陶瓷防護板切割機床的改進和工藝研究
2016-08-11 08:15:40段學俊聶鳳明吳慶堂
新技術新工藝 2016年7期
段學俊,聶鳳明,吳慶堂,李 珊,魏 巍,吳 煥,王 凱,郭 波
(長春設備工藝研究所,吉林 長春 130012)
?
陶瓷防護板切割機床的改進和工藝研究
段學俊,聶鳳明,吳慶堂,李珊,魏巍,吳煥,王凱,郭波
(長春設備工藝研究所,吉林 長春 130012)
針對我國防護板切割加工行業中碳化硅陶瓷板材切割加工時表面質量差的問題,以及高效率、高精度和高質量的生產需求,對龍門數控大型切割加工裝置進行改裝,并使用其進行生產加工試驗。通過對夾緊裝置結構的改進,提高了切片夾緊的可靠性和穩定性;同時增加了轉臺編碼器,提高了旋轉定位精度;并通過對工藝參數的優化,提高了切割表面的質量;利用數控程序進行自動切割,提高了生產效率,改善了切縫處的面形質量以及尺寸精度。改進后的裝置已應用到碳化硅陶瓷板材切割加工的相關行業中,在我國防護板復合型板材的加工領域內具有較強的針對性,具備廣闊的市場前景。
機床改裝;數控;防護板;崩邊;裂痕
陶瓷是一種具備高硬度、輕質量特性的材料,在防御動能彈和彈碎片方面具有很強的性能,廣泛應用于單兵防護和車輛裝甲防護中[1-3]。目前,在防護板制造中,碳化硅陶瓷應用最為廣泛。采用熱壓工藝將其與金屬壓制在一起可制成優良的防護材料[4-7]。本文針對碳化硅陶瓷在切削加工時產生崩邊、裂痕的不良現象,以及相關加工行業中高效率、高精度和高質量的生產需求,以碳化硅陶瓷防護板作為加工對象,對龍門數控切割裝置進行改進。
1 存在的問題及解決措施
在試驗過程中,部分結構對加工產生了不利影響,有待改進。本文著重對切片容易出現松動和蝸輪蝸桿傳動返程間隙影響轉臺定位的問題進行分析,并提出解決方案。
1.1切片出現松動問題
在原設計中,對軸端的雙螺母進行預緊,壓力通過壓板轉化為對切片側面的摩擦力,從而實現對切片的壓緊。切片安裝底座及壓板直徑均為110mm,而所用金剛石切片直徑為350mm,壓板對切片產生的摩擦力矩十分有限。原切片夾具結構如圖1所示。
