冷軋廠使用PDA系統分析S6軋機壓下系統故障實例
2016-08-11 05:40:04任巍
企業技術開發·下旬刊 2016年7期
任巍

摘 要:德國IBA公司PDA系統是記錄工藝過程,設備運行過程的最方便的軟硬件集成系統,記錄掃描可以達到10ms完全可以滿足設備故障診斷,工藝監控的要求,文章以冷軋廠S6軋機在設備運行中我們遇到的實際故障為例,闡述了PDA記錄系統如何診斷處理軋鋼過程中遇到的問題。
關鍵詞:S6軋機;HGC液壓輥縫控制;CTA側支撐
中圖分類號:TG334.9 文獻標識碼:A 文章編號:1006-8937(2016)21-0041-02
冷軋廠S6軋機于2007年投產主要生產1 650 mm~2 100 mm的不銹鋼卷產品,由于系統使用18輥形式,涉及到側支撐系統,控制復雜,精度要求高,為方便診斷我廠配置了IBA公司的PDA工藝設備記錄系統,系統配置情況是,IBA通過PROFIBUS數據采集卡采集西門子S7 400 FM458,中的運行變量通過更改變量完成不同所關心數據的采集 實時采集軟件使用iba PDA V6.0 數據分析軟件使用的是ibaAnalyzer 5.1。
1 故障案例一
1.1 故障現象
主機報警快停:Fast Stop: Request From Stand Control。
1.2 故障分析及處理方法
1.2.1 查看HMI報警記錄
報警記錄為:Fast Stop: Request From Stand Control. 意為來自軋機主機控制的快速停車請求。
當報警記錄未詳細表明故障部位時就需要從PDA入手分析故障報警出自何處。
1.2.2 查看PDA記錄
調出快停時間段的故障記錄。因為快停請求來自主機控制,所以首先查看軋機主體機械部分的位置信號是否有可能丟失,包括工作輥、中間輥及支承輥的鎖緊裝置等信號。緊接著查看HGC控制器、LSC控制器、CTA控制器是否關閉或發生錯誤。如圖1所示。
