全自動小粉料稱量系統(tǒng)的設計
2016-07-31 06:22:36侯金智
橡膠科技 2016年1期
關鍵詞:系統(tǒng)
侯金智
(北京橡膠工業(yè)研究設計院,北京 100143)
在膠料混煉中,按照配方準確稱量各種小料是保證混煉膠質量的關鍵環(huán)節(jié)。過去,小料稱量主要靠人工操作,不僅勞動強度較大,生產效率較低,工作環(huán)境惡劣,稱量結果還容易受人為因素干擾,難以保證膠料組分的穩(wěn)定性,進而造成產品質量不穩(wěn)定。為此,本課題采用可編程邏輯控 制(PLC)技術和軟件技術相結合,設計一種效率高、精度高、穩(wěn)定性好的全自動小粉料稱量系統(tǒng)。現(xiàn)將該系統(tǒng)的設計情況介紹如下。
1 工藝要求
全自動小粉料稱量系統(tǒng)應按照工藝要求自動稱量硫化劑、促進劑、氧化鋅、防老劑、防焦劑、樹脂等數(shù)十種粉料。系統(tǒng)必須適應粒子形狀、尺寸、團聚性等不同的各種粉料[1],保證下料順暢,防止料倉內物料淤積。同時,系統(tǒng)設計為積木式拼裝結構,根據(jù)粉料的種類靈活增減料倉數(shù)量,既能保證系統(tǒng)各個單元穩(wěn)定運行,故障率較低,又能保證稱量精度高,使單種物料稱量誤差控制在0.3%以內,料筐的定位精度在1.5 cm以內。另外,從安全、環(huán)保、健康體系建設的角度考慮,為減少環(huán)境污染、改善工作環(huán)境,系統(tǒng)采用高效、清潔的除塵器。系統(tǒng)的上位機存儲各種配方,并按照生產計劃自動將配方參數(shù)發(fā)送到控制系統(tǒng)的PLC,上位機軟件系統(tǒng)具有實時監(jiān)控、故障報警、超差報警、報表打印、數(shù)據(jù)存儲、數(shù)據(jù)查詢、數(shù)據(jù)分析、數(shù)據(jù)統(tǒng)計、圖表顯示、生產排班等功能。
2 結構設計
為滿足系統(tǒng)自動化程度高、生產效率高、運行穩(wěn)定、生產環(huán)境清潔等要求,系統(tǒng)設計時綜合考慮以下因素。
(1)裝料筐和卸料筐由同一個操作工完成,料筐軌道呈環(huán)形,套著裝料帶的料筐(起始位置空)走完一圈即完成全部粉料的稱量,整個下料和稱量過程完全由PLC控制,多個料筐可同時進行物料稱量。
(2)不同物料具有不同粒徑、團聚性、堆積性、壓縮性、安息角、內摩擦角、流動性等性質[2],根據(jù)物料性質設計不同形式的料倉和給料裝置,保證系統(tǒng)下料順暢。
(3)確定除塵器電機功率時應考慮氣流對電子稱量系統(tǒng)的影響。由于供料口附近設置了除塵抽風口,除塵器電機功率過大,料筐上部和下部產生的氣壓差較大,料筐稱量時變輕,導致總物料稱量誤差超限;除塵器電機功率過小,不能達到除塵效果。因此,應根據(jù)實際情況確定除塵器電機功率。
(4)料筐軌道采用較簡單的驅動部件,這是因為機構越簡單,設備故障率就越低,維護就越容易。在此,考慮通過齒輪和鏈條的簡單傳動機構來驅動輥道,帶動料筐向下一個拱位運動。
(5)為滿足上位機和PLC之間的高速通訊,二者之間采用RS485電纜進行數(shù)據(jù)通信。由于不同品牌的PLC通信語義不相同,故在上位機軟件模塊中建立常用品牌PLC的通信語義庫,從而滿足不同品牌PLC系統(tǒng)的需要。
