如何解決瓦楞紙板拱曲、彎翹問題?
2016-08-08 04:51:27諶龍興
印刷技術(shù)·包裝裝潢 2016年7期
諶龍興
當(dāng)瓦楞紙板背離平直狀態(tài)時,凹面向下稱為拱曲,凹面向上稱為彎翹。輕微的拱曲、彎翹不屬于產(chǎn)品的質(zhì)量缺陷,當(dāng)拱曲、彎翹的程度對瓦楞紙箱的生產(chǎn)、外觀和性能產(chǎn)生影響時,則視為質(zhì)量缺陷。
幾個基本參數(shù)
1.翹曲系數(shù)
一般用翹曲系數(shù)來表示瓦楞紙板拱曲、彎翹的嚴(yán)重程度。翹曲系數(shù)K為翹曲拱高H與翹曲長度L的比值,如圖1所示。經(jīng)驗證明:當(dāng)裱紙后的瓦楞紙板翹曲系數(shù)超過0.05時,容易造成模切走位,從而影響模切效率;對成型后的彩盒、彩箱,當(dāng)瓦楞紙板翹曲系數(shù)超過0.03時,會對于彩盒、彩箱的外觀和抗壓能力產(chǎn)生一定影響。因此,瓦楞紙箱生產(chǎn)企業(yè)一般的控制
要求是: 裱紙后的瓦楞紙板翹曲系數(shù)<0.05;成型后的彩盒、彩箱翹曲系數(shù)<0.03。
2.紙張伸縮率
我公司選擇常用的4種紙張做伸縮率實驗,根據(jù)實驗數(shù)據(jù)得出了如下結(jié)論。
(1)紙張吸收水分后會發(fā)生伸長,在紙張內(nèi)部水分達到飽和之前,吸收的水分越多,紙張伸長的長度越長。
(2)紙張吸收水分發(fā)生伸長時,其豎紋方向的伸縮率很小,幾乎可忽略,橫紋方向的伸縮率很大,且是豎紙紋方向的10倍以上。
(3)同種品牌同種類型的紙張,定量越高,吸水后伸縮率越小。
(4)定量相同的紙張,牛卡紙的伸縮率比涂布紙小,且僅為輕涂布紙的0.54倍。
3.紙張紋路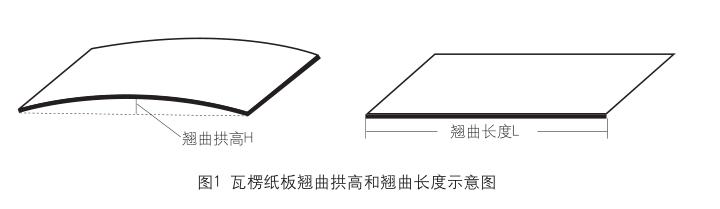
紙張紋路是紙張纖維的排列方向。由于原紙一般是長紋(紙張紋路與走紙方向一致,與卷筒轉(zhuǎn)動軸向垂直),因為生產(chǎn)瓦楞紙板時,原紙的走紙方向應(yīng)與原紙紋路一致,即里紙、芯紙的紋路全部與瓦楞方向垂直。
此外,裱紙時也要求面紙紋路與瓦楞方向垂直 。因此,裱紙后,面紙、芯紙、里紙的紋路全部一致,且全部垂直于瓦楞方向。
原因分析
裱紙過程中引起瓦楞紙板拱曲的主要原因是:面紙與瓦楞紙吸收膠黏劑中的水分后紙纖維變粗,紙張發(fā)生伸長,而里紙由于幾乎沒有接觸膠黏劑而沒有出現(xiàn)伸長,從而導(dǎo)致面紙伸長的長度大于里紙伸長的長度,進而使得裱紙后的瓦楞紙板發(fā)生拱曲。由此分析得出:裱紙初期瓦楞紙板拱曲主要是因為面紙吸收膠黏劑中的水分引起尺寸伸長,且橫紋方向是豎紋方向的10倍以上,瓦楞紙板朝著面紙橫紋方向伸長,即順著瓦楞方向拱曲,在車間實際看到的結(jié)果也是如此,如圖2所示。
