射頻識別系統在小料配料產品中的應用
2016-07-27 02:46:02王冠群
橡膠工業 2016年8期
王冠群
(青島科技大學 自動化學院,山東 青島 266042)
小料配料系統集成了生產工藝、自動配料、機電一體、自動控制、計算機監控和管理諸多技術,可解決橡膠、印鈔、油墨行業生產物料品種多、物性復雜、稱量精度要求高、生產環境污染嚴重等問題。應用該系統是實現生產過程自動化和智能化、企業科學管理、安全穩定生產和節能降耗的重要手段,可提高生產設備的自動化水平。
射頻識別(RFID)系統是基于RFID技術而研發的,通常由電子標簽(射頻標簽)和閱讀器組成。RFID的原理是利用無線電磁波傳輸數據,并可根據不同應用條件使用低頻、高頻、超高頻和微波等不同頻率,實現信息快速采集。電子標簽記憶體是有一定格式的電子數據,常以此作為識別物品的標識性信息。實際應用中將電子標簽附著在物品上,作為識別物品的電子標記。閱讀器與電子標簽可按約定的通信協議互傳資訊,通常由閱讀器向電子標簽發送命令,電子標簽根據收到的命令,將記憶體的標識性數據回傳給閱讀器。與條形碼技術相比,RFID技術具有防水、防磁、耐高溫、使用壽命長、讀取距離大、標簽數據可加密、存儲容量大和存儲信息方便更改等優點,而且支持多次讀寫數據,無需重新制作標簽,能夠識別高速移動的物體和同時讀取多個標簽。RFID技術擁有廣闊的發展前景和巨大的市場潛力。
本工作研究RFID系統在小料配料產品中的應用。
1 小料配料產品使用RFID系統的優勢
現有小料配料稱量產品識別系統主要為條形碼識別系統,信息量小,識別率較低,容易受環境影響。RFID作為新興的識別系統應用于小料配料稱量系統,其主要優勢如下。
(1)生產信息可追溯。能夠詳細記錄產品的生產時間、生產地點和操作人員。
(2)可編程性良好。能夠從系統中把配方信息下載到電子標簽中。
(3)存儲空間大。電子標簽能夠存儲大量的信息。
(4)適應性好。電子標簽和閱讀器能夠應用在多種極端的環境下。
(5)重復利用率高。電子標簽可以重復讀寫10萬次,其中的信息能夠保存10年。
(6)讀取率高。每個閱讀器可一次性讀取多個標簽。
(7)保密性強。電子標簽上不顯示任何信息。
除RFID本身的特點之外,RFID系統加入到小料配料稱量系統中,可以增強識別系統在該生產線的應用,實現以下功能。
(1)物料識別。通過與物料倉儲RFID結合,在生產之前可以通過電子標簽準確獲取物料信息。例如物料的生產時間、入庫時間、入庫批號和保質期等。結合手持掃描裝置,可有效控制物料投入的準確性。
(2)采集稱量產品信息。可以將生產過程中的稱量數據寫入電子標簽中,包括稱量物料的種類、稱量質量、稱量時間、稱量總質量、稱量日期、配方名稱和產品保質期。與下游的RFID讀寫器配合,可以將上述信息傳遞到下游工序,輔助下游工序的生產。
(3)比對生產信息。可以通過讀寫器讀取電子標簽中的信息,與先前的標簽信息進行比對,在設備運行過程中進行系統自檢,提高生產質量。
2 實際應用
與輪胎生產廠家相比,橡膠制品廠對小料產品的要求更高。由于生產所需的小料品種較多,每種小料的稱量質量較小,對設備的產量要求不高,因此半自動的小料稱量產品更適合橡膠制品廠。
某橡膠制品廠家有30余種小料原料,采用了多輛手推物料小車盛放人工稱量的物料。小車中的物料用完后,需要人工進行物料補充,廠家要求系統能夠識別小車中的物料和投料包裝,從而控制物料投料的準確性。原有的條形碼識別系統能夠很好地識別投料包裝,但是不能識別不銹鋼小車。根據實際生產需要,識別系統需要對設備情況特點進行識別比對,基于RFID系統應用的多樣性,決定采用RFID系統替代條形碼識別系統。
2.1 系統軟件架構
采用Allen-Bradley公司的ControlLogix系列PLC(可編程邏輯控制器)作為控制系統,通過以太網與SICK公司的RFID系統連接,整個系統配置10個RFID采集點,用于采集手工加料的物料小車信息。采用SICK公司的卡片式高頻標簽,該標簽易于安裝,存儲空間為112 kb,能夠滿足大多數應用場合對于存儲信息量的要求。每臺小車上均安裝有卡片式標簽,用于存儲由PLC預先寫入的物料信息,在各個RFID采集點讀取小車上的標簽信息,判斷該位置的物料。采用條形碼系統作為物料投料的識別系統,保證投料時小車內為同種物料。
