陰極銅粒子的幾項防治措施在生產中的應用
2016-08-16 03:36:34周楠
銅業工程 2016年3期
關鍵詞:液位
周 楠
(江西銅業集團公司 貴溪冶煉廠,江西 貴溪 335424)
陰極銅粒子的幾項防治措施在生產中的應用
周 楠
(江西銅業集團公司 貴溪冶煉廠,江西 貴溪 335424)
結合生產實踐,針對銅電解精煉過程中出現的各種類型的陰極銅粒子的現象,從陽極、電解液、裝槽質量和添加劑等角度出發,分析各種生產因素對陰極銅長粒子的影響,提出了相對應的處理辦法及預防措施,使得電銅質量和純度得到進一步的提高。
銅電解精煉;陰極銅粒子;電解液;添加劑;電銅質量
1 引言
江銅集團貴溪冶煉廠為加快打造世界煉銅標桿工廠進程,提出了穩中求進,量質雙升的工作方針,力爭在2014年的基礎上再增加1.5萬t精礦處理量,確保生產陰極銅102萬t。陰極銅的國家標準為GB/T467-1997,這就對電銅的各項達優標準有著更嚴格的要求。而陰極銅粒子的存在不僅影響著電銅的物理規格,也對電銅的化學成分有著不良影響。
電銅粒子產生的原因有很多。總的來說可以概括為以下幾類:①固體粒子在陰極上的機械附著所引起的粒子;②添加劑不適當或加入量不適當;③電流密度局部過高;④始極片物理規格較差。在傳統法銅電解工藝生產過程中,在已經摸索出的大量日常生產經驗的基礎上,規范管理手段,提高精細化水平,總結出克服陰極銅長粒子的具體生產措施,并使電銅純度得到進一步提高。
2 現狀調查
傳統生產工段針對現場出槽的陰極銅物理規格和長粒子情況,對一系列四個系統的單雙極陰極銅分別獨立統計,對各種粒子的類型及對應占有比例進行記錄。每個系統隨機檢測,并對統計結果做出如表1所示。

表1 各類粒子型陰極銅比例圖
根據表1的分析情況,針對各類成型粒子的比例,大致從物料來源、物料加工、生產操作和過程管理四個方向來闡述各類陰極銅粒子的成型因素與防治措施。
3 因素分析與生產措施
3.1極板物料因素
傳統法電解是一個以礦銅陽極為主的生產工藝,整個生產系統都是按照礦銅品位控制的,所以雜銅陽極在傳統產出的陰極銅時常不穩定。在電解過程中,粗銅陽極板中的雜質會出現強烈的化學和物相變化,這對陽極鈍化、陰極質量、電解液凈化以及從陽極中回收有價金屬均具有很大的影響[1]。為了滿足日益增長的生產需求,雜銅原料大量進入生產流程,所占比例日益增加。雜銅陽極在傳統法產出的陰極銅易長物料粒子和上口粒子,嚴重影響物理規格。超標陽極會使電解液里面的雜質不受控制,影響陰極銅質量和外觀。
陽極銑耳對電解的導電穩定性,以及陽極在電解槽內的垂直度有決定性作用。同時,始極片垂直度好差對短路有重大影響。始極片垂直度差,會使始極片靠近陽極太近,造成局部電流過高,產生電銅密集型粒子,影響電銅物理規格。所以這需要提高陽極銑耳合格率和始極片垂直度,為產出優良的陰極銅提供基礎條件。
3.1.1嚴把物料關,消化雜銅陽極和超標陽極
各類陽極上機計劃必須預先做好,裝槽量必須控制在一定范圍內。英美陽極裝槽量每天不超過200塊。同時在未生產的28組設置5槽泡洗槽,在泡洗槽內用電解液至少泡洗一天。裝槽時雜銅陽極按要求均勻混配裝槽,并用熱水沖洗。
3.1.2提高陽極、始極片物料加工穩定性
貴冶電解車間一系列通過改進銑耳單刀,銑耳情況良好,進一步消除銅電解過程中產生的粗糙結晶。在每個生產周期內小批量作業日,集中對1103機組進行定修,更換7組校平輥,同時調整壓紋深度,降低始極片質量波動造成的加工影響,消除銅電解過程中的密集型粒子。該車間將種板的通電時間準確率納入日常考核,確保始極片通電生產時間,使得始極片邊角合格率進一步提高。