2.1 機械系統(tǒng)
機械系統(tǒng)主要由除塵器、解包室、料倉、供料器、稱量裝置、料筐、料筐軌道等部件組成,整體的機械結構如圖1所示。
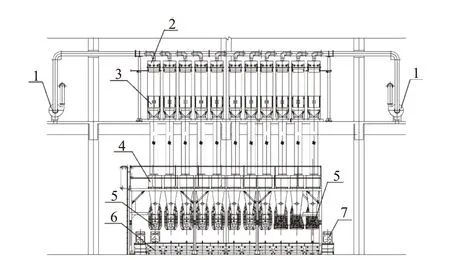
圖1 全自動小粉料稱量系統(tǒng)的機械結構示意
除塵器采用脈沖袋式除塵器。該除塵器采用分室停風、脈沖噴吹清灰技術,克服了常規(guī)脈沖除塵器和分室反吹除塵器的缺點,清灰能力強,除塵效率高,排放物濃度低,被廣泛應用于粉料的除塵。在本系統(tǒng)中,為盡可能減少粉塵,在解包室的解包腔內及供料器的加料口設置除塵抽風口。通過調整抽風口位置和調節(jié)抽風口口徑等措施控制抽風口風壓,避免因產生的負風壓過大而造成料筐被向上吸,致使總物料稱量誤差超限。
為防止粉料中的雜質和較大硬塊進入料倉同時加快投料的速度,應在解包室內設置振動篩,振動篩網(wǎng)眼的大小根據(jù)物料性質來決定。料倉是機械結構的重要組件[2],起暫時存放粉料的作用,為供料器提供均勻穩(wěn)定的物料。為防止物料沉積在料倉壁上,料倉的設計綜合考慮料倉中物料的流動形式和整體流動特性,同時還為不同的物料設置不同的破拱裝置,如振動破拱裝置、氣動活塞破拱裝置、空氣清堵器破拱裝置、脈沖側吹破拱裝置、抖動內襯破拱裝置等,使下料保持通暢。
供料器采用電磁振動供料器,通過控制振幅和振動頻率來調節(jié)供料速度[3]。供料器供料能力除受物料顆粒大小、溫度和濕度等影響外,還受料槽寬度及料槽傾角等因素的影響。按照供料快慢,稱量可分為快稱和慢稱,快稱時通過變頻器控制電磁振動器以大振幅振動,快速給料;當接近目標值時,變頻器控制電磁振動器以小振幅振動,慢速給料,這樣既保證了稱量速度,又保證了稱量精度。
矩形環(huán)狀料筐軌道由許多小段軌道拼接而成,各供料口、4個軌道轉角和物料總質量校準處的軌道下方均安裝有稱量裝置,用于測量物料質量。料筐由軌道下方的傳動電機帶動,即由PLC控制電機,通過齒輪和鏈條驅動軌道的輥軸滾動,使料筐在軌道上滑行。
2.2 控制系統(tǒng)
控制系統(tǒng)主要由PLC、稱量儀表、光電開關、變頻器、電動閥門等部件組成,PLC是核心部件,不同用戶可能采用不同型號的PLC。本課題采用比較典型的西門子S7-300系列PLC,該系列PLC處理速度達到0.8~1.2 ms,存儲器容量為2k,數(shù)字量達到 1 024點,模擬量通路128路。PLC通過PROFIBUS,ETHERNET和MPI等網(wǎng)絡與其他設備聯(lián)網(wǎng)通訊,通過RS-485端口與上位機進行通訊。
稱量開始時,操作工將空料筐放置在料筐裝卸區(qū),系統(tǒng)按照上位機發(fā)送的配方參數(shù)自動控制料筐在軌道上的移動[4],當料筐到達指定的供料口時,PLC控制稱量裝置初始化稱量參數(shù),通過變頻器控制電磁振動器快速給料,當物料質量接近目標值時,變頻器控制電磁振動器慢速給料,當物料質量達到目標值后,料筐軌道電機帶動轉輥轉動,轉輥帶動料筐向下一個物料供料口移動。重復相同的過程,直到配方中所有物料稱量完畢,料筐運行至總質量校準處進行校驗。總質量校驗完畢后料筐再次進入裝卸區(qū),由操作工卸除料筐,完成單個料筐的稱量。多個料筐可以在系統(tǒng)的控制下并行稱量,稱量效率大大提高。控制系統(tǒng)運行過程如圖2所示。
