全鋼載重子午線輪胎激光無損檢測氣泡的產生原因及解決措施
2016-07-28 10:13:14蹇海波
橡膠科技 2016年4期
關鍵詞:檢測
蹇海波,鄭 科
(貴州輪胎股份有限公司,貴州 貴陽 550008)
全鋼載重子午線輪胎生產工藝復雜,特別是成型時需要將十幾種半成品部件組合起來,該過程中極易形成氣泡,因此成品輪胎,特別是胎冠部位必須經過氣泡檢測才能使用[1]。
輪胎氣泡的激光無損檢測是采用激光相位錯位散斑技術形成電子散斑圖像而直接顯示輪胎內部氣泡缺陷,其檢測精度高,可檢測出直徑2 mm左右的氣泡。
本工作針對全鋼載重子午線輪胎激光無損檢測氣泡,對氣泡產生原因進行分析,并提出相應的解決措施。
1 激光無損檢測氣泡
激光無損檢測氣泡中,胎冠部位氣泡主要出現在帶束層之間、胎面與帶束層(特別是2#帶束層)之間,這些氣泡用X光檢測不出;胎肩氣泡主要出現在2#帶束層邊緣,主要表現為多而小的周向氣泡(如圖1所示),導致輪胎直接報廢;肩墊膠上、下表面與其他半成品部件接觸部位也容易產生氣泡。
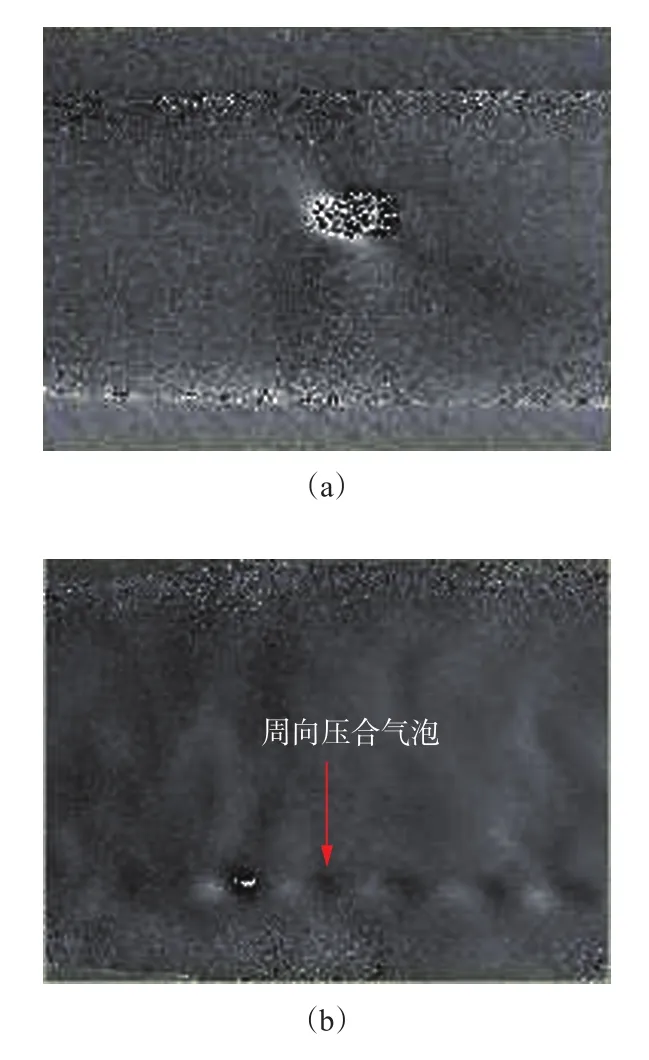
圖1 激光無損檢測氣泡
2 原因分析