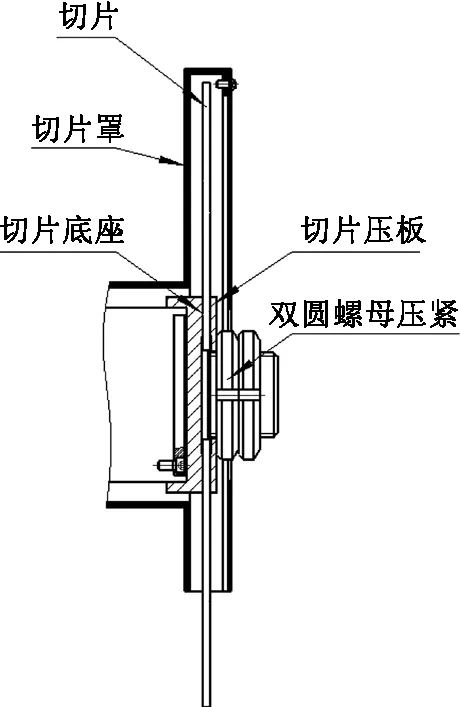
圖1 原切片壓緊工裝
隨著加工件數的增多,鋒利切片的刀刃會逐漸變鈍,因此,切片對壓板壓緊力的要求越來越大。當壓板的壓緊力無法滿足切片所需的摩擦力矩時,會出現板材切縫將切片夾死而主軸繼續旋轉的情況,此時切片內孔會損壞切片安裝座的光軸部分,同時壓板的內孔也會受到安裝座的磨損。這會使夾具部分的2個零件造成損壞,無法進行刀片的再次裝夾,設備無法繼續加工,影響生產效率。
解決方案是將切片的壓緊部分及相關的切片罩重新進行設計,夾具部分包括切片安裝底座、壓板及鎖緊螺母。將底座及壓板直徑由原來的110mm加大到200mm,以便于加大摩擦力矩;底座的厚度加大到25mm,保證了其自身的強度;將安裝座外邊緣25mm的圓環區域作為與切片的接觸面,保證了理論摩擦面全部與切片接觸;鎖緊螺母螺紋采用梯形螺紋,旋向分別制成左旋和右旋,以滿足切片反轉和正轉的需求,同時可以使用大力矩扳手進行預緊。改進后的結構如圖2所示。
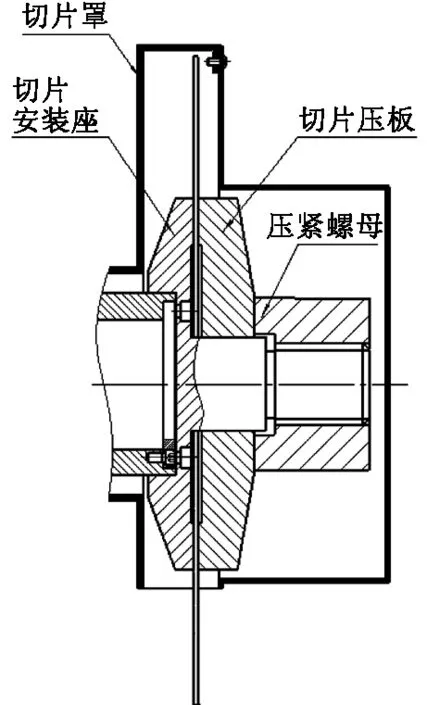
圖2 改進后的切片裝夾形式
使用該夾具結構進行長期的切割試驗,切片在使用壽命內不再出現被抱死的現象。使用該結構可以快捷地拆裝切片,并可提供極大的壓緊力,從而保證了夾具的可靠性。
1.2轉臺回程間隙問題
本裝置中轉臺的主要作用是實現板材工件的旋轉,使用中要求轉臺可進行正反2個方向交替的旋轉,且運行平穩,速度不宜過快。為獲得大的傳動比,采用蝸輪、蝸桿作為傳動裝置,伺服電動機作為動力輸出裝置通過柔性聯軸器與蝸桿直聯。由于蝸輪、蝸桿嚙合中存在間隙,加上其加工誤差和裝配誤差的影響,轉臺在保持一個方向的旋轉時,輸入的指令和實現的轉角保持一致,定位精度滿足要求。當轉臺的順時針、逆時針轉動交替進行時,則會出現轉臺角度定位不準確的情況,影響加工精度。
蝸輪、蝸桿回程間隙對轉臺定位精度的影響可以通過下述幾個方法解決:1)采用雙導程蝸輪蝸桿裝置;2)反轉時通過電氣系統對角度差量進行補償;3)在轉臺主軸端加入編碼器,實現對C軸的閉環控制。
