熔體直紡低收縮率滌綸FDY生產工藝
2016-08-18 09:25:03吳金亮張逢書盧慶豐楊美娟周先何吳維光
絲綢 2016年7期
關鍵詞:生產
吳金亮, 張逢書, 盧慶豐, 楊美娟, 周先何, 吳維光
(1. 榮盛石化股份有限公司,杭州 311247;2. 浙江盛元化纖有限公司,杭州 311247)
?
研究與技術
熔體直紡低收縮率滌綸FDY生產工藝
吳金亮1, 張逢書1, 盧慶豐1, 楊美娟1, 周先何2, 吳維光2
(1. 榮盛石化股份有限公司,杭州 311247;2. 浙江盛元化纖有限公司,杭州 311247)
對開發的278 dtex/48f低收縮率滌綸FDY生產工藝進行試驗,探討拉伸溫度、定型溫度、拉伸倍數等工藝對滌綸FDY沸水收縮率的影響。結果表明:熔體溫度控制在286 ℃,紡絲溫度控制在285 ℃,拉伸速度為1 330 m/min、拉伸溫度96 ℃、定型溫度178 ℃、拉伸倍數在3.2~3.3時,紡絲狀況穩定、FDY的沸水收縮率符合要求。
聚對苯二甲酸乙二醇酯纖維;FDY;拉伸倍數;定型溫度;沸水收縮率
隨著人們對面料日新月異的追求,各類仿毛、仿真產品的不斷推陳出新,在各類市場中的普及應用越來越廣,常規纖維的制備已無法滿足要求。其中異形絲、高、低、異沸水收縮率絲是各類差別化纖維中應用的主要產品。如何選擇適合的生產工藝條件以達到預期穩定的生產仍需要不斷研究和探索。滌綸低收縮纖維因其具有相對較低的沸水收縮率,使用低收縮率的滌綸纖維所織造出織物的尺寸穩定性相對較好,而手感蓬松豐滿程度及織物風格等均取決于經紗原料的縮率差異,因此FDY的沸水收縮率已成為制約和影響的關鍵指標。FDY低沸水收縮率絲在服用面料、織帶和毛毯等相關領域被廣泛應用[1],目前國內外廠家開發低收縮纖維的生產工藝主要有高速紡絲牽伸一步法(FDY)或兩步法(UDY-DTY)。雖然兩步法能得到更低的沸水收縮率指標,但因生產成本明顯偏高而無法得到市場推廣。