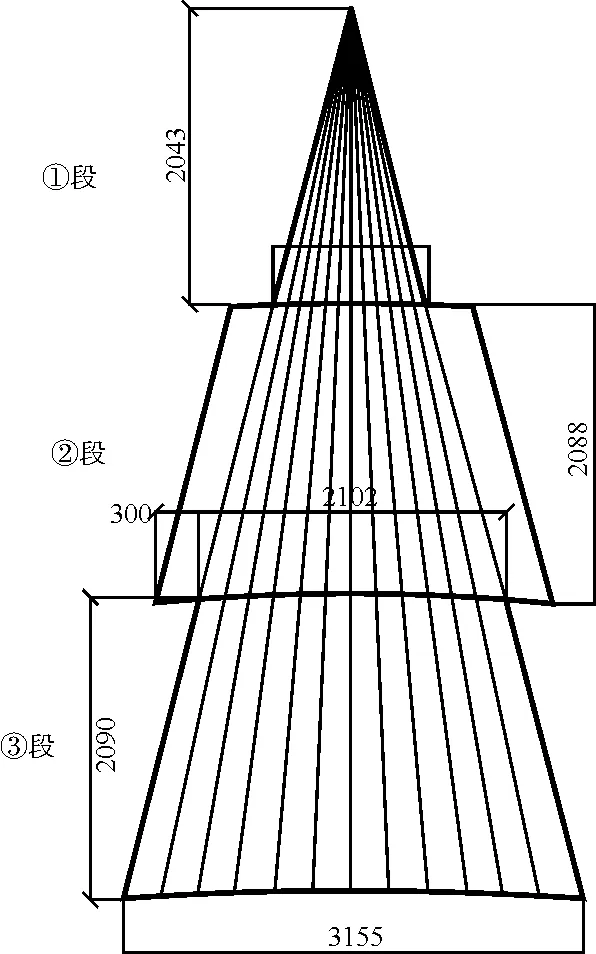
圖3 天方地圓漸變段鋼管弧段分塊展開
弧段①、②、③分別放樣,用寬度為2 100 mm的鋼板下料,在寬度和長度方向各放2 mm余量,詳見圖4~圖6。
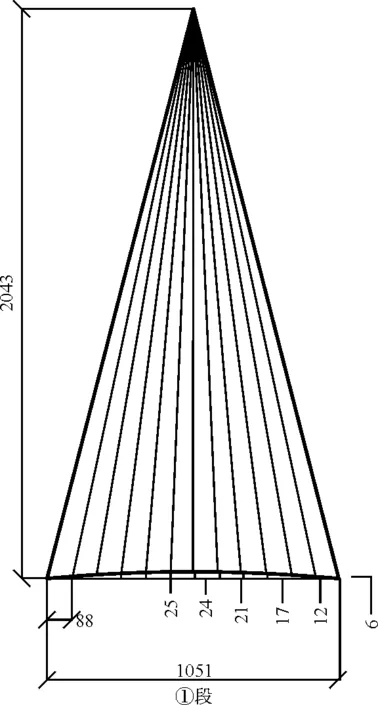
圖4 天方地圓漸變段鋼管弧段①展開
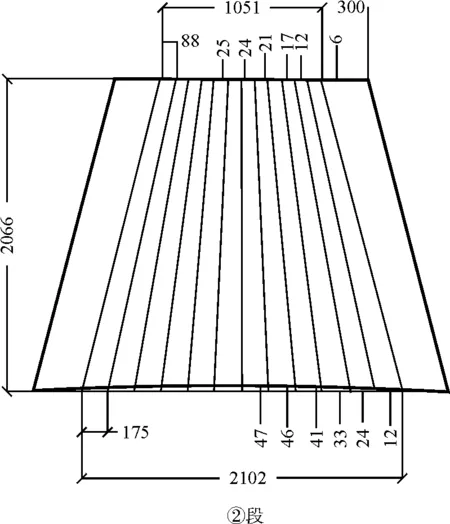
圖5 天方地圓漸變段鋼管弧段②展開
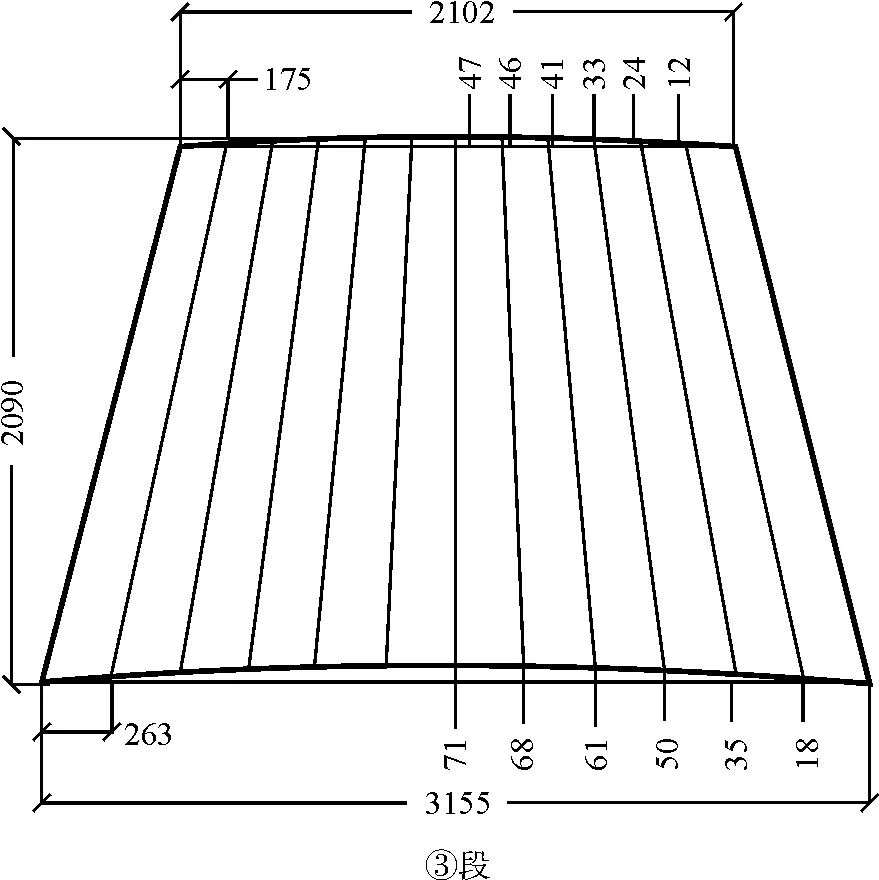
圖6 天方地圓漸變段鋼管弧段③展開
平面三角板分3段下料,分塊展開見圖7。
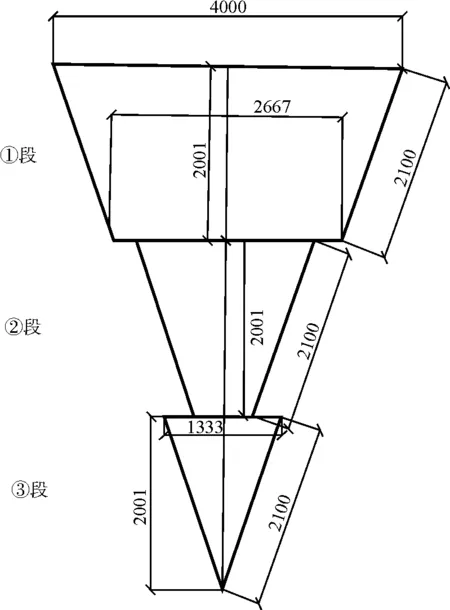
圖7 天方地圓漸變段鋼管三角形段分塊展開
3.2.2下料
天方地圓異型管瓦片中,三角形段外形為規則平面瓦塊,弧段為曲面瓦塊,三角段可直接畫線切割,弧段需要畫出均勻的曲線,再勾畫出平滑切割線,考慮切割面的平滑度,采用多分點,以直線代替曲線,順次直線連接成形。通過在CAD中對比,用該方法做圖與原圖實際尺寸相差僅為0.1 mm以內,完全滿足精度要求。切割后的工件直線精度控制在±0.5 mm,其切口細,半成品切割面光滑、平整,相交邊過渡方法可調,根據需要交角平滑過渡或直角過渡,無缺角,下料質量得到了很大提高。
各瓦塊下料后,分節分段編號,標注水流方向。
3.2.3構件壓彎成形
天方地圓異型管整體分為3大節,每節由8個瓦片組成。弧段需要壓彎制作成形,具體步驟為:
(1) 將已下好料的瓦塊平板拼接成形,水流方向一致,點焊牢固。
(2) 以四邊形折角為頂點,圓口方向按周長48等分畫點,畫出等分射線。
(3) 各射線打樣沖眼做出標記后解體。
(4) 各片以頂點為原點,預壓射線,調整下模間隙,復壓。使圓口方向半徑R誤差±10 mm之間。