半成品部件存放環境條件(溫度和濕度等)、存放時間、表面清潔度均會影響半成品部件表面粘合性能。半成品部件粘合性能差會導致成品輪胎相應部位產生氣泡。
2.1 半成品部件貼合產生的氣泡
(1)胎面基部膠與胎面膠粘合性能差,造成貼合時不易將二者間的氣體排出,導致成品輪胎胎面產生氣泡。胎面污染產生的氣泡如圖2所示。
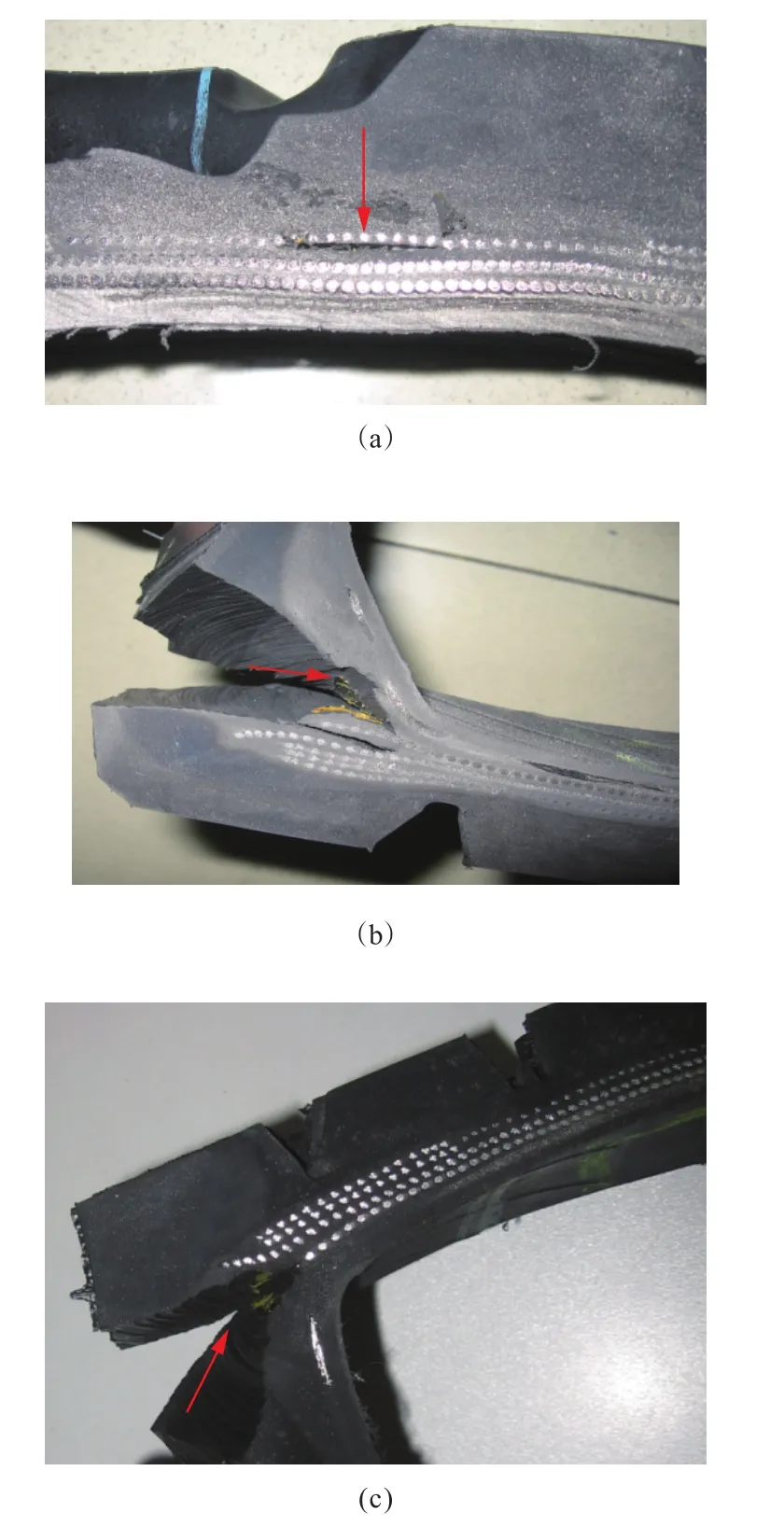
圖2 胎面污染產生的氣泡
(2)胎面貼合偏歪,造成胎面特別是兩側形狀變化大,胎面受力不對稱而導致氣泡產生。
(3)帶束層包邊膠貼合不實,導致成型時不能將夾帶的氣體排盡,由此形成的氣泡主要集中在2#帶束層邊緣對應部位。
(4)帶束層與胎面貼合偏歪,胎面壓合后導致兩邊層級不一致,偏歪側帶束層翹頭嚴重,形成層級氣泡。
(5)墊膠貼合偏歪,同時由于墊膠厚度變化較大,貼合精度要求較高,其貼合偏歪會導致該部位層級變化大,胎面壓合時墊膠與帶束層間隙大,易產生氣泡。
2.2 胎面輥壓產生的氣泡
胎面輥壓產生的氣泡如圖3所示。
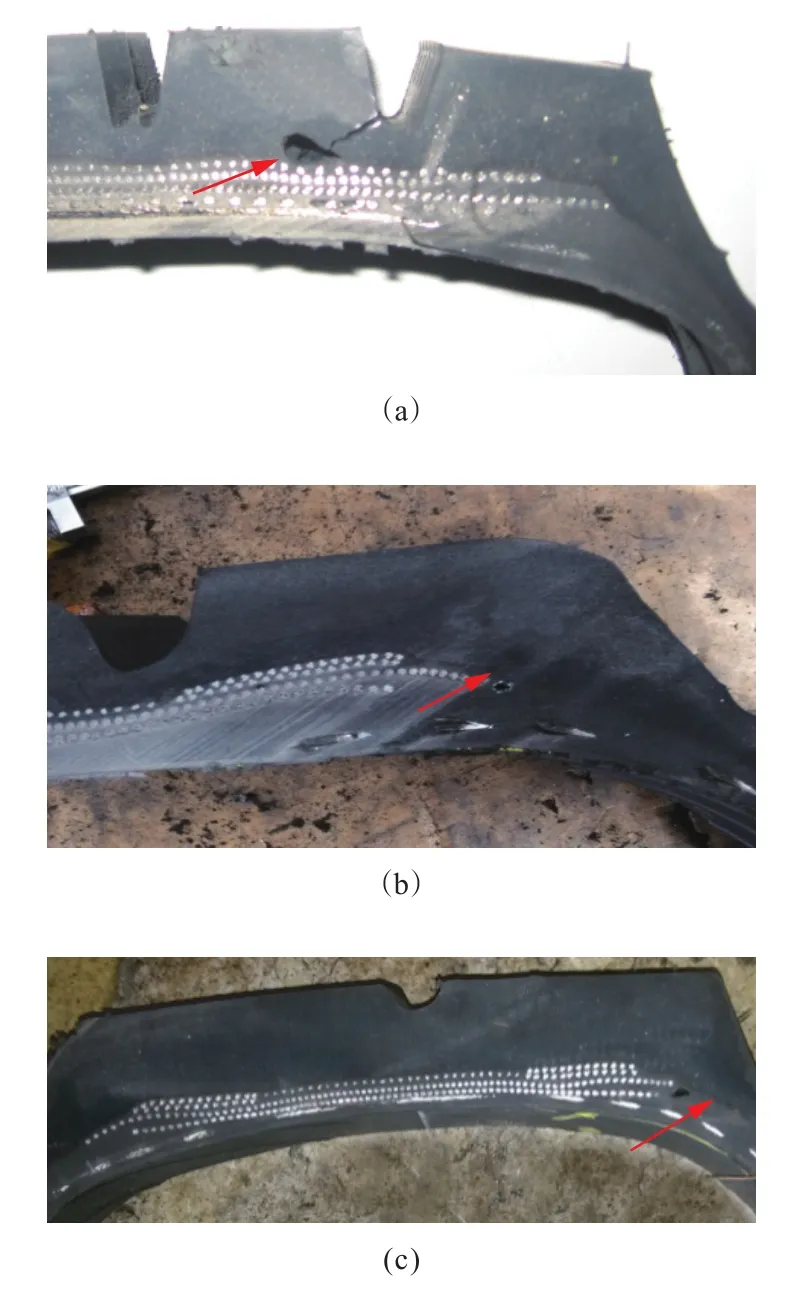
圖3 胎面輥壓產生的氣泡
