西門子EM253定位模塊在三軸機械手設備中應用
2016-07-28 06:04:56何琳鋒王延盛
裝備制造技術 2016年4期
何琳鋒,王延盛
(天津機電職業技術學院,天津300000)
?
西門子EM253定位模塊在三軸機械手設備中應用
何琳鋒,王延盛
(天津機電職業技術學院,天津300000)
摘要:介紹應用西門子EM253定位模塊控制三軸機械手設備X軸(伺服電機)運行的方法,系統闡述了機械手X軸基于EM253定位模塊的應用及使用方法。以SKPLC-2自動化生產線為例,采用軟件位置控制向導創建指令實現機械手X軸精確移動定位,從而更精確的將分揀物品進行準確的位置分揀。
關鍵詞:EM253定位模塊;位置控制向導;S7-200 PLC(CPU224);SKPLC-2
SKPLC-2自動生產線設備是以三軸機械手搬運分揀物品為核心的自動化設備,該設備采用S7-200 CPU224 PLC,由于西門子200系列PLC只能最多提供兩路高速脈沖輸出,分別為Q0.0和Q0.1.自動線設備機械手共有X軸、Y軸、Z軸三軸,為保證機械手工作精度高,移動位置精確,故將Y軸、Z軸分別采用PLC兩路高速脈沖輸出控制伺服電機運行,同時也為了X軸能夠精確移動,設備特增加西門子200系列擴展模塊EM253定位模塊,通過軟件創建位置控制向導,從而實現設備對三軸機械手的精確控制。本課題是通過PLC控制EM253定位模塊來構建PLC定位系統,給出了軟硬件結構的設計思路,對工業生產中生產線設備定位控制系統實現具有參考價值。
1 EM253定位模塊[1]
EM253定位模塊是西門子S7-200系列的特殊功能模塊,它能夠產生脈沖串,用于步進電機和伺服電機的速度和位置的開環控制。其與S7-200PLC通過I/O總線通訊,在I/O的組態中作為智能模塊,其組態信息存儲在S7200的V存儲區中。同時西門子200編程軟件海提供了位控向導,可以很方便的控制設備運行。定位模塊在設備中的接線I/O分配表如表1所列。
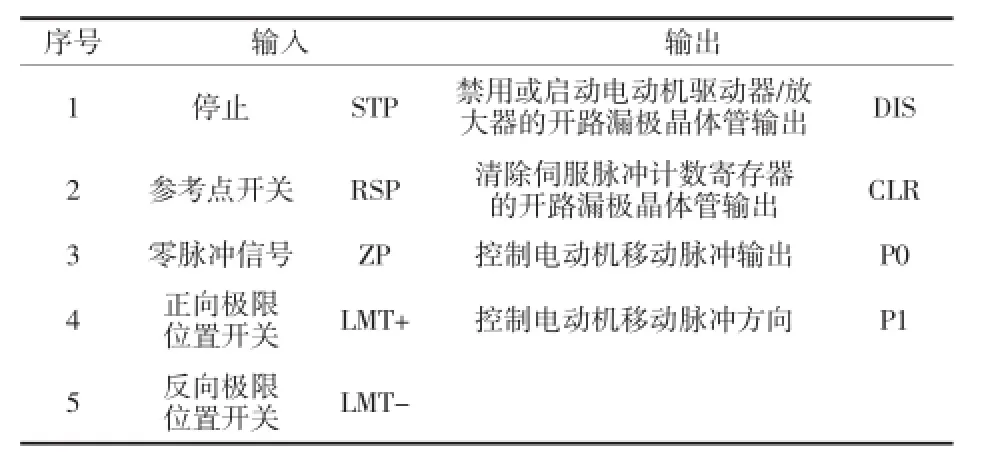
表1 接線I/O分配表
2 系統的總體設計
三軸機械手控制系統分為工控觸摸屏組態和下位機西門子PLC硬件兩大部分,觸摸屏是三軸機械手控制系統的大腦,主要采用威綸MT6070I 10寸觸摸屏制成的監控系統,可以控制設備運行、參數數據記錄與調整、顯示系統當前工作狀態及存儲實時數據,向下位機PLC發出控制指令信號,從而使設備正常運行。