(5) 更換模具,壓頂點折角,使其圓滑過渡。
其中弧段②和弧段③,其上下兩端分別為不同半徑的圓弧板,此圓弧為標準圓弧,可在卷板機上按線性卷制成形,用樣板尺控制弧度,保證達到規范要求。
其中段弧①半徑較小,無法用卷板機卷制,因此采用自主設計的液壓壓弧裝置,延射線按點壓弧成形。
3.2.4整體拼裝
方口向下,圓口向上進行拼裝,具體步驟為:
(1)鋼平臺測平,平面度±1 mm。
(2)在平臺上按底部方截面整體放樣,將單個構件按樣檢驗,同時也畫出頂端圓弧在平臺上的投影線,樣板弦長按2 000 mm計,弧度矢高差≤2.0 mm,超差處,校正。
(3)按水流方向向下,將最底部瓦塊按放大樣對正組對,圓口處直徑D誤差為±5.0 mm,上口平面度≤2.0 mm,縱縫組對間隙≤2.0 mm,錯位≤2.0 mm,點焊,固定。
(4)依次將上部瓦塊吊裝就位,與底部瓦塊組對,縱縫間錯開300 mm,環縫接口組對要求同縱縫。上口正四形邊要求邊長B±1.0 mm,對角線差≤2.0 mm,周長差±5 mm,管口平面度差≤2.0 mm,點焊,固定。
(5)各瓦片吊裝就位后,檢測各部位關鍵尺寸,尺寸符合焊前要求,然后加內支撐,由于焊縫條數很多,為了防止焊接變形,各斷面口用內支撐加固牢靠。
3.2.5焊接
焊前仔細了解查看各焊接部位,根據西藏高原高寒地區氣候環境的特殊性,制定詳細的焊接工藝。
(1)天方地圓縱縫、環縫均采用手工電弧焊,并用背面清根的方法。
(2)加勁環焊縫采用二氧化碳氣體保護焊機進行焊接。
(3)為防止變形,正式焊接前先進行定位加固焊,加固焊的長度以100~120 mm為宜。
(4)先焊接內部焊縫,外部清根,打磨后再進行外側焊接。
(5)焊接過程應為雙數人員,對稱焊接。多層焊的層間接頭應錯開。為盡量減少變形和收縮應力,在施焊前選定定位焊焊點和焊接順序,應從構件受周圍約束較大的位置開始施焊,向約束較小的部位推進。
