切向進汽型汽輪機主汽門安裝施工工法
2016-08-04 18:06:00楊學志張慶泉
大科技 2016年20期
楊學志 張慶泉
(山東電力建設第二工程公司 山東濟南 250100)
切向進汽型汽輪機主汽門安裝施工工法
楊學志 張慶泉
(山東電力建設第二工程公司 山東濟南 250100)
切向進汽型汽輪機主汽門與高壓缸通過鎖緊螺母直接連接,無導汽管,具有結構緊湊、效率高、汽流流動損失小等優點,得到推廣與應用。
鎖緊螺母體積大,重量大,其內螺紋與高壓缸外螺紋連接精確,主汽門與鎖緊螺母在旋合鎖緊過程中易出現因中心偏差傾斜咬絲現象,所以主汽門、鎖緊螺母的定位與調平是施工的重點和難點。山東電建二公司通過分析主汽門結構特點、研究安裝工藝并進行技術攻關,總結形成了本工法,并在天津北疆電廠一期2×1000MW工程2號機組、安徽華電六安電廠2×600MW擴建工程3號機組成功應用。工法關鍵技術已通過中國電力建設專家委員會評審,達到國內先進水平。
切向進汽型汽輪機;主汽門安裝;施工工法;經濟效益
1 工程案例
(1)天津北疆電廠一期2×1000MW工程2號機組為例,汽輪機是由德國西門子公司設計,上海汽輪機有限公司制造。汽輪機主汽門通過鎖緊螺母與高壓缸連接。本工程2號機組主汽門安裝在2009年7月10日開始,7月17日順利安裝完成,用時8d。因為提前組織,科學管理,整個安裝過程順利平穩,充分證明了提前設計的安裝工藝流程是合適的,過程質量控制是有效的。
(2)安徽華電六安電廠二期2×600MW擴建工程3號機組,汽輪機型號為:N660-25/660/600型660MW超超臨界中間再熱凝汽式汽輪機,由上汽集團采用西門子技術制造。汽輪機主汽門通過鎖緊螺母與高壓缸連接。本工程3號機組主汽門安裝在2014年1月20日開始,1月24日順利安裝完成,用時5d。安裝過程嚴格遵守安全規程、按照施工工藝流程,強化過程控制,確保了順利安裝。
2 工法特點
(1)使用激光水平儀外引主汽門及高壓缸接口水平中心線,并在高壓缸與主汽門接口兩側分別標識2點,以便于在旋合鎖緊螺母過程中精確定位兩接口中心標高一致。
(2)使用液壓張緊裝置拉緊主汽門與高壓缸結合面,左右方向間隙均勻,確保了主汽門與高壓缸進汽管中心線在左右方向正確對中。
(3)通過測量鎖緊螺母在進汽方向上的水平度,保證螺母水平,確保螺母與高壓缸進汽管段始終保持對中,避免了螺紋咬扣。
(4)使用五組環形燃燒環加熱鎖緊螺母,鎖緊螺母表面均勻受熱,確保了鎖緊螺母的熱緊到位。
3 工藝原理
用行車配合手拉葫蘆調平主汽門后,吊裝到位。安裝U型環及液壓張緊裝置,使用液壓張緊裝置拉緊主汽門。邊拉緊,邊調整主汽門,直至塞尺測量結合面四周間隙均勻、合格。利用激光水平儀外引高壓缸進汽口中心線并在主汽門上標識。旋合鎖緊螺母,利用激光水平儀及標識點調整主汽門與高壓缸中心線標高保持一致。旋緊結束后,利用環形燃燒環熱緊螺母。
熱緊完成后,安裝主汽門彈簧支架。根據現場實測數據計算的值,加工主汽門與油動機聯軸器墊片,安裝墊片,完成油動機安裝。主汽門布置如圖1。
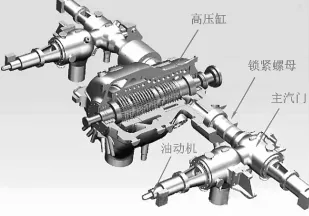
圖1 主汽門布置圖
4 施工工藝流程及操作要點
4.1 施工工藝流程
施工工藝流程見圖2。
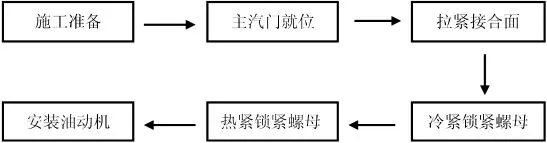
圖2 切向進汽型汽輪機主汽門安裝施工工藝流程圖
4.2 操作要點
4.2.1 施工準備
(1)施工基礎準備
①技術準備:對施工人員進行交底,掌握主汽門安裝工藝方案及安裝要點。
②工器具準備:準備所需工器具及量具,并校驗合格。