3.2電解液管理因素
3.2.1流量動態平衡
在電解液循環系統中,各處流量的不平衡,特別是循環泵的流量和揚程與高位槽及槽面電解槽等各槽的循環速度的不平衡,易使電解液在高位槽中充氣[2]。出現這種帶氣的電解液時,會使得陽極泥在電解槽中沉降困難,從而易形成陽極泥粒子。對于這種情況,一方面要加強槽面短路處理,另一方面要保證循環系統體積的穩定性,要求循環槽液位最低不能低于1.7m,高位槽液位維持在2.8m左右。同時對于液下泵備用泵要求能正常使用,并配有備用泵預防使用中的泵的突發狀況。
電解液單槽流量必須保證其均勻性和穩定性。流量過小,槽內雜質濃度不斷積累,銅離子濃度不斷增加,溫度逐漸降低,都會導致電銅結晶較粗,并且長粒子;流量過大,易形成液流沖擊,不利于陽極泥沉降,亦會造成電銅粒子的生長。根據有關文獻表明[3],溫度及Cu2+濃度對極化影響最大,所以必須控制單槽流量和溫度,每天每2h一次進行對槽面巡檢,對電解液的溫度和流量進行檢查,對不達標的槽組及時進行處理,保證電解生產過程的流量暢通和溫度要求。各系統流量和溫度的工藝指標如表2所示。

表2 一系列各系統流量的工藝指標
3.2.2凈化過濾漂浮陽極泥
陰極銅上粒子生長的中心主要是漂浮陽極泥。研究資料表明,砷、銻、鉍的電位與銅較接近,在正常的電解過程中,一般很難在陰極被還原而在電解銅中結晶析出[4]。陽極溶解時,這些元素成為離子進入溶液,大部分水解成為固態氧化物,一部分則在電解液中積累,其分布情況如表3所示。

表3 砷、銻、鉍在電解過程中的分布
不同價的砷、銻化合物,即三價砷和五價銻、三價銻和五價砷,能夠形成漂浮陽極泥,雖能限制砷、銻在電解液中的積累,但它們在電解槽中停留的時間長,會機械地粘附于陰極表面或夾雜于陰極沉積物晶體間的毛細孔隙內,降低陰極銅的質量。漂浮陽極泥的化學成分如表4所示。

表4 漂浮陽極泥的化學成分
針對這些電解液中的漂浮顆粒,必須通過加強電解液的凈化過濾,將電解液中已經形成的漂浮陽極泥盡可能多的過濾掉,保持電解液的純凈。循環系統內部的優化過濾目前有兩種方式,一種是采用廂式壓濾機24h優化過濾,并定期停機開板清理濾渣。另一種是采用機型為LSF E14-36MV2 的LAROX過濾機優化過濾電解液。對一系列東擴系統而言,過去的LAROX過濾機的瞬時流量只有150m3/h,對擁有將近3000m3電解液系統而言,很難將漂浮陽極泥及時過濾掉。電解液中懸浮物隨生產的持續進行而不斷累積增長,導致陰極銅長粒子等一系列問題。通過對原有過濾設備進行改造,將給液泵的葉輪加大,提高過濾能力,由150m3/h提高到210m3/h,日過濾累積量可達5000m3左右。加大對電解液的凈化過濾,最大限度除去電解液中已經形成的漂浮陽極泥和其他原因形成的懸浮顆粒,減少雜質黏附到陰極銅的機會。
3.3添加劑的影響與調整
理論和生產實踐均已證明,為獲得結構致密、表面平整光滑、純度高的陰極銅,需在電解液中加入適量的添加劑。一般來講,“沒有添加劑,就沒有現代銅電解工業”[5],可見添加劑在銅電解生產中的重要地位。添加劑配比適當時,即使在初期陰極銅表面長有節瘤或者異形結晶,也能夠得到有效地抑制而變得平滑[6]。貴冶電解車間采用的添加劑主要有骨膠,硫脲,鹽酸。
在日常生產管理中,添加劑的加入量不適當或者長時間加入不均勻都會直接導致電銅不良生長。骨膠過量,會出現堆砌成六面體閃金星的結晶,粒子形狀是圓形,粒子與基體接觸面積大,且不易脫落,若是骨膠量不夠時,粒子呈現尖頭菱角形狀。硫脲過量時,條紋增粗,深的條紋會吸收電解液增加陰極銅的雜質含量,針狀柱狀粒子增多,缺乏金屬光澤但是基地仍很緊密。鹽酸過量,電銅會長針狀粒子,而氯離子濃度偏小時產生的粒子與電銅是點接觸,中間大,兩頭小。