用常規生產工藝的高速紡絲牽伸一步法(FDY)生產的聚酯纖維,其本身熱收縮性能也不夠理想,同時使用常規生產工藝所得的滌綸FDY沸水收縮率一般都在6%~8%,無法滿足部分織物對相對較高的尺寸穩定性的需求,因此,進一步完善工藝條件以獲得較低的熱收縮性能的聚酯纖維是本文的主要研究方向。本文利用榮盛石化股份有限公司現有的聚酯及紡絲裝置,通過研究影響纖維沸水收縮率的主要因素及關鍵技術參數,經過不斷的現場生產試驗,熔體直紡生產出了278 dtex/48f低收縮率滌綸FDY產品,該纖維產品沸水收縮率下降到了3.5%~4.0%,擴大了設備原有設計品種范圍,取得了較好的市場效益及客戶評價。
1 試 驗
1.1生產主設備
杜邦康泰斯三釜聚酯裝置(美國杜邦公司),POY高速紡絲機(北京中麗機械有限公司),615IR-10型卷繞機(日本TMT公司),KHF-1400型空調機(杭州中孚公司)。
1.2主要原料
聚酯CP3線(榮盛石化股份有限公司),FDY油劑、E-2187耐高溫油劑(日本松本公司)。
1.3測試儀器
瑞士進口Uster-4條干儀(瑞士),Statimat. Me型全自動強伸度測試儀(德國Textechno公司),MP20 NMR Analyzer核磁共振分析儀(德國布魯克光譜儀器有限公司)。
1.4沸水收縮率測試方法
采用恒溫水浴槽沸煮,參照GB/T 6505—2008《化學纖維 長絲熱收縮率試驗方法》測試。
1.5工藝流程
聚酯裝置生產的熔體通過管道及相關設備后直接紡絲,其中熔體管道部分采用液相熱媒保溫,紡絲箱體部分采用鍋爐的汽相熱媒保溫,具體流程如下:
聚合熔體出料泵→熔體過濾器→熔體冷卻器→紡絲增壓泵→靜態混器→紡絲二次增壓泵→熔體換熱器→靜態混器→紡絲箱體→紡絲組件定量擠出→側吹風冷卻→上油→預網絡→第一牽伸熱輥→第二熱輥定型→主網絡→卷繞成型。
1.6主要工藝參數
生產278 dtex/48f低收縮率FDY滌綸纖維的主要工藝參數見表1。