③材料準備:準備齊全措施性材料及消耗性材料。
(2)安裝前準備
①拆除主汽門及油動機的運輸固定裝置,拆除油動機運輸用蓋子。
②檢查并恰當準備好基礎預埋板,安裝臨時支架。
③檢查鎖緊螺母支架上的螺栓、套筒及接觸面清潔度,應無油污、銹蝕。
④鎖緊螺母支架拉到行車吊鉤上,找中并固定到位。
⑤清理主汽門出汽口、高壓缸進汽口結合面、U型環及U型環安裝槽,并檢查是否有損壞,接觸面上的凸起要使用油光銼修整一下。
⑥使用外徑千分尺測量U型環全周厚度,確保在圖紙要求范圍內;使用深度游標卡尺測量U型環安裝槽全周深度,確保在圖紙要求范圍內。這樣,U型環全周壓縮值a=d-c在圖紙要求范圍內(圖3)。
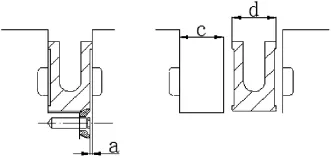
圖3 測量U型環數據
4.2.2 主汽門就位
(1)使用行車、手拉葫蘆、鋼絲繩和鎖緊螺母支架等吊起主汽門,在框式水平儀輔助下,利用手拉葫蘆調平汽門。
(2)將閥體移至安裝位置并放低它與汽缸進汽口平行,直到出汽口與高壓缸進汽口處于相同高度。
(3)拿下高壓缸螺紋上的橡膠皮墊,在螺紋上均勻涂抹二硫化鉬。
(4)安裝U型環,如碰到卡澀,則用銅棒輕輕敲入。擰上固定螺釘,確保沉頭螺釘低于U型環平面。
4.2.3 拉緊結合面
(1)安裝液壓張緊裝置的主汽門端,并與高壓缸端連接。
(2)將主汽門出汽口與高壓缸進汽口結合面對準,使用液壓張緊裝置拉緊,直到進汽口結合面全周0.05mm塞尺不進為止,關閉液壓裝置上油槍的閥門。此時主汽門處于水平狀態。
(3)在主汽門前方設置激光水平儀,調水平。以高壓缸上標識的C、D點為基準,將水平激光線投射到主汽門上,在出汽口外表面標識A、B兩點(如圖4)。
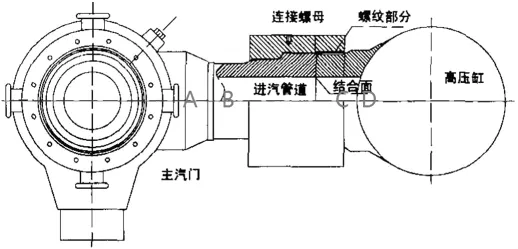
圖4 外引高壓缸進汽口中心線
4.2.4 冷緊鎖緊螺母
(1)調節連接鎖緊螺母支架的手拉葫蘆,調平鎖緊螺母。轉動鎖緊螺母,確定可以自由轉動后,水平推動到安裝位置處開始旋合。
(2)待確認旋入后,用長約1m短管插入觀察孔,兩人均勻用力開始旋合。在高壓缸連接螺紋的前三級做標記,以確認剛開始的旋入是否為假嚙合。待確定鎖緊螺母旋入后,逐步擰緊,擰緊時應輕松自如。
(3)在鎖緊螺母旋合過程中,專人觀察A、B兩點連線表示的主汽門出汽口中心線與激光線是否重合,以確定主汽門是否水平;若不水平,應立即調整手拉葫蘆至主汽門水平為止。同時觀察測量鎖緊螺母在進汽方向上的水平度應不大于0.03mm,以確保螺母與進汽管段始終保持對中。
(4)如果在緊固過程中兩人感覺吃力時,應立即停止螺母的旋進。檢查上述數據以判斷主汽門或鎖緊螺母是否傾斜。如有傾斜,應立即調整,使其達到與高壓缸進汽管段對中狀態。切忌在感覺擰緊吃力時,盲目無限制地加大力矩使其轉動。
(5)待通過觀察孔用塞尺測量汽門與高壓缸的結合間隙為0時(0.02mm塞尺不進),繼續旋緊鎖緊螺母,繼續旋緊弧長大概在15~20mm,冷緊結束。
(6)冷緊結束后,松開行車將主汽門落到臨時支架上,此時應用百分表監視主汽門下降的量,然后再用螺紋千斤頂將主汽門抬高其下降的高度。
4.2.5 熱緊鎖緊螺母
(1)移除鎖緊螺母支架,清理現場。用記號筆在鎖緊螺母及高壓缸進汽短管處標出扭轉尺寸,準備熱緊。
(2)將5組環形燃燒環布置在鎖緊螺母表面。燃燒環也可能要相互之間旋轉180°安裝。
(3)準備15~20瓶壓力為7~8bar的丙烷氣,其中的5瓶用金屬套的高壓管與燃燒環連接,其它氣瓶備用。
(4)將氣瓶出口壓力整定為4bar,打開丙烷瓶閥,打開隔絕閥,遠程點火加熱鎖緊螺母。待每個燃燒環火焰快熄滅時,更換備用氣瓶。