RFID系統的架構如圖1所示,其中RF1~RF10是系統上10個不同的RFID采集點,用于采集不同物料小車上安裝的RFID標簽。每個采集點安裝一體式SICK RFID讀寫器。同時系統連接一個無線條形碼掃描槍,用于讀取物料投料的料包信息以進行信息比對,保證投入物料與小車中的物料相同。10個RFID讀寫器和條形碼掃描槍通過以太網與ControlLogix CPU相連。

圖1 RFID系統架構
2.2 系統組成
整個手動稱量系統分為小車投料區和物料稱量區兩部分。
2.2.1 小車投料區
小車投料區分為投料解包區和物料小車存儲區,結構如圖2所示。
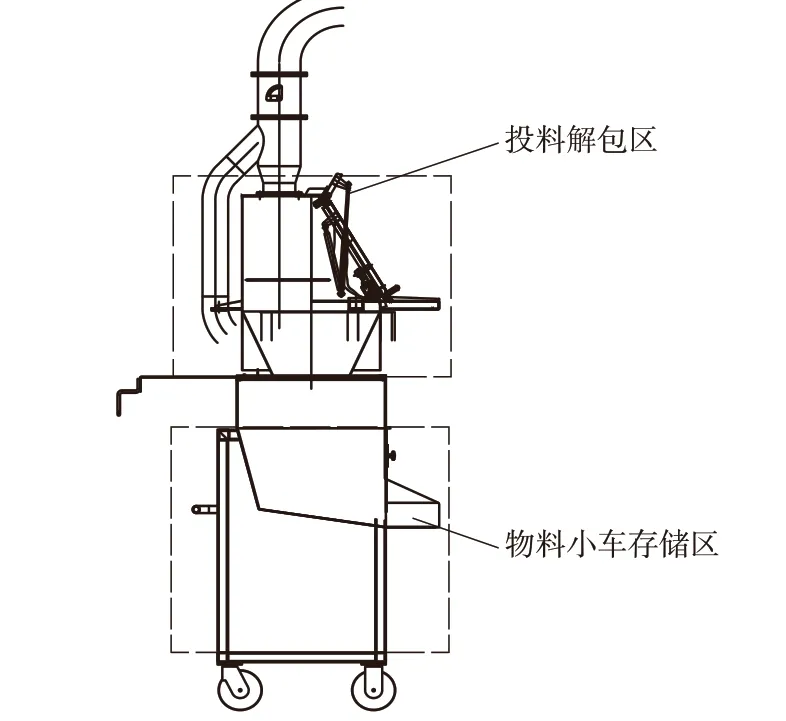
圖2 小料投料區結構示意
(1)投料解包區。通過條形碼槍讀取物料控制解包室門的開啟。
(2)物料小車存儲區。在每個小車下部安裝有RFID卡片,用于存儲每個小車內物料的信息。
2.2.2 物料稱量區
在物料稱量區,操作人員根據配方要求,將裝滿物料的小車推到稱量位置,稱量之前通過RFID讀寫器讀取小車上RFID卡片中物料的信息,如果與需要稱量的物料相同,系統開始進行手動稱量;如果物料不匹配,系統報警提示操作人員物料錯誤。物料稱量區結構如圖3所示。

圖3 物料稱量區結構示意
2.3 系統工藝流程
整個識別系統分為PLC系統、條形碼識別系統和RFID系統3個部分,識別系統工藝流程如圖4所示。
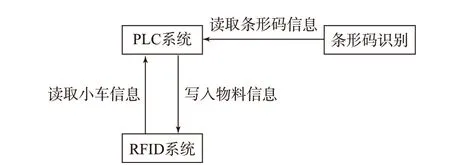
圖4 識別系統工藝流程
2.3.1 PLC系統
(1)根據工藝設定,將物料信息預先寫入安裝在小車上的卡片式RFID標簽。
(2)監控每個RFID采集點,如果檢測到RFID標簽信息,讀取標簽信息的內容,獲得該采集點位置的小車信息。
(3)讀取投料料包條形碼掃描的信息,將該信息與讀取的采集點物料小車的RFID信息進行對比。如果一致,則可以進行投料操作;如果不同,則系統報警,提示物料條形碼信息錯誤。
2.3.2 條形碼識別系統
無線條形碼槍通過RS232轉以太網模塊連接到PLC系統上,每次條形碼掃描之后,根據不同的條形碼信息,生成ASCII字符串,PLC整理這些字符串,獲得掃描的物料信息。將這一信息同先前從各采集點獲得的小車的RFID信息進行比對,如果物料信息相符,該采集點的投料限制裝置開啟,可以將物料投入到采集點位置的物料小車中。
在項目的實際運行過程中,由于卡片式標簽直接安裝在金屬表面,而金屬干擾會造成讀寫器失靈,出現標簽信息讀取錯誤或者讀取不到的現象。為解決此問題,在卡片標簽和金屬安裝面之間制作了厚約10 cm的錦綸塊。安裝后,經過測試卡片的讀寫距離超過80 mm,卡片讀取率為100%,項目運行完全滿足要求,可有效預防投料錯誤。
2.3.3 RFID系統
RFID系統采用SICK的RFH620系列讀寫器,PLC系統通過下傳ASCII碼命令,控制讀寫器讀取和寫入標簽信息。根據使用方法不同分為兩種讀取和寫入方式:固定標簽內容、觸發式讀取信息方式和可變標簽內容、字符串讀取信息方式。
該橡膠制品廠要求系統能夠根據生產工藝設定不同的標簽信息,因此采用可變標簽內容、字符串讀取信息方式。PLC程序通過特殊的ASCII碼指令進行RFID標簽的讀取和寫入。通過“Read multiple blocks string”指令讀取標簽中多個存儲區的字符串信息;通過“Write multiple blocks string”指令將字符串信息寫入到標簽的多個存儲區中,最終實現了RFID標簽信息的靈活設定和讀取。
3 結語
作為新型識別技術,RFID在橡膠制品生產等領域有很大的應用空間,它正在逐步取代條形碼識別系統成為主要的信息識別方式,同時,RFID技術的引入將增大橡膠生產工序間信息的傳遞量,提高信息傳遞的準確率,將實際生產與物聯網有效連接。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
中華手工(2017年2期)2017-06-06 23:00:31
中外會展(2014年4期)2014-11-27 07:46:46
建筑創作(2001年3期)2001-08-22 18:48:14
祝您健康(1987年3期)1987-12-30 09:52:32