從上圖中我們發現側支撐控制器關閉導致了快停的發生,左下中間的側支撐截止閥不能使用。
1.2.3 故障源分析
從PDA的I/O配置我們可以得知,上圖中CTA : Fault detected的信號來自于M12000.5。之所以從它下手而不選擇截止閥不使能或者控制器關閉的信號是因為后者的信號來自于CFC中,而前者是來自于S7。顯然,后者更方便于我們查找。在工藝PLC中查找M12000.5。
從PDA中我們可以發現左下側支撐的3個液壓缸位置沒有發現明顯的偏差,程序中又屏蔽了來自于壓力的報警,因此排除了位置偏差和壓力的故障報警,確定了報警信號來自于DB345.DBX24.7(At least one controller fault)。追溯到CFC中的位置為CTA_08_Send C1中,向前查找,我們可以發現下圖中箭頭所指數據相較于其他位置的側支撐數據超過了程序的限幅±0.025(M±L)。
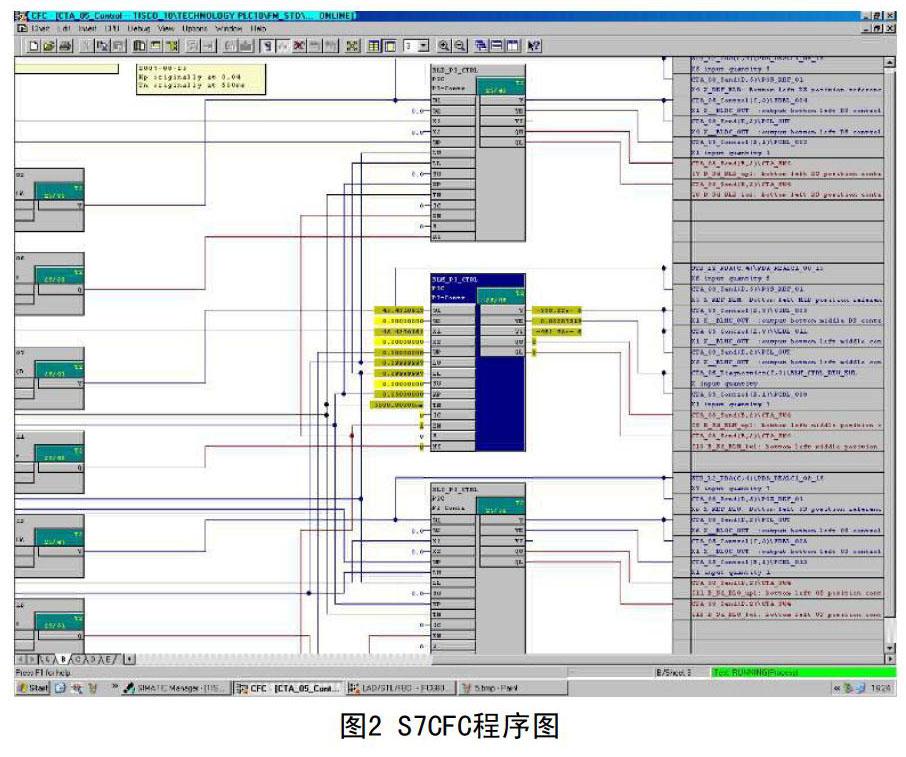
再向前查找可以發現數據異常的來源,來自于下圖箭頭所示,如圖2所示。
上圖中的輸出Y為PI控制器根據側支撐設定與實際位置得出的offset值。可以理解為為了使側支撐達到設定值,輸出給定超出了根據伺服閥性能設定的限幅值0.025。
因此,可以判定伺服閥發生故障的可能性極高。
1.3 處理結果
更換伺服閥后故障消除。
2 故障案例二
2.1 故障現象
10號軋機預設壓力無法達到設定值。
2.2 故障分析
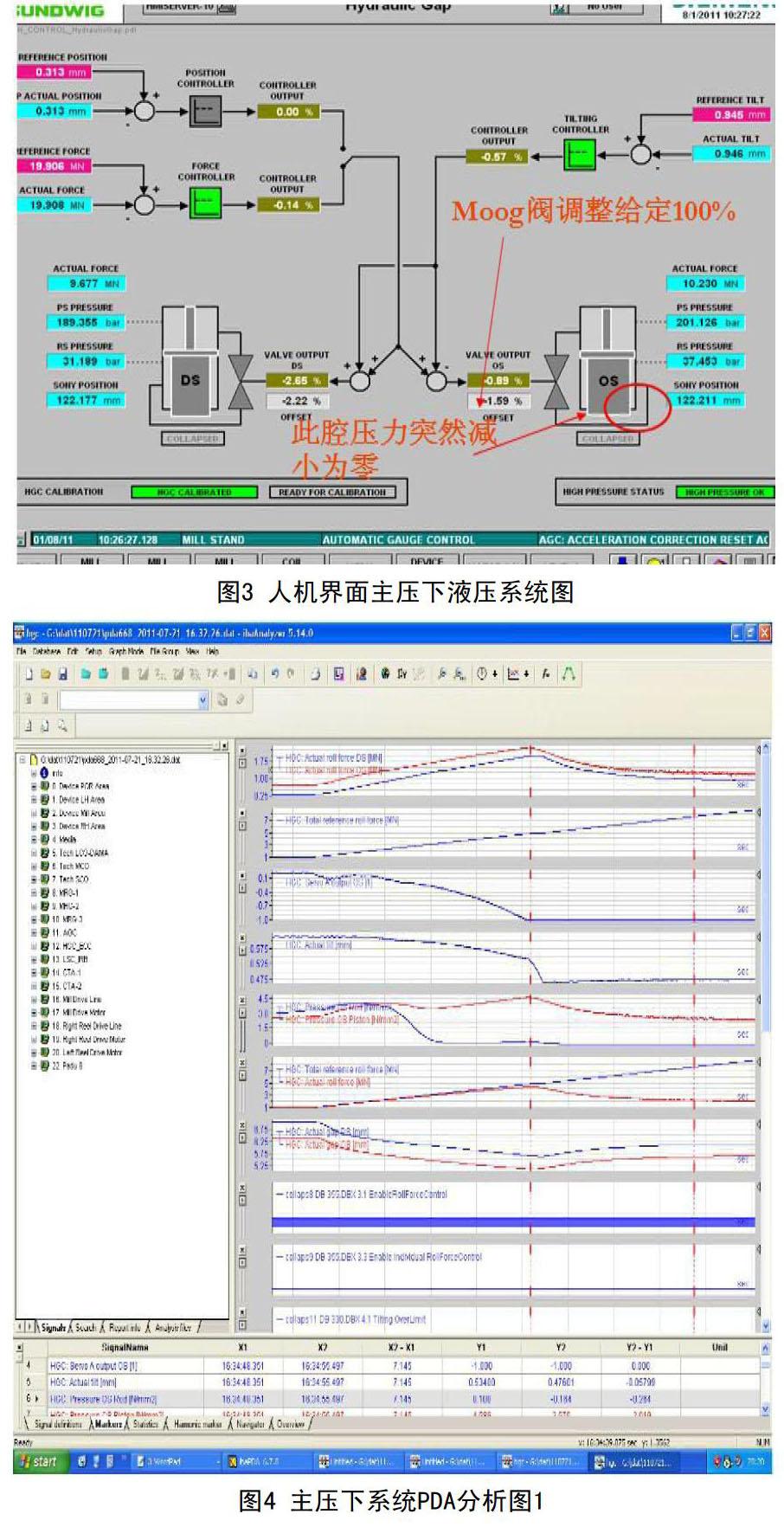