(1)胎面壓輥通過氣壓擠壓胎面,使半成品部件貼合并逐步排出氣泡。由于壓輥形狀(如圖4所示)不當,直角壓合胎面,施加給胎面的局部壓力過大,造成胎面與其他半成品部件間形成的氣泡不能排出,甚至將氣泡鎖死。

圖4 改造前胎面壓輥
(2)胎面輥壓時壓輥擺轉(變壓)位置不當,擺轉位置偏前或偏后,影響胎面與其他部件之間的粘合而形成氣泡,甚至壓壞胎面。
(3)胎面壓輥中心不對稱,導致胎面單邊與其他半成品部件貼合不實,產生周向氣泡。
(4)胎面輥壓由旋轉的后壓輥施壓,而后壓輥則是通過滾動軸承進行旋。在高壓下滾動軸承容易損壞,導致胎面壓輥軸向晃動,使胎面壓合不實而產生氣泡。
(5)胎面輥壓時壓輥軸向、徑向運動速度設置不合理,導致壓輥壓合軌跡間距過大,導致胎面與其他半成品部件間的氣泡不能排出。
3 解決措施
(1)定期檢查半成品部件存放區域的溫度和濕度,控制半成品存放時間,避免受到污染,并嚴格按照先進先出(FIFO)原則使用半成品部件。
(2)適當調整胎面基部膠配方,提高其與胎面上層膠的粘合性能。
(3)嚴格控制帶束層包邊質量,避免不合格的包邊帶束層流入下道工序。
(4)保證帶束層、墊膠、胎面貼合精度,使其貼合公差不超過1 mm。定期檢查成型機光標的對稱性、精確性和垂直性,并定期校準。