分析控制添加劑對陰極銅的質量影響,適時調整添加劑的用量和配比,24h定期定量并均勻加入生產循環槽,并且把添加劑的加入量,加入均勻性納入日常點檢與考核項。各系統添加劑的工藝指標如表5所示。
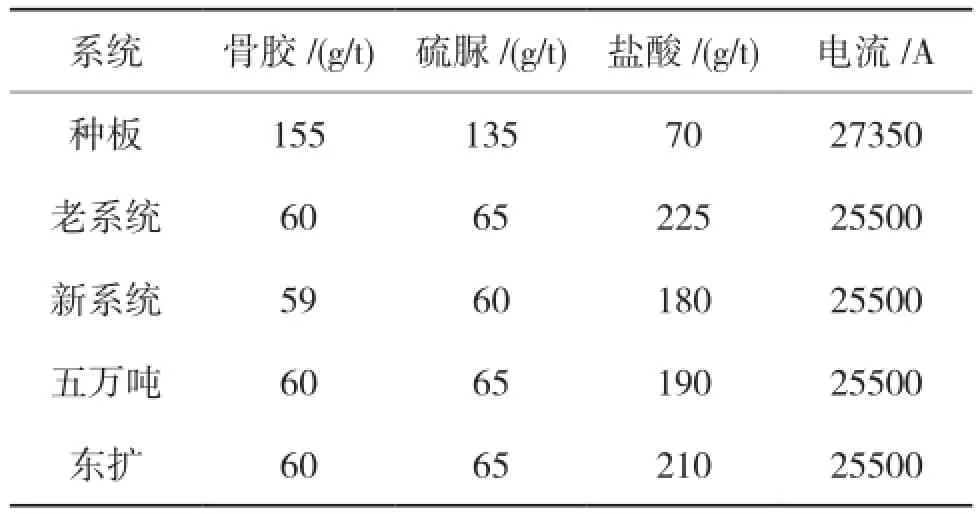
表5 各系統添加劑工藝指標
3.4液位線的影響與重新定位
電解銅生產時液面線位置控制在低于陽極銅掛架和低于陰極板窗口底邊。電解液的循環伴隨電解的生產過程,電解液中的雜質沉降,造成槽壁、溢流口、管道等部位的積累和結垢,經過一定的時間后液位器對應的電解液液位出現偏差。另外,在電解液流量增大之后,液位也會明顯升高,導致液位沒過或高于陰極上沿,易使陰極銅上口粗糙并長粒子。同時,電解液表面溫度過低,液位處溶液的流動性小,雜質易在液位線上沉積,液位在同一位置停留時間過長,都會造成陰極銅長液面線粒子。
針對液面線粒子和上口粒子,我車間一系列每年在5月份的時候分別對系統內1260個電解槽進行液位集中調整。根據槽面過高液位,將液位器底座平均切除5mm,高液位調整至陰極上沿下端,中液位調整至鉚耳孔下端,低液位調整至鉚耳下沿的下端。將生產當中的高、中、低液位停留時間由原來的5天、3天、3天分別改為現在的7天、2天、3天。同時針對電解液表面溫度過低和有漂浮物的情況,關緊廠房門窗,蓋上大的槽蓋布,并且加強液表面的循環,加強電解液的優化過濾。此項創新工藝有效的降低了陰極銅上口粒子的比例。
3.5槽面裝槽質量的影響與措施
陰陽極裝槽后的極距不均勻,不對稱等問題,都會造成陰陽極電力線分布不均勻,局部電流密度過高,引起陰極銅表面結瘤或長各種異形結晶粒子,尤其在陰極邊緣情況更為嚴重,呈現出“邊緣效應”[6]。
由于傳統法需要裝無內耳陽極,這對于打排列有所影響,需要進一步規范無內耳陽極排列。原陽極耳部與板面厚度一致,分包時導電棒居于相鄰陽極耳部中間位置即可。現在無內耳陽極耳部較板面偏薄,照缸及分包操作需仔細觀察調整始極片本身位置,杜絕始極片上沿與陽極距離靠近產生的陰極銅上口粒子。而肥邊粒子是可以避免的,在裝槽過程中加強員工的標準化作業,采取全員創新考核制度,增強員工責任心,在打排列時要求員工照手電,對其極板兩側。陰極板兩側比陽極的超疊部分應相等,這樣可減少結瘤的產生。
3.6生產過程管理的因素與精細化控制
電解生產過程中,電解液始終處于循環狀態,不斷為銅電解提供穩定的生產技術條件,同時將電解中產生的雜質帶出,電解液循環正常是各項指標正常的基本保障。一系列在四月份對系統的循環管道進行了清洗,共清洗上酸主管、回液主管3704m,保證電解液循環量達到技術要求。同時對鼓包的電解槽及時進行檢修,每個月電解槽檢修量為30個以上。導電排接觸點不干凈或接觸點腐蝕均會造成陰陽極電流不均勻,引起長粒子,根據實際情況5月底槽面共計更換導電排160余塊,絕緣皮500余塊,絕緣板300余塊,可進一步消除密集型粒子。
4 效果檢查
通過采取上述相應的措施,陰極銅板面粒子得到了有效的控制,結晶粗糙現象也得到了很大改善,電銅板面光滑細膩,各項技術指標明顯優化,物理規格合格率和電流效率得到進一步提高。圖1是該車間一系列從1月份到9月份的物理規格合格率以及電流效率的數據記錄曲線。

圖1 一系列1-9月份物理規格合格率與電效數據記錄曲線
5 結語
根據陰極銅在電解生產當中所出現的一系列問題的歸類,針對電銅表面各種類型的粒子生長情況,采取相對應的工藝措施和預防手段,做到勤觀察,細管理,早發現,早處理,確保高質量的陰極銅順利生產。
