310s與Q235異種鋼焊接(性能)分析
2016-08-13 02:39:05四川電力建設二公司四川成都610051
低碳世界 2016年13期
陳 瑜(四川電力建設二公司,四川 成都 610051)
?
310s與Q235異種鋼焊接(性能)分析
陳瑜(四川電力建設二公司,四川成都610051)
本文進行310s與Q235異種鋼的焊接性能分析,首先通過舍弗勒組織圖選取合適焊接材料進行手工電弧焊焊接實驗,并采取光學顯微鏡和顯微硬度計來觀察微觀焊接組織,來分析310s與Q235異種鋼的焊接性能。結果表明:焊縫的組織為奧氏體、馬氏體和少量的鐵素體,熔合區靠近310s一側存在著增碳的情況,靠近Q235一側存在脫碳,并且焊接接頭性能較好,證明焊接工藝參數選用正確;焊縫的強度高于兩側母材強度,低于熱影響區強度,符合焊材等強匹配原則。
310s;Q235;異種鋼;組織;硬度
引言
目前隨著我國工業步伐的不斷加快,在機械電力石油化工等行業中,異種鋼的焊接結構被越來越多的廣泛使用,使用異種鋼焊接結構,能合理的使用材料,充分發揮每一種材料的特性。不但可以節約大量的高合金鋼,減輕設備的重量,降低成本而且能夠提高結構的工作和使用性能。因此,使用異種鋼焊接結構件,具有非常大的技術價值和經濟意識,異種鋼焊接必然會在以后的電力建設施工焊接技術更新起著至關重要的推動作用。
1 焊條的選擇
310s不銹鋼是屬于奧氏體鉻鎳不銹鋼,具有很好的抗氧化性、耐腐蝕性,310s奧氏體型不銹鋼的化學成分特性是以鉻、鎳為基礎添加鉬、鎢、鈮和鈦等元素,由于其組織為面心立方結構,因而在高溫下有高的強度和蠕變強度。Q235屬于普通碳素結構鋼,主要由鐵素體與珠光體構成,故也屬于珠光體鋼。當奧氏體不銹鋼與珠光體鋼焊接時,因為珠光體鋼母材的稀釋作用,導致焊縫的成份和構造發生了巨大的變化。為了確保焊縫成分合理,經過選取填充金屬成分和控制熔合比,能夠在十分寬廣的范圍中調整焊縫的成分和組織性能。應指出的是奧氏體與珠光體異種鋼焊接時,因為母材熱處理性能的差別和電弧偏吹的存在,二者的熔化量必然是不相同的,珠光體鋼一側的熔化量可能要大一些。異種奧氏體鋼焊接時,主要是依據焊件的工作條件,以及奧氏體鋼本身的性能選用相應的奧氏體不銹鋼焊條。本次試驗采用的是310s奧氏體不銹鋼和Q235低碳鋼的焊接,其成分如表1所示。

表1 310s和Q235的化學成分
首先按照母材和焊條化學成分的化驗結果,選擇出w(c)低于0.15%的幾種焊條A137、A102、A307,然后根據化驗的化學成分,分別算出Cr、Ni當量舍夫勒圖中的鉻、鎳當量公式如下所示:

分別算出Cr、Ni當量,記錄如表2所示。