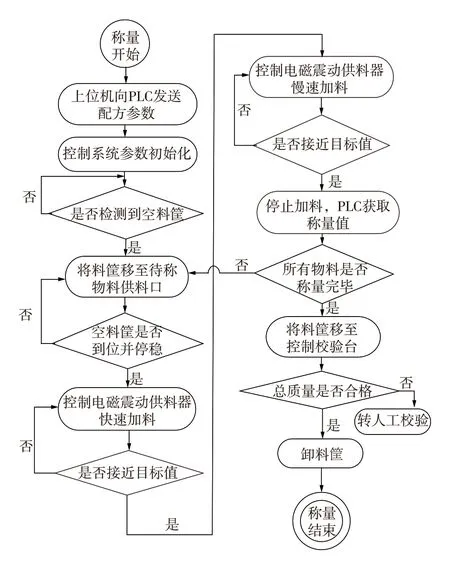
圖2 控制系統(tǒng)運行過程
2.3 上位機軟件系統(tǒng)
上位機軟件系統(tǒng)由配方管理子系統(tǒng)、數(shù)據(jù)通信子系統(tǒng)、報表管理子系統(tǒng)、實時監(jiān)控子系統(tǒng)、故障處子系統(tǒng)、數(shù)據(jù)存儲子系統(tǒng)、生產計劃管理子系統(tǒng)、數(shù)據(jù)分析子系統(tǒng)等組成,如圖3所示。
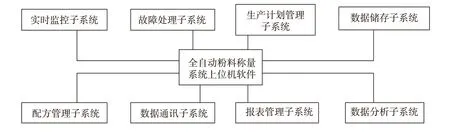
圖3 上位機軟件系統(tǒng)
配方管理子系統(tǒng)負責配方數(shù)據(jù)的錄入、存儲、管理、發(fā)送等工作,可以按照生產計劃隨時調取相應的配方數(shù)據(jù)[5]。數(shù)據(jù)通信子系統(tǒng)負責上位機和PLC的通信工作,將配方數(shù)據(jù)翻譯成PLC執(zhí)行命令參數(shù)發(fā)送到PLC命令接收區(qū)。對于不同型號的PLC,數(shù)據(jù)通信子系統(tǒng)可自動屏蔽PLC型號差異,自動匹配通信協(xié)議,使上位機與PLC間的通信對于用戶透明。報表管理子系統(tǒng)負責臺班報表的打印、存儲、查詢等功能。實時監(jiān)控子系統(tǒng)可以實時監(jiān)控系統(tǒng)的運行狀態(tài),系統(tǒng)每一個傳感器的當前狀態(tài)均可以從實時監(jiān)控界面中直觀顯示出來。故障處理子系統(tǒng)負責處理設備運行中的故障報警,方便操作者分析故障產生的原因并及時進行處理。數(shù)據(jù)存儲子系統(tǒng)負責數(shù)據(jù)庫的創(chuàng)建、查詢、更新、備份等工作,使有價值的數(shù)據(jù)持久化。生產計劃管理子系統(tǒng)通過與工廠管理信息系統(tǒng)(MIS)接口,接收工廠統(tǒng)一的生產目標計劃,并根據(jù)生產計劃自動安排備料和排班。數(shù)據(jù)分析子系統(tǒng)可以對歷史生產數(shù)據(jù)進行深度挖掘,將當前生產數(shù)據(jù)與歷史最優(yōu)數(shù)據(jù)進行對比,分析誤差產生的原因,進而提出改進措施。
3 結語
本課題設計的全自動小粉料稱量系統(tǒng)采用積木式拼裝結構,具有組裝靈活、自動化程度高、稱量精度高、數(shù)據(jù)處理能力強、生產環(huán)境清潔等優(yōu)點,適合大批量混煉膠生產。該系統(tǒng)已經(jīng)在山東、河南、甘肅等多個橡膠輪胎和制品企業(yè)實際應用,大大提高了這些企業(yè)粉料稱量效率,改善了生產條件,創(chuàng)造了良好的經(jīng)濟效益。該設備值得在橡膠行業(yè)內大規(guī)模推廣。
猜你喜歡
工業(yè)設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32