(5)加熱時間為30~32min。加熱結束后,關閉氣瓶出口閥門,關閉隔絕閥,讓火焰自行熄滅。用一個插入到鎖緊螺母觀察孔內長約1m的短管進行擰緊操作,標記的轉動弧長為熱緊到位的唯一標準。
(6)拆除燃燒環,用銅棒將鎖緊螺母止動銷輕輕敲入。
(7)安裝主汽門彈簧支架,拆除臨時支架。彈簧支架與主汽門之間安裝硅酸鋁材料。彈簧支架與基礎預埋板焊接。彈簧支架保險銷在保溫完成后拔出。
4.2.6 安裝油動機
(1)清理油動機與汽門接觸面、止轉元件、閥桿、活塞桿上的螺紋,檢查所有元件是否損壞。
(2)測量主門與調門預啟閥及主閥閥桿行程,記錄數據,核對圖紙檢查。
(3)汽門閥桿與油動機活塞桿之間墊片需加工。現場測量主汽門及油動機操縱座實際尺寸a、b。再根據圖紙上標注的閥桿預留行程c計算墊片厚度T=a-b+c,按此厚度T加工墊片,用螺釘將調整墊片擰到閥桿上。
(4)使用行車及手拉葫蘆等吊起油動機,用框式水平儀調準使之水平。
(5)移動油動機到安裝位置,插入接合套以使活塞桿與閥桿接觸。安裝三或四個螺母及墊片使圓周上間隙均勻。
(6)檢查聯軸器間隙的平行情況,并用交叉擰緊螺母的方法使間隙總保持平行。
(7)安裝主汽門與油動機操縱座其它的連接螺栓,御下行車,并取下起吊裝置。按照圖紙標注力矩擰緊聯軸器螺栓并鎖住止動墊片,安裝止轉裝置。
(8)按照與上述相同方法,安裝調門油動機。
5 效益分析
(1)以天津北疆電廠一期2×1000MW工程2號機組為例,本工法的成功應用,使我們避免了安裝過程中出現螺母咬死等施工難點,大大縮短了施工周期、節省了人工成本;用來支撐的臨時支架簡易有效,使我們避免了制作及拆除復雜支撐結構所需的材料與人工,總共節省如下:
人工成本:6人×5d×200元/人工日=6000元
節省材料成本:3880元/t×4t=15520元
共節省成本:6000元+15520元=21520元
但增加了16瓶丙烷氣體的成本:
300元/瓶×16瓶=4800元
則最后計算節省成本為21520元-4800元=16720元。
(2)以安徽華電六安電廠二期2×600MW擴建工程3號機組例,本工法的成功應用,使我們避免了安裝過程中出現螺母咬死等施工難點,大大縮短了施工周期、節省了人工成本;用來支撐的臨時支架簡易有效,使我們避免了制作復雜支撐結構所需的材料與人工,總共節省如下:
人工成本:6人×8d×220元/人工日=10560元
節省材料成本:3680元/t×4t=14720元
共節省成本:10560元+14720元=25280元
但增加了15瓶丙烷氣體的成本:
280元/瓶×15瓶=4200元
則最后計算節省成本為25280元-4200元=21080元。
6 總結
本工法技術先進、成熟可靠、提高了汽門安裝的安全系數,保證了安裝工藝質量,具有廣泛的推廣應用價值。
U664.1
A
1004-7344(2016)20-0226-02
2016-7-1
楊學志(1972-),男,助理工程師,哈爾濱工業大學熱能動力設備與應用專科畢業,主要從事火力發電廠工程管理和施工技術工作。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
建材發展導向(2021年9期)2021-07-16 07:11:36
能源工程(2020年5期)2021-01-04 01:29:00
模具制造(2019年3期)2019-06-06 02:10:54
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
西安建筑科技大學學報(自然科學版)(2014年2期)2014-11-12 13:04:54