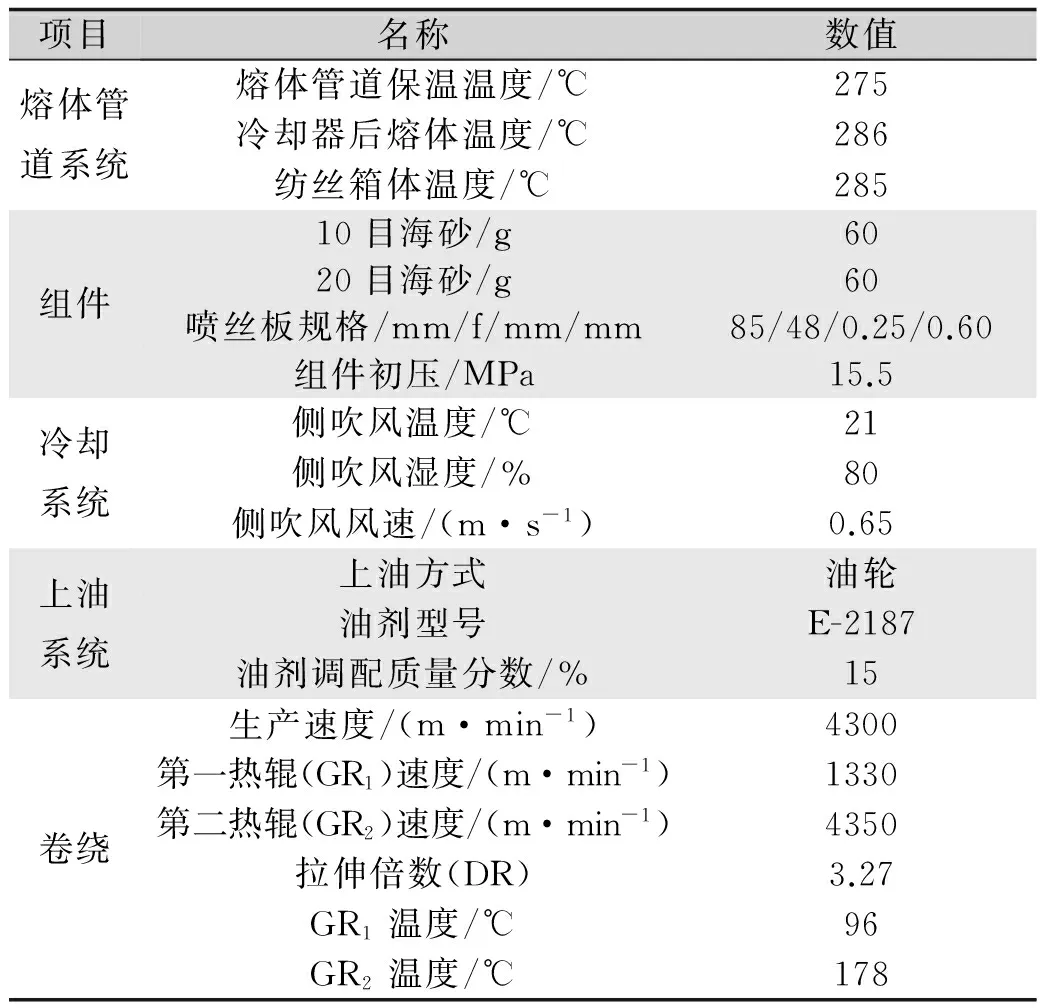
表1 278 dtex/48 f主要生產工藝參數Tab.1 Main production process parameters of 278 dtex/48 f
2 結果與分析
2.1熔體溫度和紡絲溫度
在確保聚酯熔體良好流動性的前提下,盡可能降低熔體輸送的溫度,根據試驗輸送溫度控制在284~287 ℃相對較好[2-4](因生產線熔體輸送管道相對較長,為減少熔體降解,適當下調輸送溫度)。熔體輸送系統使用可調節溫度的液相導生熱煤對熔體管線進行伴熱,保證熔體輸送順暢,同時使用可調節溫度的液相導生熔體冷卻器來對紡絲熔體進行工藝溫度的調節,以保證熔體溫度符合紡絲工藝的要求。經過多次試驗確定在生產278 dtex/48f低收縮率FDY滌綸纖維時,冷卻器后熔體溫度控制在286 ℃時生產狀況最穩定,現場斷絲較少,滿卷率較高。
紡絲溫度的選擇要有利于紡絲正常出絲。隨著溫度的升高,滌綸大分子鏈間應力下降,所得纖維伸長率增加,強度下降,可紡性變好有利于牽伸。較高的紡絲溫度可以降低熔體的表觀黏度,改善熔體通過噴絲孔的流變性能,同時可以延緩熔體細流的冷卻時間,使板面保持較高的溫度。但過高溫度也會使熔體降解,產生毛絲甚至斷裂,斷頭率增加;若溫度過低,熔體流變性和均勻性變差,造成毛絲和斷頭,影響滿卷率[5]。經過試驗在生產278 dtex/48f低收縮率FDY滌綸纖維時,紡絲箱體溫度選擇285 ℃最適宜。此時紡絲無油絲在熔體輸送過程中,因高溫導致的熔體黏度降低值小于0.020 dl/g,故能較好保證生產穩定的要求。
2.2拉伸溫度