2.1硬件設計
整個自動生產線設備由觸摸屏(威倫)、下位機(西門子S7-200PLC)、定位控制模塊EM253、伺服電動機及伺服驅動器等組成,設備通過觸摸屏界面的控制按鈕可以控制設備啟停運行,同時也可以根據系統控制要求設定控制參數,從而實現自動化設備復雜的分揀控制要求,同時也可以通過觸摸屏監控系統I/O狀態及系統數據變量等數據。
2.2系統程序設計
根據STEP7-MicroWIN編程軟件創建位置控制向導,并根據控制要求設置向導中參數,特別注意以下幾點[2]:
(1)系統X軸限位開關正常工作狀態,以確定系統原點及限位開關輸入有效電位高低;
(2)EM253定位模塊地址應與軟件一致(可在軟件設定時通過讀取地址確定);
(3)向導創建地址V存儲區不應被其它程序占用。
通過位控向導生成11個功能不同的控制子程序,根據需求選擇相應的控制子程序控制設備運行[3]。圖1為位控向導創建步驟。
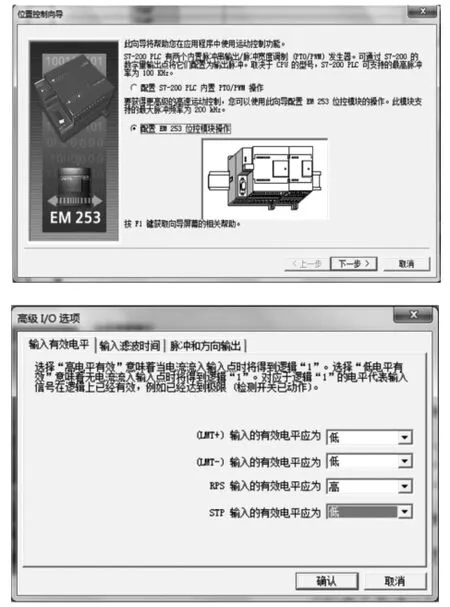
圖1 位控向導創建
向導生成后必須要調用POS1_CTRL指令,用于使能和初始化EM253位控模塊(圖2為位控模塊初始化控制程序),通過指令可以實時檢測到電機運轉的當前位置、當前速度和當前方向。程序中使用SM0.0置位操作輸入參數“EN”,要確保每次CPU第一次由STOP狀態變為RUN,啟動CTRL命令。如果設備急停按鈕處于松開狀態信號I1.5置位狀態,則置位操作輸入參數“MOD_EN”,可以保證其它的運動控制指令有效地從CPU發送到定位模板EM253.若外部急停按鈕拍下,I1.5復位狀態,復位操作輸入參數“MOD_EN”,則當前所用正在執行的運動程序,均停止運行。
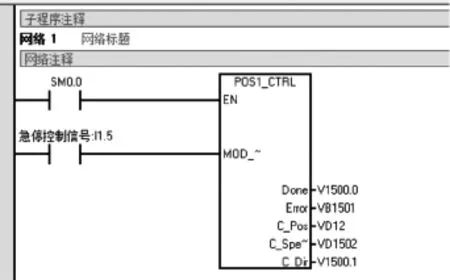
圖2 使能和初始化EM253位控模塊程序
通過調用POS1_RSEEK指令,可以使得機械手X軸電機返回原點,并以設定軌跡尋找到參考點。如圖3所示為X軸返回原點程序。置位操作輸入參數“EN”,并且在同一個掃描周期內,確保采用一個脈沖上升沿觸發操作輸入參數“START”,發送一個RSEEK命令給定位模板EM253.