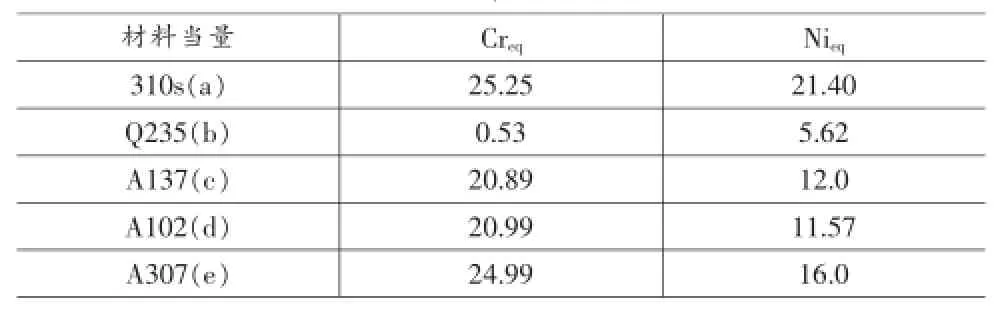
表2 鉻、鎳當量值
圖1為奧氏體異種鋼的焊縫組織圖,根據表2的數據在舍夫勒組織圖上找出對應的點,如圖1所示。
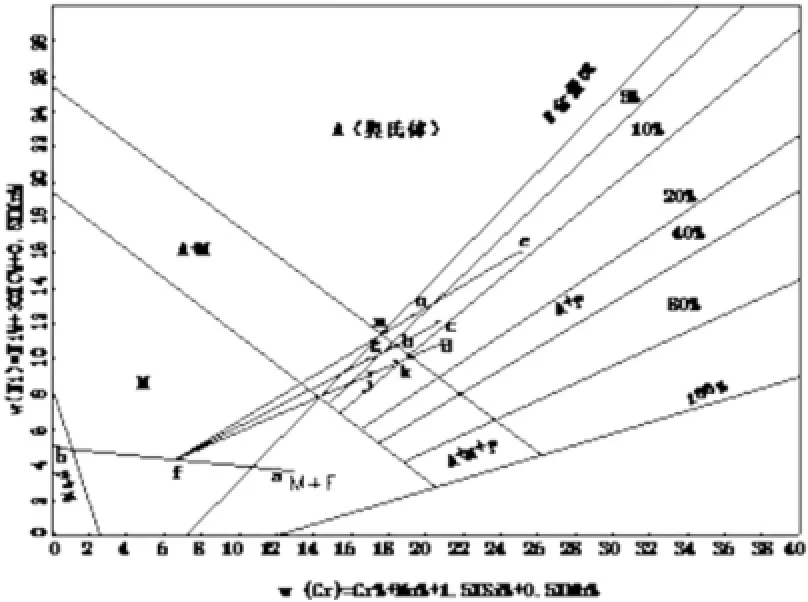
圖1 勒組織圖
通過圖1舍夫勒組織圖分析,再綜合其他的要素可以得出:
e~f段是采用的A307焊條時焊縫組織的熔合變化線,要是母材的熔合比控制在30~40%,在熔合變化線e~f段上求得的焊縫位置是在m~n段,此時的焊縫組織為含3%鐵素體的奧氏體+鐵素體的雙向組織,抗裂性較好。而且A307焊條本身屬于低氫型焊條,也有抗裂的性能。所以焊接310s奧氏體與Q235碳鋼選擇A307型焊條最為合理。同時焊接電流交直流都可用,但是直徑是3.2mm,最好采用直流電源,電流不宜過大。
2 焊接工藝參數的確定
本次實驗是310s和Q235異種鋼的對接焊,又結合焊條直接與焊件厚度等焊接要素所以選擇直徑為3.2mm的A307焊條。
(1)表3是焊條直徑和焊接電流的關系:

表3 焊條直徑和焊接電流的關系
根據焊條的直徑,所以選擇120A的電流來進行310s不銹鋼和Q235低碳鋼的對接焊。
(2)焊接速度的選擇:采用較快的焊接速度進行焊接,在此選擇100~150mm/min的焊接速度。
(3)電源種類和極性的選擇:采用直流反接,來提高焊接接頭質量。
3 金相組織的分析
3.1下面是焊接接頭組織的圖片及分析
3.1.1母材Q235和310s
圖2所示是母材310s奧氏體不銹鋼的金相圖,其微觀組織都主要是單相的奧氏體組織,可以發現其中平直晶界的數量較多,這是低Σ晶界的特點,這種情況在奧氏體不銹鋼中出現的比較多。
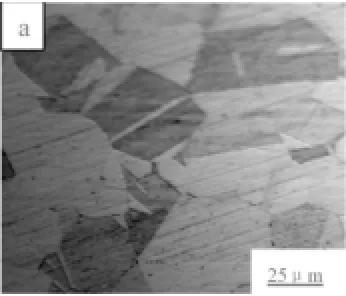
圖2 310s母材組織圖
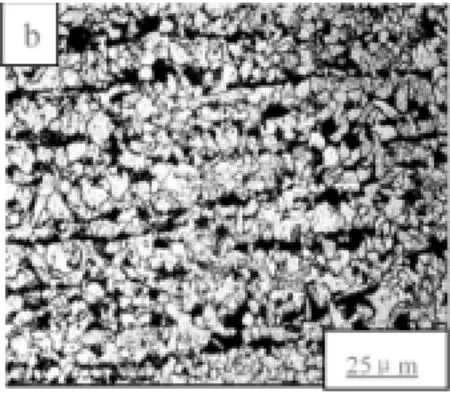
圖3 Q235母材組織圖
圖3為母材Q235的金相組織圖,Q235作為亞共析鋼,其金相組織主要由鐵素體和細小的粒狀珠光體組成,基體組織為塊狀鐵素體,黑色的組織為少量珠光體。
3.1.2熔合區
在焊縫與母材交界處的金屬區域為熔合區。焊接時該區金屬處于局部熔化狀態,加熱溫度在固液相溫度區間,金屬從熔化到凝固時間非常短,在這段時間內,冶金反應是不平衡的,從而使焊縫金屬的成分分布不均勻,有時區域偏析很大,組織相對也不穩定。310s和Q235異種鋼焊接有兩條融合線,當然就有兩個熔合區,在本次金相實驗中,一側是焊縫與Q235碳鋼的熔合區,另一側是焊縫與310s不銹鋼的熔合區(如圖4~5)。