但在車間還會看到以下情況:裱紙初期瓦楞紙板產(chǎn)生拱曲,待膠黏劑干燥后卻形成彎翹,如圖3所示。
瓦楞紙板由拱曲轉(zhuǎn)變?yōu)槁N曲的原因在于:瓦楞紙板裱紙后,如放在干燥環(huán)境中,其會逐漸失水,當(dāng)水分含量降低時,其尺寸相比裱紙前會有較大幅度的收縮,天氣越干燥,瓦楞紙板失水越多,收縮幅度就越大,且面紙的收縮率明顯高于里紙的收縮率,面紙縮短后的長度比里紙略小,從而使瓦楞紙板發(fā)生彎翹。
改善思路
1.參照業(yè)內(nèi)其他企業(yè)的解決方案
(1)改變加工工藝
原工藝:膠印印刷面紙并聯(lián)機上光→生產(chǎn)瓦楞紙→裱紙→干燥→模切→粘箱。
改為工藝一:制作三層瓦楞紙板→水墨印刷→圓壓圓模切→粘箱;工藝二:預(yù)印卷筒面紙→制作三層瓦楞紙板并聯(lián)機定位裁切→模切→粘箱。
將原工藝改為工藝一和工藝二都能完全解決瓦楞紙板拱曲、彎翹的問題,但工藝一的印刷效果受水墨印刷套印精度的影響會比膠印印刷效果差一些,因此對于較低端的產(chǎn)品可以采用工藝一,對于低端且量大的產(chǎn)品可以選擇工藝二。
(2)裱紙后施壓干燥
裱紙半成品上放置平板,再在平板上放置重物或氣壓臺進行施壓,待膠黏劑固化后,瓦楞紙板內(nèi)面紙、芯紙、里紙的含水量基本達到平衡,待瓦楞紙板平整后再進入下道工序生產(chǎn)。此做法對矯正瓦楞紙板拱曲、彎翹也非常有效,但存在如下不足:①只是在外力作用下矯正瓦楞紙板拱曲、彎翹,沒有從根源上解決問題;②施壓干燥時間長,占用空間大,生產(chǎn)效率低 。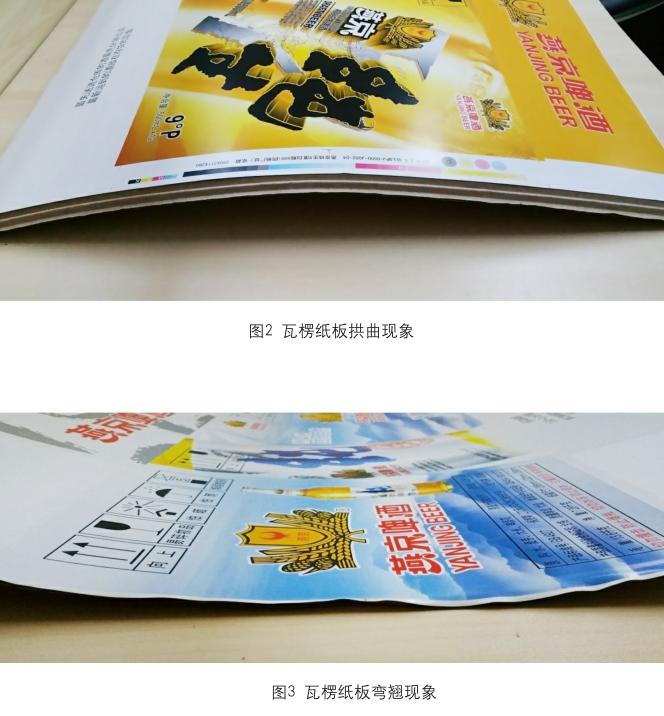
對此,我公司采取了一些創(chuàng)新做法:在裱紙工序與模切工序之間隔離出800~900平方米的區(qū)域建成裱紙半成品烘干房,把造紙機的烘干尾氣引過來再利用,為烘干房提供干燥所需的熱能量。這樣就解決了裱紙半成品干燥時間長、生產(chǎn)效率低的問題。
2.理論分析所得解決方案
當(dāng)裱后的瓦楞紙板拱曲時,可以采用如下辦法解決。
(1)裱紙時膠黏劑的用量為保證彩盒、彩箱不開膠時的最小用量。
(2)提高裱紙膠黏劑的固含量和黏合強度。
(3)提高裱紙膠黏劑的干燥速度,降低裱紙膠黏劑的開放時間,從而降低裱紙膠黏劑在面紙內(nèi)部的擴散范圍,進而減少面紙的伸長程度。
(4)提高面紙的定量,降低面紙背面的吸水率。
(5)直接在里紙上過水,增加里紙的含水量,讓里紙發(fā)生一定程度的伸長。
如果裱后的瓦楞紙板發(fā)生彎翹,則可以用如下辦法加以解決。
(1)將裱紙膠黏劑調(diào)稀,使膠黏劑流速變小。
(2)生產(chǎn)瓦楞紙板時讓其向里紙方向彎曲。
(3)提高裱紙膠黏劑的干燥速度,縮短膠黏劑開放時間,提高裱紙機壓紙皮帶速度。
