一種平面連桿機構在裝配工裝中的應用
2016-07-26 06:56:04孫麗華
中文信息 2016年3期
關鍵詞:產品
李 濤 孫麗華
(1.沈陽飛機工業(集團)有限公司工裝設計所,遼寧 沈陽 110850;2.遼寧經濟管理干部學院,遼寧 沈陽 110122)
目前根據飛機產品的結構、重量及產品質量等要求,在飛機零、部件的裝配、鉚接完成后,從夾具下架一般采取兩種方法:一是產品開敞性好,按照工藝要求可以直接或間接的利用的產品上的某些關鍵軸、孔或者選擇產品某一部位等作為支撐點,利用廠房內的起吊設備并配以專用的吊具間接將產品從夾具上下架。二是產品的開敞性不好,下架困難、且產品要求在下架過程中不允許損傷等,需要工裝設計部門設計專用的機構或者設備,輔助產品順利下架。本文主要以圓桶形封閉產品為例,闡述一種連桿機構在產品完成裝配任務后下架的應用。
一、產品的結構特點
產品零件(如圖1)是一個截面是“T”形的圓桶形封閉零件,該工序是通過其上的定位孔定位,然后按圖要求將上部的鉆模孔制出并鉸孔,最后實現產品零件下架。該零件下架過程中要求零件不能有劃傷,磕碰,保證零件以高質量交付。
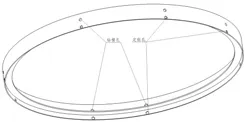
圖1 一種圓桶形封閉產品結構示意圖

圖2 圓桶形封閉產品鉆孔工裝結構圖
二、鉆孔夾具的設計
基于該產品零件的結構及交付要求,我們設計出了該圓桶形封閉產品鉆孔工裝(如圖2)所示,該工裝主要有13個組件組成,分為三部分:
一是框架支撐部分由1、2號件,1號件為框架由方鋼管焊接組成,頂部根據產品零件形狀設計成環形平板與方鋼管焊接而成,形式類似于飯店的“餐桌”,該結構基礎穩定、不易受外力沖擊發生傾覆;2號件為支座主要為3號件蝸輪蝸桿舉升機提供支撐及緊固作用,它們合起來主要功能是提供產品及附屬工裝上組件的定位支撐作用。
二是產品下架部分由3-6及8、9、11、12、13號件組成,3號件蝸輪蝸桿舉升機為工裝動力輸入的“源泉”為四連桿提供輸入動力;4-6及8、9、11、12、13號件是四連桿機構的組成部分,其設計的依據是根據使用要求及空間距離,按照機械原理中的平面連桿機構取舍各件的自由度及實際制造的加工困難程度確定各件結構及尺寸。根據產品的形狀特點,我們設計了八組連桿機構,使產品在下架時盡量滿足頂出力均勻分布在產品零件上。該部分主要功能是為產品下架提供動力及下架時的保證產品距離支撐平板有足夠的空間方便工人伸手拿取。通過該機構四連桿機構能夠方便的零件從工裝上取出而不損傷零件,保證產品的合格率。
三是鉆孔及壓緊部分由10、7號件組成,10號件鉆模板其上有上下兩個孔,上部為鉆模孔,下部位定位孔,該兩處孔是根據標準平板上的對合孔協調制造,在安裝時將標準平板至于工裝上固定按照平板上的孔對應協調安裝10號件;7號件壓緊組件按照產品等分安裝10組,保證產品在鉆孔時不發生躥動,引起加工誤差。
三、下架四連桿機構的力學特性
1.速度特性
由于該下架機構下架頂桿分布比較均勻,能夠較好的使產品受力均勻,當蝸輪蝸桿舉升機(3號件)以2mm/s的速度向下運動時,8號件下架頂桿通過軟件模擬發現該件的運動速度如圖3所示,通過圖3可以發現該結構產生的線速度為拋物線形式,變化比較均勻,能夠滿足下架使用要求。
2.加速度特性
由于產品質量一般不超過50Kg,當蝸輪蝸桿舉升機(3號件)以2mm/s的速度向下運動時,8號件下架頂桿通過軟件模擬發現該件的運動加速度如圖4所示,通過圖4發現加速度a最大為10X10-6m/s2,由牛頓第二定律可知機構產生的外力F=ma可知F最大為5X10-3牛頓,產生的加速度非常小,可以忽略。
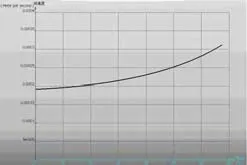
圖3 下架頂桿速度與時間關系

圖4 下架頂桿加速度與時間關系
四、結論
通過該四連桿機構的動力學特性可以發現,該機構的運動非常平緩,沖擊性極小,因而該結構可以推廣至很多行業,也可以加大機構的尺寸或選擇更改電動、液壓驅動方式,滿足不同速度、不同推力的結構要求。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14