通過觀察我們發現,OS側ROD腔壓力無法保持,在給定過程中突然泄漏。預設壓力是14 mN只能達到5 mN后下腔壓力突然丟失。在主壓下平臺上能夠聽到操作側油路異常響動。
從PDA上我們可以看出:OS ROD壓力突然減少為零,如圖3和圖4所示。
2.3 處理過程
機修更換ROD側安全閥(315bar)。后OK 在處理過程中機修對倒了幾乎所有的閥門moog閥比例閥截止閥。此安全閥是前一天處理故障時換上的新閥,有可能設定不正確。
在以后的故障處理中也要觀察記錄機修的故障現象,便于快速的查找問題。
3 故障案例三
3.1 故障現象
壓力控制方式下壓下系統能夠達到設定壓力,卻無法保持。
3.2 故障分析及處理過程
從PDA分析得知即使傳動側伺服閥給出最大值時壓力仍然無法保持。報警offset integrator DS at limit。傳動閥達到極限值延時一定時間后主壓下收到collape命令,如圖5所示。
通過查看我們發現傳動側比例閥的一個截止閥常得電,后通過查找發現相應ET200 IO 通道壞常為24V。 相當于比例閥的截止閥常開,雖然系統在正常軋制時只有伺服閥工作但比例閥的截止閥打開可能影響液壓系統的回流側導致液壓缸下腔無法保持密閉,導致伺服閥即使給出最大流量給上腔也保證不了設定壓力。
4 結 語
通過以上三個故障案例分析我們能夠看出,通過一般的系統報警無法直接判斷的設備故障再進一步通過PDA工藝設備記錄采集系統的分析,我們能夠對設備的故障產生原因作深入的分析,并快速的處理。縮短了故障處理時間,并為設備維護人員指明一條清晰的故障分析途徑,是我們深入了解設備運行原理,工藝運行狀況非常好的途徑。
參考文獻:
[1] 王益海.PDA記錄診斷在軋機主傳動系統中的應用[J].四川冶金,2008, (2).
[2] 尹家勇,李冬.IBA-PDA快速分析系統在銅帶軋機維護中的應用[J].有 色設備,2011,(2).