上述幾種方法都能不同程度地降低裱紙初期瓦楞紙板發(fā)生拱曲或彎翹的幾率。瓦楞紙板拱曲解決方法中的前3種方法幾乎不會增加成本,可以作為改善方法來選用;第4種方法成本增加的比率較高,要慎重選用;第5種方法雖增加了成本,但對改善瓦楞紙板拱曲非常有效,可以選用。瓦楞紙板彎翹的解決方法中的3種方法對改善裱紙后瓦楞紙板彎翹非常有效,且成本增加不明顯,建議采用。
解決方案的控制標(biāo)準(zhǔn)
(1)選用質(zhì)量更好的裱紙膠粉(建議選用雪公膠粉),以提高膠黏劑的黏合強度;裱紙膠黏劑用量盡可能小(以保證彩盒、彩箱不開膠的最小用量為宜;裱紙時膠黏劑流速標(biāo)準(zhǔn)為20秒;裱紙膠黏劑線寬標(biāo)準(zhǔn)為1.8~2.2mm。
(2)提高膠黏劑固含量,固含量標(biāo)準(zhǔn)≥24%。
(3)提高裱紙膠黏劑的干燥速度,膠黏劑開放時間為90~180秒。
(4)增加里紙的含水量,使其適當(dāng)伸長,伸長長度比面紙略小。控制標(biāo)準(zhǔn)為:改過水為噴水霧,安裝方便操作的開關(guān),以便調(diào)整噴霧量,拱曲嚴(yán)重時手動選擇“開”,拱曲程度在可接受范圍內(nèi)時手動選擇“關(guān)”;②安裝位置選擇出紙口下方。
(5)生產(chǎn)瓦楞紙板時控制其翹曲系數(shù),一般為0.05左右。
(6)對瓦楞紙板進行施壓干燥,以保持瓦楞紙板正常的含水量。裱紙后的瓦楞紙板含水量≤14%方可進行模切加工,成品瓦楞紙箱含水量≤13%時方出貨。
(7)改進包裝方式,應(yīng)為一正一反包裝方式。控制標(biāo)準(zhǔn)為:30個/捆,每15個一正反,捆3條繩。
每家瓦楞紙箱生產(chǎn)企業(yè)的生產(chǎn)環(huán)境、設(shè)備狀況、操作人員的技能水平不同,在控制參數(shù)上可能會有所區(qū)別,但只要從瓦楞紙板拱曲、彎翹的原理方面去尋找解決思路,按照以上方法進行靈活控制,裱紙后的瓦楞紙板拱曲、彎翹就能得到有效改善。
猜你喜歡
計算機應(yīng)用(2022年2期)2022-03-01 12:33:42
計算機應(yīng)用(2022年1期)2022-02-26 06:57:42
計算機應(yīng)用(2021年4期)2021-04-20 14:06:36
計算機應(yīng)用(2021年3期)2021-03-18 13:44:48
計算機應(yīng)用(2021年1期)2021-01-21 03:22:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
小天使·一年級語數(shù)英綜合(2015年2期)2015-01-14 06:35:05