雙導程蝸輪蝸桿屬于精密傳動裝置,可以將間隙調整為0,但是造價昂貴,與本裝置并不匹配,況且也不滿足裝置的造價成本要求;另外,如對原有蝸輪蝸桿進行替換,還會帶來繁重的工作量,并且不能保證二次裝配的精度。因此,本裝置的轉臺不適合采用該方案。
通過電氣系統對反轉時的角度差值進行補償,在理論上可以消除回程間隙對傳動精度的影響[8]。本裝置在現場調試過程中嘗試用該方法進行調整,并沒有達到理想效果,其原因如下:由于受蝸輪蝸桿加工誤差和裝配誤差的影響,不能保證嚙合間隙的均勻分布,即蝸輪轉至不同的角度,其需要消除的回程間隙并不相同,而電氣系統的角度補償卻無法做到實時變化;因此不能保證轉臺的定位精度及其穩定性。
本設計采用在轉臺主軸下端加編碼器的方法,通過對C軸的閉環控制保證了轉臺的定位精度。當轉臺按順時針、逆時針方向交替旋轉后,角度編碼器將轉臺實際旋轉角度反饋給數控系統,系統將其與理論旋轉角度進行比較,并將角度差值進行相應量的補償,使轉臺最終停在所要求角度上。與第2種利用電氣系統進行差量補償的方法相比,此種方法不受蝸輪蝸桿各個位置間隙量不同的因素影響。由于編碼器可以對轉臺的實際位置進行高精度的測量及反饋,從而解決了轉臺因返程間隙帶來定位不準的問題。改進后轉臺軸下方的機械結構如圖3所示。
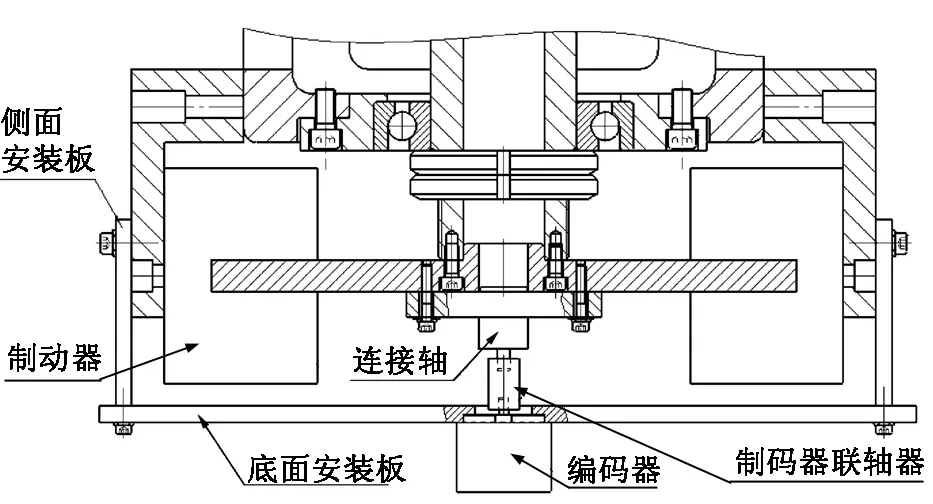
圖3 轉臺軸加入編碼器后的結構
2 附件使用情況
激光對刀裝置的應用較傳統的對刀方式在對刀的精度和效率方面都有很大的提升。在相同試驗條件下,使用氣動壓緊裝置加工出工件的質量要明顯高于未使用該裝置時的加工質量。該裝置具有操作方便的優點,僅用一鍵即可完成壓緊和松開動作。大量的試驗過后,觀察X、Y、Z軸進給機構中的導軌和絲杠、主軸兩端軸承、履帶輪軸承等部件的防塵情況。本設計中涉及到的風琴式整體及局部防護、迷宮密封具有良好的防塵效果。
3 陶瓷板切割加工試驗
陶瓷板在切割加工時主要受到主軸轉速、Z軸進給量和Y軸進給速度的影響。不同參數的設定可以獲得不同的切面質量。本文通過觀察和分析不同參數加工出的切面質量,總結出了最佳工藝參數。下述以15mm厚碳化硅陶瓷板材為例,在主軸多楔帶輪傳動比為1∶2.3的條件下進行切割加工試驗。