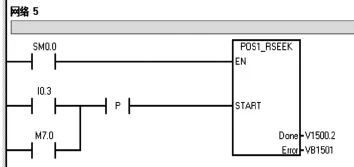
圖3 機械手X軸返回原點程序
通過調用POS1_MAN指令,可以使得機械手X軸可以通過手動控制方式控制機械手前進后退,用于測量分揀工位X軸坐標位置,控制程序如圖4所示。僅僅在POS1_CTRL命令被執行以后,才允許執行POSX_MAN命令,置位輸入參數“RUN”,可以使電機按照指定的速度和方向運動。當電機運轉的時候,用戶可以改變速度值(speed)參數大小,但是不可以改變運動方向(Dir)參數。復位輸入參數“RUN”,可以使電機減速直到停止。
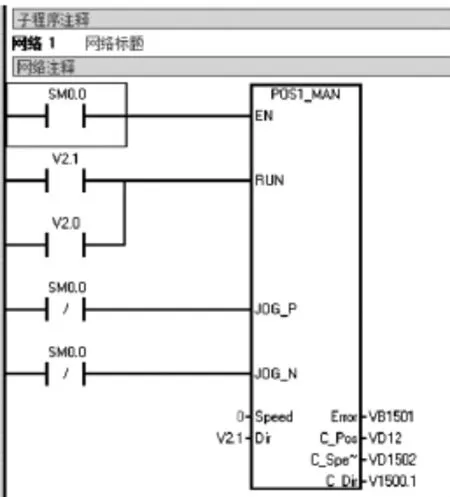
圖4 機械手手動控制前進與后退程序
通過調用POS1_GOTO指令,可以使得機械手X軸可以按照手動測試的位置信息,通過自動控制運行,按照系統要求進行自動控制運行,控制程序如圖5所示。置位操作輸入參數“EN”并且在同一個PLC掃描周期內,確保采用一個脈沖上升沿觸發信號,觸發操作輸入參數“START”,發送一個RUN命令給定位模板EM253,如果置位輸入參數“Abort”,則程序放棄當前正在執行的運動。
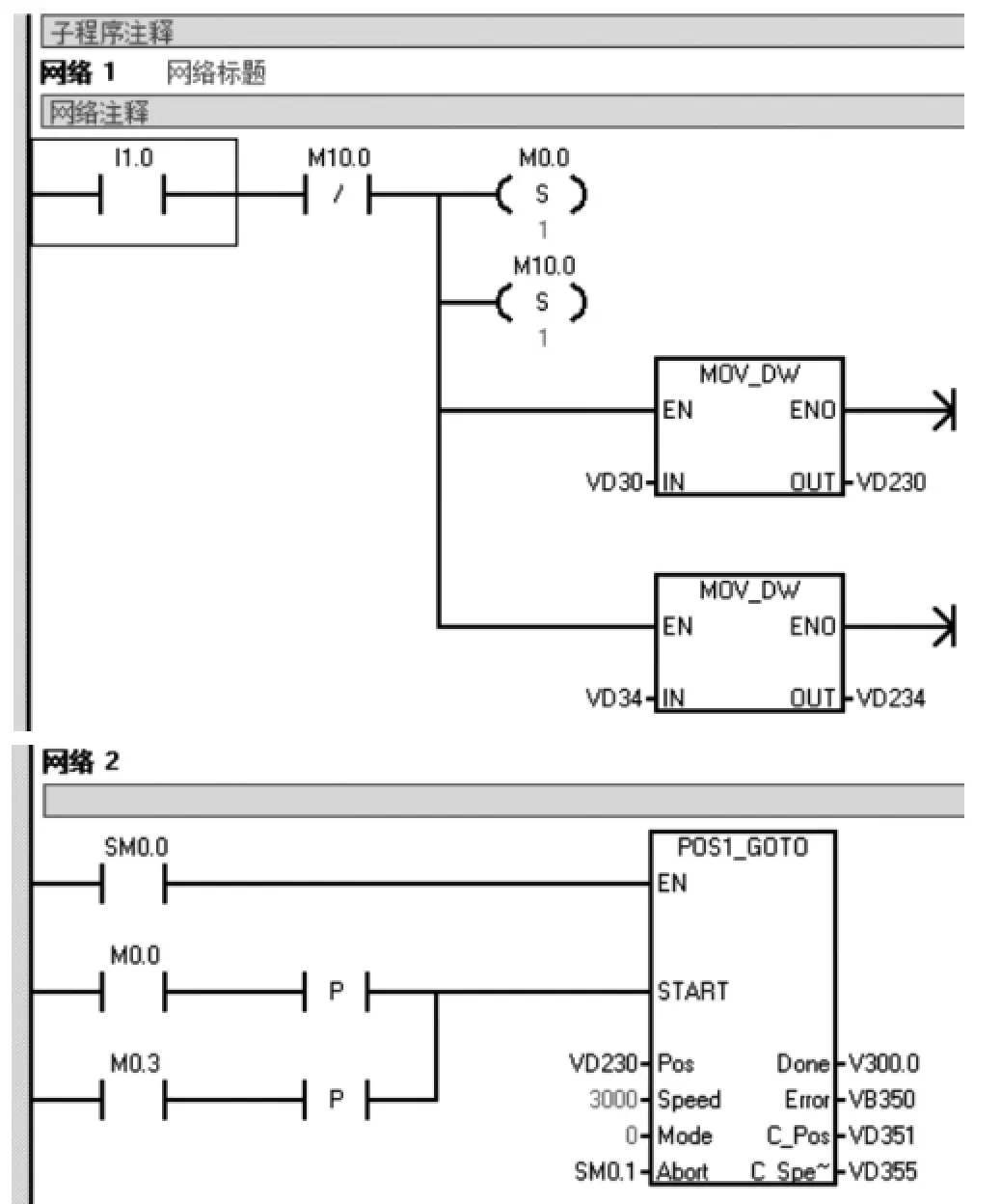
圖5 機械手X軸自動運行控制程序
2.3觸摸屏監控畫面設計
圖6為X軸組態控制畫面,上位機選擇威倫MT6070I觸摸屏,首先應建立組態上位機與PLC之間的通信連接,通過組態選擇PLC類型為SIEMENS S7-200 PPI,接口類型默認為RS485 2W,COM1通信端口,通信波特率為9 600.
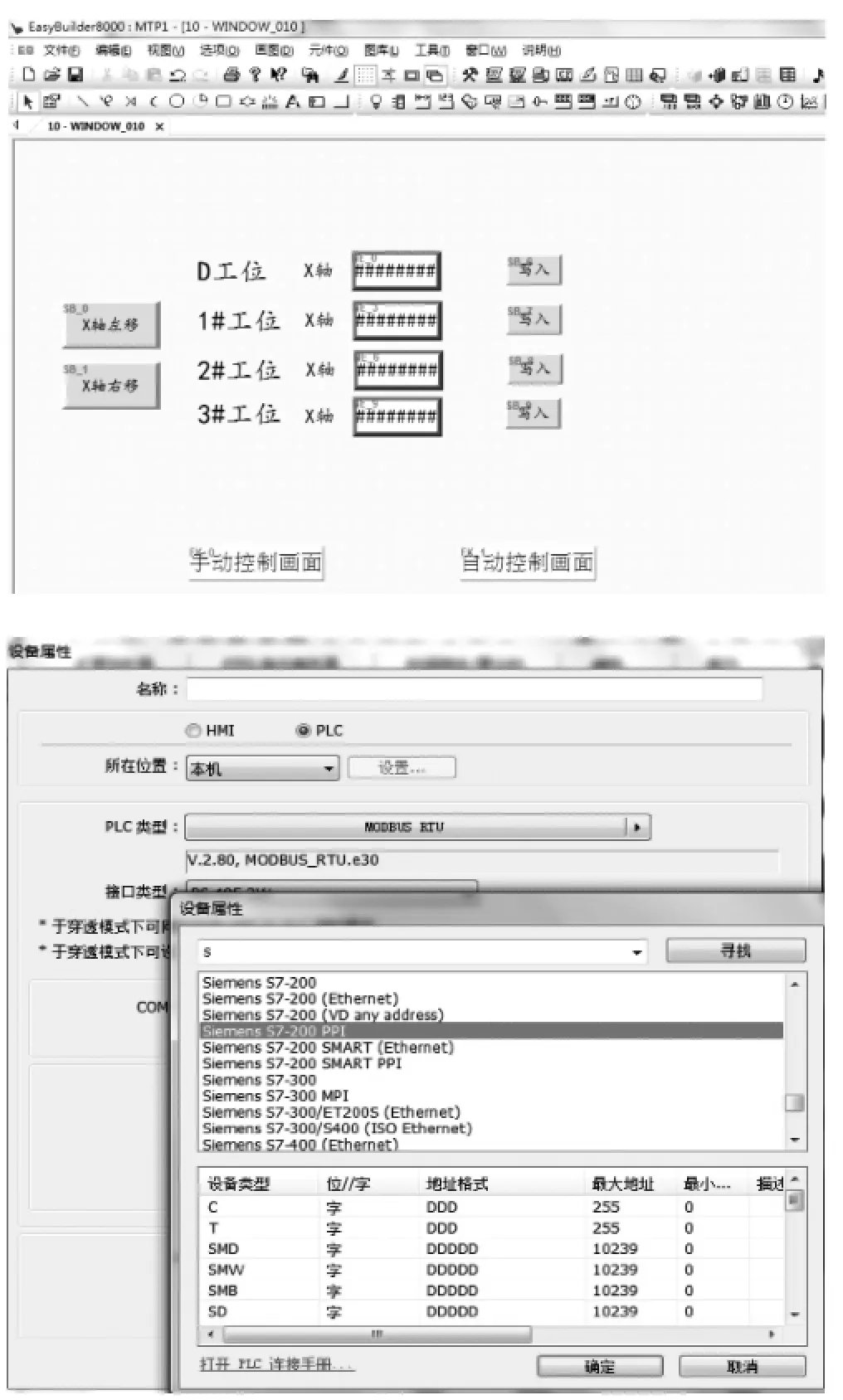
圖6 機械手X軸組態控制畫面
根據PLC數據變量進行對觸摸屏畫面組態、連接,通過對畫面下載,可進行在線模擬,測試組態畫面的正確性。
2.4設備調試與運行[4]
(1)調整機械手硬件結構、左右限位開關位置以防止機械手發生碰撞致機械精度降低。