(6)焊接環境溫度低于-5℃時,根據規范要求采取焊前預熱,焊后保溫等措施。
(7)焊接時可預留1條縱縫暫不焊接,待其余焊縫焊完確保周長后再焊。
(8)焊接過程應隨時用樣板檢查弧度變化以便及時調整焊接順序。
(9)焊接完成并經24 h時效后做無損檢測,確保焊縫內部焊接質量[3]。
4關鍵技術和創新點
4.1關鍵技術
4.1.1針對性強
對瓦塊下料尺寸的計算、下料尺寸的控制、瓦片成型設備、成型工藝、組裝焊接工藝、焊接殘余應力消除工藝等均提出了具體要求。
4.1.2科學合理的優化
(1)該技術針對大型天方地圓異型管的制作而制定,如構件尺寸大、中間成不規則變化過渡、瓦塊形狀各異。
(2)充分利用計算機的優越性,應用CAD繪圖軟件,分段繪制圖形,精確畫出各瓦片展開圖,并在鋼板上精準放樣,實現切割下料。
(3)用40×3 000的三輥式液壓卷板機進行卷板,用自主設計的3 200 kN雙液壓頂壓弧裝置進行壓弧,按線壓、點壓分別施壓的方法使瓦塊成型良好,平滑過渡。
(4)優化組裝工藝,保證周長尺寸、接口間隙、錯位符合設計要求。
(5)編制合理的焊接工藝,有效控制變形,保證焊接質量。
(6)進行合理的內支撐加固,防止運輸過程中的變形。
4.2創新點
(1)藏木水電站右岸大壩大型天方地圓異型管制作時,部分工件需要在大型壓力機上進行壓弧,而藏木水電站地處西藏,交通不便,工業落后,該部分工件需要從公司壓弧成型后運輸至現場。但由于距離較遠,周期較長,無法滿足藏木水電站整體施工進度要求,因此,采取在藏木水電站現有的鋼管加工廠進行大型天方地圓異型管制作的方案,以此保證藏木水電站工程建設工期的要求。
(2)大型壓力機采購周期長、成本高,為了滿足施工工期要求,采購兩臺320 t的液壓頂,自行設計和制作壓弧裝置,以此代替大型壓力機完成工件壓弧工序的施工方案,不僅滿足了工期要求,而且大大節省了施工成本。