[1]彭容秋. 銅冶金[M]. 長沙:中南大學出版社, 2004:237-242, 230.
[2]歐陽準. 提高陰極銅表面質量的實踐經驗[J]. 有色冶金設計與研究,2004, 25(4):9-10.
[3]呂玉國, 李堅, 黃娟. 銅離子濃度和溫度對銅電解極化作用的影響[J]. 礦冶, 2010, 19(3):81-84.
[4]華宏全, 張豫. 銅電解過程中砷存在的形式的研究及其控制實踐[J].礦冶, 2011, 20(1):68-71.
[5]王輝. 電解精煉工[M]. 長沙:中南大學出版社, 2006:66-67.
[6]任智順, 別良偉. 陰極銅表面針刺狀結粒的成因分析與防治[J]. 中國有色冶金, 2010, A(3):23-25.
Several Prevention Measures of Cathode Copper Particles in Production Application
ZHOU Nan
(Guixi Smelter, Jiangxi Copper Corporation, Guixi 335424, Jiangxi, China)
Combined with production practice,in view of the copper electrolysis refining process in various types of the phenomenon of cathode copper particles,through analyzed the quality of anode,electrolyte, cell feeding quality and additives, researched on various production factors affect long cathode copper particles, the treatment method and corresponding prevention measures were put forward,realized cathode quality and purity had further improvement.
copper electrorefining;cathode copper particles;electrolyte;additive;cathode quality
TF111.52
C
1009-3842(2016)03-0076-04
2016-02-18
周楠(1987-),男,江西玉山人,本科,主要從事銅電解精煉生產操作工作。E-mail: 642944134@qq.com
猜你喜歡
機床與液壓(2022年12期)2022-09-15 06:26:06
石油工業技術監督(2022年7期)2022-08-18 03:28:54
選煤技術(2021年3期)2021-10-13 07:33:38
測控技術(2018年12期)2018-11-25 09:37:22
測控技術(2018年9期)2018-11-25 07:45:00
石油化工自動化(2018年5期)2018-11-14 02:34:30
電子測試(2017年11期)2017-12-15 08:57:07
設備管理與維修(2016年5期)2016-03-16 02:20:47
汽車維護與修理(2015年2期)2015-02-28 12:15:41
中國機械(2014年13期)2014-04-29 23:07:03