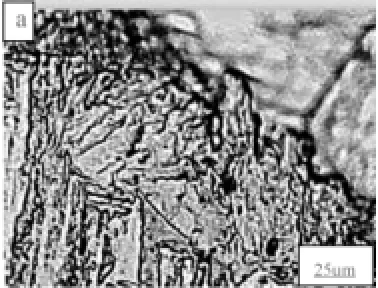
圖4 不銹鋼一側
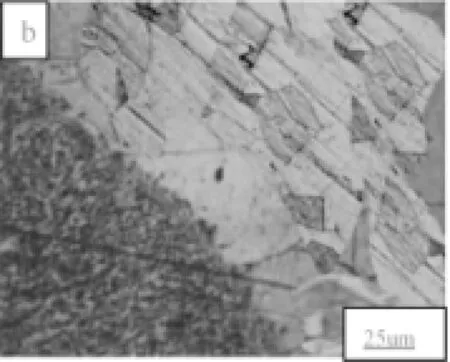
圖5 碳鋼一側
從靠近不銹鋼側的熔合區圖4可以很明顯的看出在焊縫與不銹鋼的熔合線附近組織較為復雜,這是由于該區的不銹鋼處于半熔化狀態,在隨后冷卻的過程中形成的。并且焊縫與310s不銹鋼的熔合區附近存在著暗色增碳層。
在靠近在碳鋼一側如圖5熔合區的晶粒呈顆粒狀,晶粒的晶界比較平直為多邊形。但是,靠近焊縫的熔合區組織明顯比母材的組織粗大,且隨著焊縫距離的增加,晶粒的尺寸在減小。這是因為焊縫與Q235的熔合區附近形成了脫碳層。存在增碳和脫碳的主要是由于碳的擴散和遷移。這是因為:
(1)碳的活度:碳原子為間隙型原子,間隙原子比置換型原子的擴散系數大于100左右。
(2)合金元素的影響:合金元素也是碳的擴散遷移的重要因素,但這都取決于碳的活度系數,Cr元素與碳的活度系數有著密切的關系,因為Cr元素是碳化物的形成元素,它能降低碳的活度系數。310s奧氏體不銹鋼含有較高的碳化物形成元素,碳在焊縫處的活度系數較小,又由于碳的擴散能力很強,碳就會通過焊縫邊界向靠近不銹鋼一側擴散而和鉻形成碳化物,靠近低碳鋼側會因碳的遷移而貧碳。
(3)晶體結構的影響:晶體結構對碳的擴散遷移也有影響,碳在r-Fe中的活度系數小于碳在a-Fe中的活度系數,所以在冷卻的過程中,Q235中的碳就會向不銹鋼一側的焊縫擴散。
3.1.3焊縫
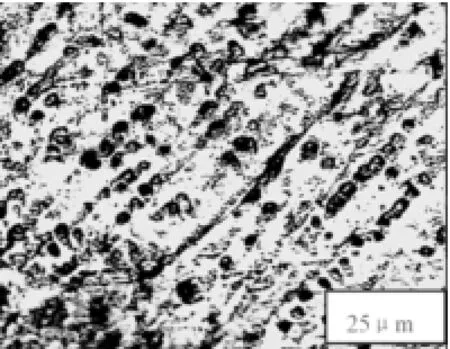
圖6 焊縫組織
由焊縫組織圖6可以看出,其中含有為板條狀馬氏體,位于靠近碳鋼一側的焊縫組織,這些組織具有不均勻的化學成分,所以力學性能較差,還有少量殘余奧氏體以及一定的珠光體。因為碳的擴散遷移造成了熔合區形成擴散層。碳元素從珠光體母材Q235向奧氏體焊縫擴散,而Cr,Ni元素就從焊縫向母材熔合區擴散遷移。同時因為碳原子半徑小,能與Fe元素形成間隙固溶體,所以在熔合區靠近母材Q235一側形成脫碳層,而奧氏體一側就形成了高硬度的黑色增碳層。焊縫中間部位的化學成分和物理成分與焊縫的邊緣成分差別很大,因此,在焊縫不同區域其顯微組織就有一定的差異。
3.2焊接接頭硬度測試結果及分析
將做顯微硬度實驗測試的數據用表4的形式表示出來,硬度值分別是從母材Q235低碳鋼到焊縫再到母材310s不銹鋼的順序依次測試出來的。

表4 母材Q235到焊縫再到母材310s的硬度值
然后根據表4中的數據繪制硬度分布趨勢圖如圖7所示。
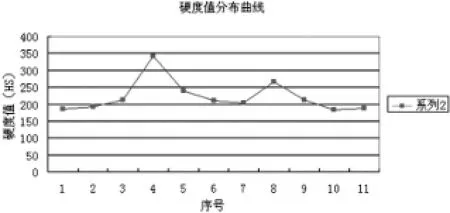