(3)根據藏木水電站壓力鋼管加工廠至大壩高線供料平臺的交通運輸條件和壩上纜機的起吊能力,將6 m長的天方地圓異型管分成3個2 m的單體,運輸至壩頂供料平臺,整體吊至安裝部位進行安裝,從而降低運輸強度,減少安裝現場的施工工序,縮短安裝工期。不僅節省了運輸費用和纜機吊裝臺班,而且為大壩混凝土澆筑贏得了寶貴的時間,為藏木水電站工程整體建設做出了貢獻。
5結束語
藏木水電站海拔高、氣候干燥、晝夜溫差大等特點,與國內其它地區已建的類似工程有很大區別,沒有可以借鑒的經驗,許多東西都要靠自己摸索。通過對藏木水電站特殊的地理位置、藏木水電站右岸大壩鋼管特性參數,以及現場施工條件的深入分析和研究,制定出對天方地圓異形鋼管進行分段分片制作、整體安裝的施工方案。該項目共有9個天方地圓漸變段鋼管,針對特殊的施工條件,對其放樣、下料、壓弧、卷板、單件拼裝及整體組裝等關鍵工藝進行優化創新。尤其是在沒有數控設備下料和壓力機的情況下,采用CAD軟件放樣,半自動切割機下料,根據施工場地現有的設備,自主設計專業壓弧裝置,減少了采購先進施工設備的成本,并通過對每個工序的檢查及檢測數據的分析,優化和改進大型異型鋼管的制作工藝。通過合理的排版降低了材料消耗,科學地解決了曲面瓦片切割余量難以控制的技術難題,有效地控制了大型異型鋼管的焊接變形,提高了產品質量,保證了施工進度,降低了施工成本,安全、順利、高效地完成了藏木水電站天方地圓異形鋼管的制作任務。
參考文獻
[1]陳國勤,楊慶文.惠州抽水蓄能電站尾水鋼管方變圓制作施工技術[J]. 云南水力發電,2015(3).
[2]DL/T 5017-2007 水利水電工程壓力鋼管制造安裝及驗收規范[S].
[作者簡介]曾元(1988~),男,主要從事水利水電金屬結構制安施工技術及質量管理。
【中圖分類號】TV547
【文獻標志碼】B
[定稿日期]2015-11-17
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52