(5)改進胎面壓輥形狀,使壓輥與胎面由直角壓合變為弧形壓合。改造后的胎面壓輥如圖5所示。
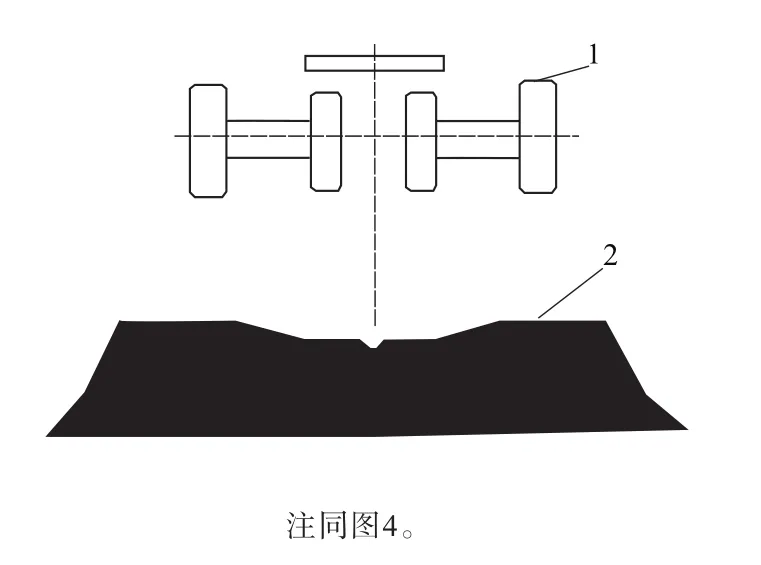
圖5 改造后胎面壓輥
(6)針對不同胎面,確定不同的胎面壓輥擺轉位置,擺轉位置設置在胎面厚度從小到大的過渡部位,如圖6所示。

圖6 胎面壓輥轉角區域示意
(7)定期檢查胎面壓輥中心、成型鼓中心、充氣后胎面中心是否與定位中心光標重合。
(8)定期對胎面壓輥壓盤進行晃動測試,壓盤晃動幅度不能超過2 mm。
(9)胎面壓輥壓痕如圖7所示,胎面中部較厚部位兩壓痕之間的距離不超過4 mm,胎面兩邊較薄部位兩壓痕之間的距離不超過5 mm。

圖7 胎面壓輥壓痕間隙
(10)每天檢查胎面擺轉位置設置是否準確,如果不準確,必須及時調整,并設置合理的擺轉停留時間。
4 結語
通過分析輪胎激光無損檢測氣泡的產生原因以及采取相應的解決措施后,我公司輪胎激光無損檢測氣泡發生率大大降低,成品輪胎氣泡的產生率由原來的0.136 5%減至0.044 3%。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