(2)檢測設備電源是否滿足供電需要,同時檢測設備PLC、觸摸屏、伺服驅動器電源線路是否正確。
(3)設備上電后設定伺服驅動器參數,使得伺服電動機可以按照要求準確運行。
(4)調試程序,最終使得設備能夠根據控制要求進行設備穩定運行。
3 結束語
經過對設備調試運行,可以得出利用西門子S7-200 PLC、EM253擴展模塊、伺服電機及驅動器等組成的三軸機械手控制系統具有結構簡單、性價比高、易于編程調試等優點,可廣泛用于小型設備的分揀系統中,當需要實現復雜控制要求時只需要按照控制工藝流程圖更改程序中的相關參數即可,無需對程序大改動,對在設備中編程調試具有很便攜作用。
參考文獻:
[1]廖長初.PLC編程及應用[M].北京:機械工業出版社,2015.
[2]西門子公司.S7-200可編程控制器系統手冊[M].2007.
[3]西門子公司.西門子S7-200PLC[M].北京:北京航空航天大學出版社,2015.
[4]王永華.現代電氣控制及PLC應用技術[M].北京:北京航空航天大學出版社,2013.
中圖分類號:TP242.2
文獻標識碼:B
文章編號:1672-545X(2016)04-0218-03
收稿日期:2016-01-16
作者簡介:何琳鋒(1986-),男,山西長治人,本科,助教,研究方向:可編程控制器、自動生產線安裝與調試、PLC及現場總線應用等自動化教學領域方向;王延盛(1985-),男,天津人,本科,講師,研究方向:工控組態控制技術、現場總線技術等自動化教學領域方向。
The Application of Siemens Em253 Location Module for Three Axis Manipulator Equipment
HE Lin-feng,WANG Yan-sheng
(Tianjin Vocational College of Mechanics and Electricity,Tianjin 300000,China)
Abstract:This paper introduces the operation method of Siemens EM253 location module controlling three axis manipulator equipment for the X axis(servo motor),which systematically describes the application and using methods of manipulator X axis based on EM253 location module.The SKPLC-2 automatic production line,for instance,use the position control wizard to create software instructions to achieve precise location of manipulator X axis,thus accurately position sorting the sorting items.
Key words:EM253 locatoin module;position control wizard;S7-200 PLC(CPU224);SKPLC-2
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
人大建設(2019年12期)2019-05-21 02:55:44
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
工業設計(2016年12期)2016-04-16 02:52:00
中國衛生(2015年3期)2015-11-19 02:53:32
設備管理與維修(2015年12期)2015-04-09 06:57:00