下述為不同主軸轉速、不同Y軸進給速度、不同Z軸進給量對加工質量及裝置機械結構的影響。分別設定不同主軸轉速,不同Y軸進給速度,不同Z軸進給量進行試驗,具體情況見表1~表3。
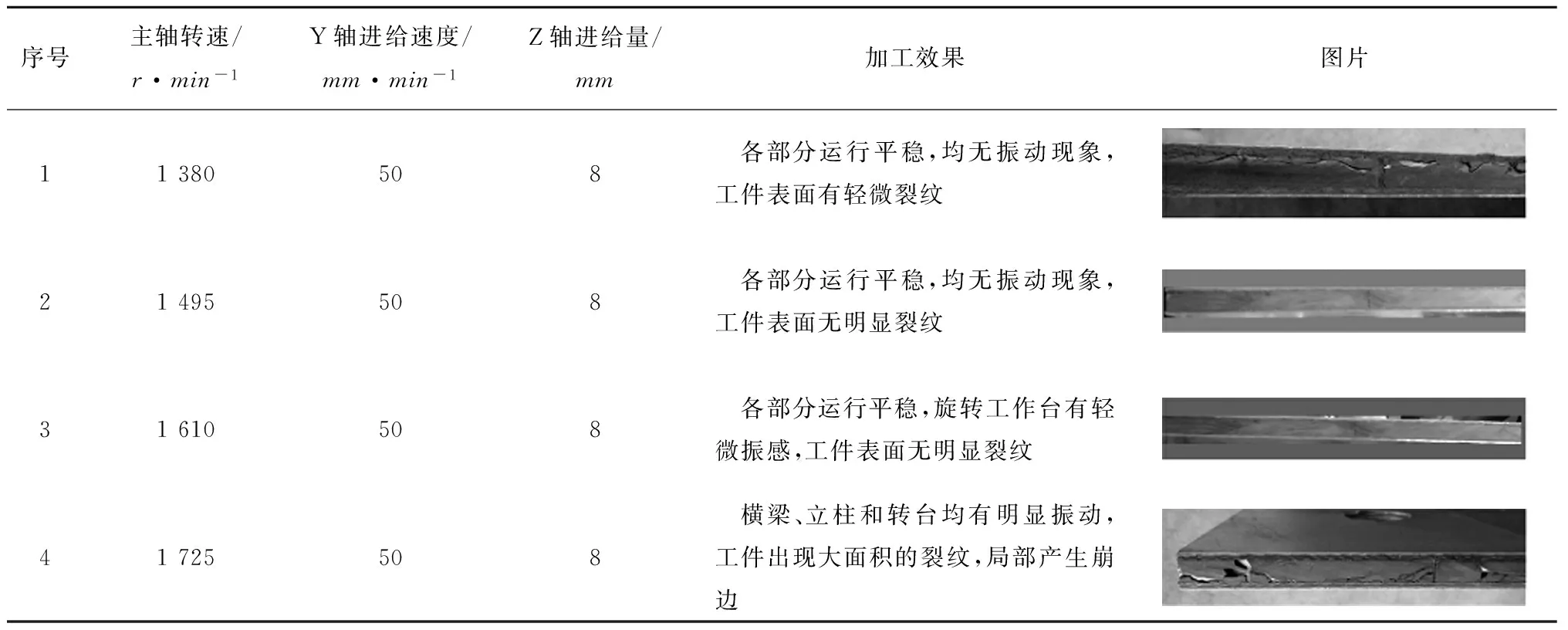
表1 試驗1參數表
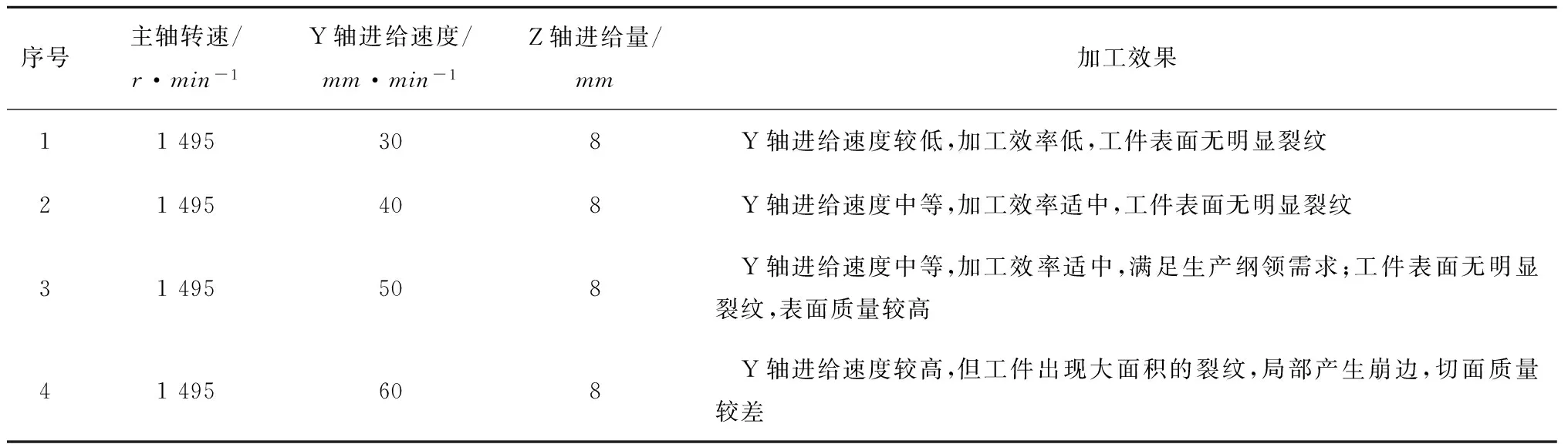
表2 試驗2參數表
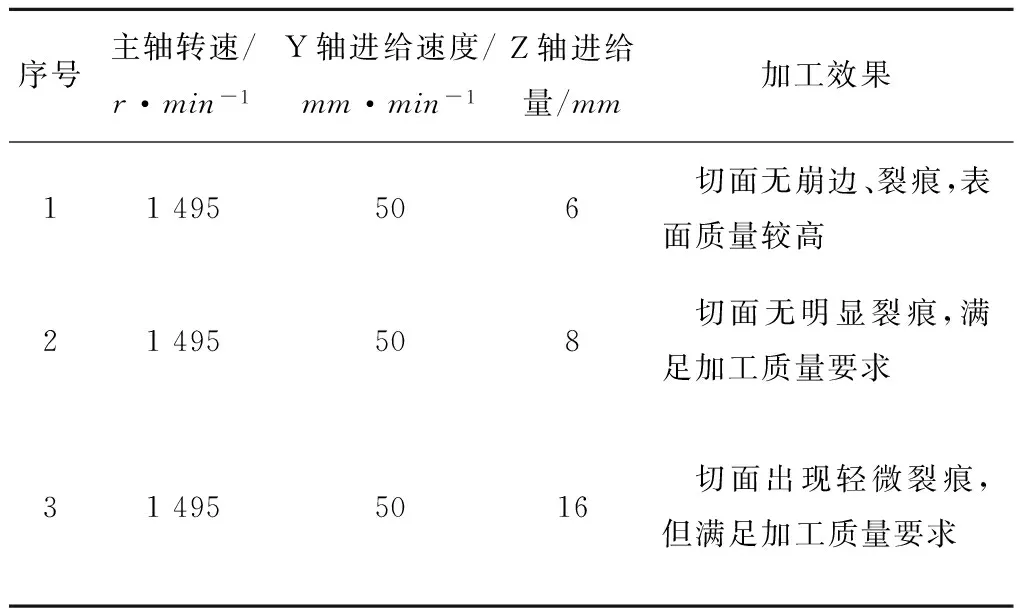
表3 試驗3參數表
4 試驗結論
4.1整體運行情況
經試驗,該切割裝置整體運行平穩,各進給軸行程、進給速度和進給精度滿足設計要求,隨動壓緊裝置、轉臺的鎖緊機構運行平穩可靠。
4.2最佳工藝參數
由表1可知,主軸轉速對切面加工質量影響較大,轉速越高,切削質量越好;但是主軸轉速過高會超出設備本身的強度負荷,使設備各機械結構出現共振,從而對切割質量產生負面影響。
由表2可知,Y軸進給速度同樣對切面的加工質量有較大影響,進給速度太高或太低都不利于加工出高質量的工件,并且Y軸進給速度設置過低不利于提高設備的加工效率,對于大批量生產,不能滿足其生產綱領。
由表3可知,Z軸進給量的大小對切面質量的影響較小,對加工效率的影響較大。依據表中記錄可知,同一工件分1次、2次和3次切割的加工效果無明顯區別,但加工效率成倍降低;因此,用戶可根據自身情況在質量和效率間進行折中考慮,并選擇合適的參數。
動平衡參數對加工效率無影響,對加工質量的影響也不明顯。最終確定碳化硅陶瓷板材的最佳工藝參數范圍為:主軸轉速1 495~1 610r/min,Y軸進給速度40~50mm/min,Z軸進給量8mm。
5 結語
本文針對碳化硅陶瓷在切割加工中產生崩邊、裂痕的不良現象,并對其產生的原因進行了分析,以解決崩邊、裂痕為目的,對龍門數控大型切割裝置進行了改進。介紹了在切割裝置生產試用階段后產生的實際問題,分析了問題產生的原因,并做出了相應的解決方案說明。在碳化硅陶瓷切割加工試驗中,對影響切面質量的參數進行了分析,最終確定了適合高質量加工、高效率生產的最佳工藝參數范圍。