第一熱輥(GR1)溫度即拉伸溫度(T1),主要提供絲束牽伸時所需要的能量,纖維在進入GR1之前溫度已降低至玻璃化轉變溫度以下,纖維的大分子鏈段活動能力較弱。在牽伸過程中,GR1溫度使纖維受熱到高于纖維玻璃化轉變溫度,大分子鏈活動能力增強,應力下降。在拉伸誘導結晶和熱結晶的共同作用下,纖維中形成結晶,GR1的溫度一般需控制在85~98 ℃左右,目的是保證聚酯纖維受熱至聚酯玻璃化溫度之上。圖1是試驗生產278 dtex/48f規格FDY纖維時,在保持GR1速度(V1)、GR2速度(V2)、GR2溫度(T2)不變的條件下,沸水收縮率與拉伸溫度的關系。由圖1可知,在其他工藝條件不變的前提下,拉伸溫度在85~105 ℃內,隨著拉伸溫度的增加,纖維結晶速度和結晶度增加,宏觀上表現為沸水收縮率逐步減小。這是因為聚酯纖維收縮率的大小主要取決于非晶區的取向度大小和纖維的結晶度。纖維的結晶度越高,其大分子鏈取向度越高,束縛大分子鏈運動的阻力就越大,從而使纖維的收縮率變小。從試驗結果來看拉伸溫度為96 ℃時,生產相對穩定。
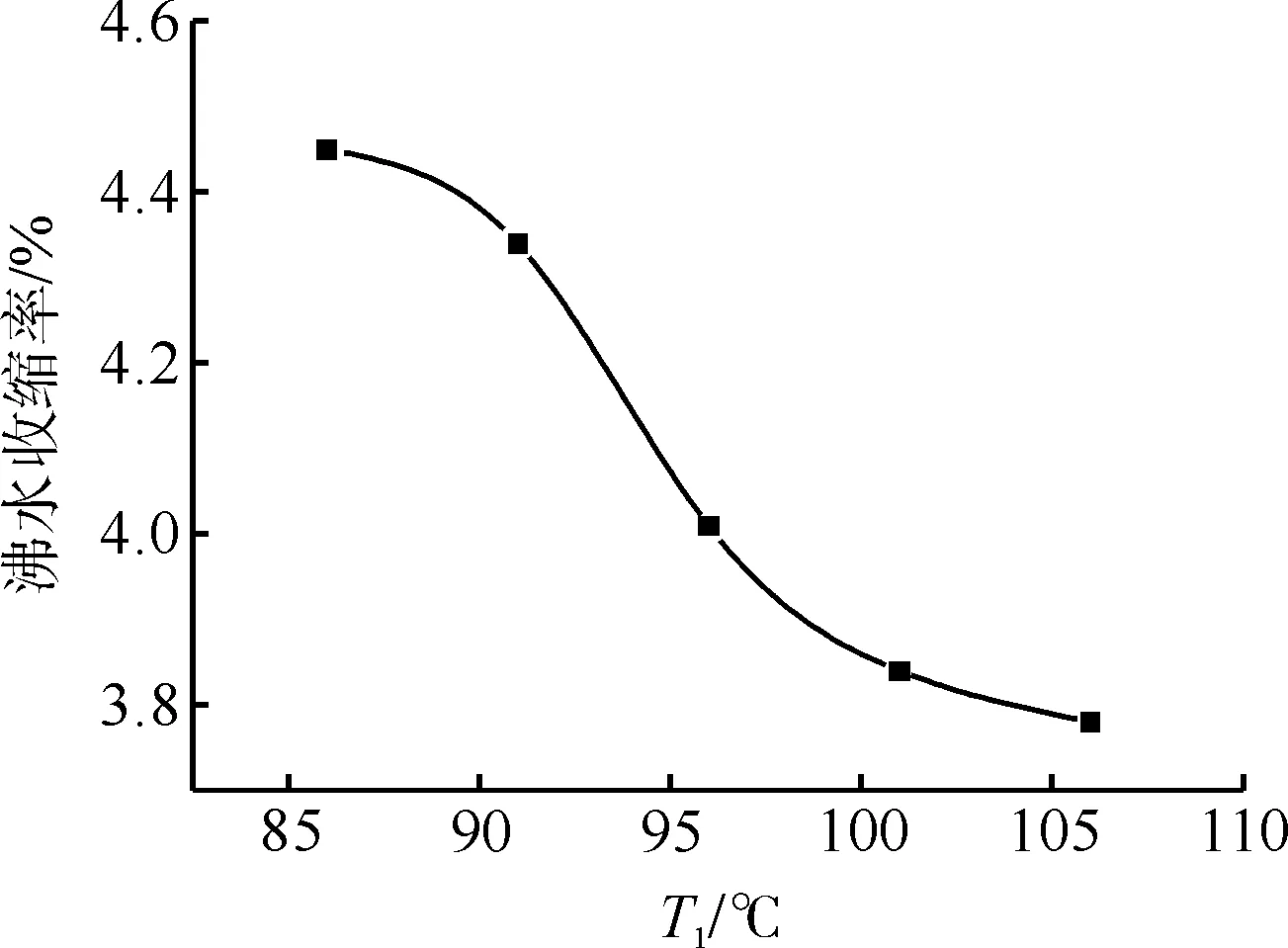
V1=1 330 m/min,V2=4 350 m/min,T2=178℃圖1 沸水收縮率與拉伸溫度的關系Fig.1 Relation between boiling water shrinkage and stretching temperature
2.3拉伸速度
拉伸速度(V1)一般指的是GR1速度。GR1速度增加,初生絲噴頭拉伸比增大,纖維在紡絲成型區的停留時間就會縮短,從而使纖維大分子在紡絲階段所取得的分子取向度變大,所得纖維的結格穩定性相比較高。圖2是在保持T1、T2、V2不變的條件下,沸水收縮率與拉伸速度的關系。從圖2可以看出,隨著拉伸速度增加,沸水收縮率相應有所下降。原因是纖維內應力的主要宏觀表現就是在纖維沸水收縮率的指標上,在其他條件不變的前提下,隨著GR1速度提高,纖維的預取向度、結晶度隨之提高,纖維在后續牽伸時所帶來的應力就相應增大,而較高的拉伸應力有利于發生纖維的塑性形變,所以沸水收縮率會有所降低[6]。從試驗結果得出目前該品種采用拉伸速度為1 330 m/min時相對合理,滿足客戶沸水收縮率需控制在3.5%~4.0%的需求。