圖7 硬度值的曲線分布圖
由圖表和曲線圖可以很清楚的看到從母材Q235-熱影響區-焊縫-熱影響區-母材310s的硬度值分布。由此可以分析:
(1)由于母材Q235和310s都沒有熱處理的作用,所以含碳量越高的母材,其硬度值也就越高,而Q235的含碳量比310s的含碳量高,所以可以很清楚的從曲線圖看出Q235的硬度值比310s的硬度值高。
(2)同一個區域在不同單位上的硬度值是不一樣的,所以在確定某一區域的硬度值的時候需要多取幾個點測試硬度來求平均值,這樣實驗結果會更精確。
(3)因為在焊接過程中的強度匹配原則,焊縫的平均硬度應該高于兩側母材的硬度,由上面圖表也可以看出焊縫的硬度值要稍高于母材310s和Q235的硬度值。
(4)在熱影響區,由于焊接時候的熱循環作用,這時的硬度值也會比母材要高,并且從上圖可以看出越接近焊縫的區域,硬度值越高,但是由于 Q235是低碳鋼,其含碳量要高于310s,所以熱影響區的硬度值也普遍高于310s一側的熱影響區的硬度值。
4 結論
本文通過對310s和Q235異種鋼焊接接頭進行分析,得出以下結論:
(1)由焊縫組織分析,選用焊條A307直徑3.2的焊條和120A電流比較適合310s和Q235異種鋼焊接。
(2)從焊接接頭整體的硬度分布來看,焊縫強度稍大于兩側母材強度,證明A307符合焊材等強匹配原則,熱影響區由于熱循環作用,所以其硬度值高略高于其他區域。
[1]李亞江.焊接冶金學-材料焊接性 [M].北京:機械工業出版社,2006,10.
[2]王宗杰.熔焊方法及設備[M].北京:機械工業出版社,2006,12.
[3]于啟湛,于成鋼,史春元.不銹鋼的焊接[M].北京:機械工業出版社,2009,10.
[4]王志海.機械及制造基礎實驗 [M].武漢:中國地質大學出版社,1992,12.
[5]劉振軍,徐德昆.不銹鋼焊接及質量控制[M].北京:化學工業出版社,2008.
[6]中國機械焊接協會.《焊接手冊》[M].北京:機械工業出版社,2005,7.
[7]張文鉞.焊接物理冶金[M].天津:天津大學出版社,1991.
[8]岡毅民.《中國不銹鋼腐蝕手冊》[M].北京:冶金工業出版社,1992.
陳 瑜(1982-),女,工程師,華北電力大學畢業,主要從事焊接技術、焊工培訓,施工管理等工作,曾參加海外電力工程建設,有多個大型電廠建設的施工管理經驗。
TG407
A
2095-2066(2016)13-0022-03
2016-4-2
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16