本文設計的切割裝置解決了碳化硅陶瓷切割加工的技術難點,滿足了相關行業中對切割加工高質量、高效率和高精度的需求,在相關加工領域內針對性極強,具有多項技術創新,有助于推動我國陶瓷切割技術的發展。
[1] 仲偉虹, 張佐光, 梁志勇. 輕質陶瓷復合材料裝甲抗彈機理的研究[J]. 兵器材料科學與工程, 1998, 21(3):19-22.
[2] 徐燕申, 田欣利, 于愛兵, 等. 工程陶瓷材料加工技術的研究進展[J]. 中國機械工程, 1996, 7(6):59-63.
[3] 王瑞剛, 潘偉, 蔣蒙寧, 等. 可加工陶瓷及工程陶瓷加工技術現狀及發展[J]. 硅酸鹽通報, 2001(3):27-35.
[4] 黃春峰. 工程陶瓷加工技術的發展與應用[J]. 工具技術, 2000, 34(12):3-6.
[5] 王零森.特種陶瓷[M]. 長沙:中南工業大學出版社,1998.
[6] 趙祖虎. 復合材料特種加工技術[J]. 宇航材料工藝, 1998(4):32-34.
[7] 田增英.來自西方的知識-精密陶瓷及應用[M]. 北京:科學普及出版社,1993.
[8]RadaM,CuleaE,RadaS,etal.Novelstructuralpropertiesofthelead-vanadate-tellurateglassceramics[J].JournalofMaterialsScience, 2010, 45(6):1487-1494.
責任編輯鄭練
ResearchontheImprovementofCeramicArmorCuttingMachineandProcessExperiment
DUANXuejun,NIEFengming,WUQingtang,LIShan,WEIWei,WUHuan,WANGKai,GUOBo
(ChangchunInstituteofEquipmentandProcess,Changchun130012,China)
Aimingatthechippingandcracksphenomenaduringsiliconcarbideceramicplatescuttingandthedemandforhigh-efficiency,high-precision,high-qualityinthearmorplatecuttingindustry,designalargegantryCNCcuttingmachinetools,anduseitforproductionandprocessingtests.Throughtheanalysisandresearchwithchippingandcracksphenomena,dynamicclampingmechanism,double-discbrakemechanism,automaticbalancingspindle,automaticrapidcoolingsystemandotherinnovativedesignusedinthemachine,whichcangreatlyreducechippingandcracksgeneration,useCNCautomaticcuttingprocesscanincreasetheproductivityandimprovethesurfacequalityanddimensionalaccuracyatslitshape.Themachinetoolshavebeenappliedtosiliconcarbideceramicplatecuttingrelatedindustries,highlytargetedareasintheprocessingofcompositearmorplate,withabroadmarketprospect.
machineimprovement,CNC,armorplate,chipping,cracks
TG584A
段學俊(1985-),男,工程師,主要從事精密、超精密加工工藝技術及設備等方面的研究。
2016-01-08