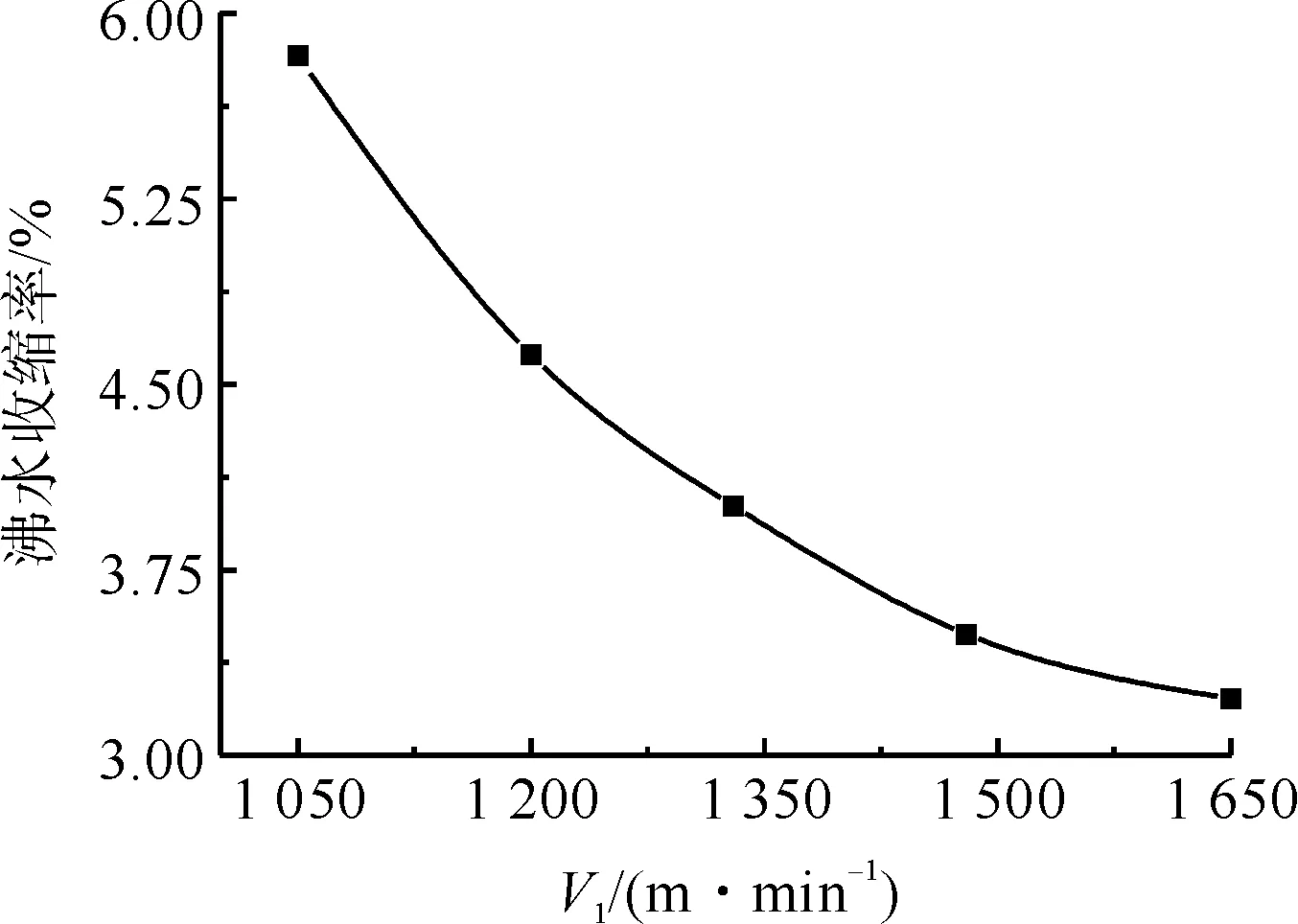
V2=4 350 m/min,T1=96 ℃,T2=178 ℃圖2 沸水收縮率與拉伸速度的關系Fig.2 Relation between boiling water shrinkage and stretching speed
2.4定型溫度、時間
第二熱輥(GR2)溫度即定型溫度(T2)。熱定型過程中,一方面具有一定排列規整度的取向態結構由于熱的作用產生結晶,并通過結晶將纖維的取向有效地固定下來;另一方面,熱的作用使無定形區的部分取向結構解取向,消除纖維內部的內應力,提高纖維的分子的穩定性。圖3是沸水收縮率與定型溫度的關系。由圖3可知,GR2溫度越高,纖維沸水收縮率越低。將GR2溫度提高至187℃時,纖維沸水收縮率可達到3.64%。這是因為定型溫度的增大,纖維結構中的大分子鏈活動能力增強,結晶度增加,非晶區含量減少,沸水收縮率降低,但此時絲條在GR2熱輥上劇烈抖動,嚴重影響生產穩定性從而導致斷頭增加,滿卷率下降。經過多次試驗論證確定生產該品種時GR2溫度為178 ℃時生產狀況最好,品質較優,同時也能滿足客戶的收縮率需控制在3.5%~4.0%的需求。
在高分子定型過程中,提高定型溫度與提高定型時間是等效的[7-8],纖維的熱定型時間主要由GR2的速度和絲條在GR2上繞絲的圈數而決定。GR2速度確定以后,隨著絲條在熱輥上的繞絲圈數的增多,纖維熱定型時間就同比延長,而在固有的設備條件下,定型時間不可能無限延長。經過對分絲導絲器、熱輥交叉角度的調整,將原有常規在GR2上只能繞7圈擠壓調整為絲條繞8圈來生產,達到增加定型時間的效果。
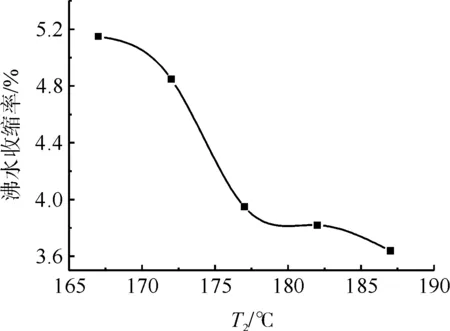
V1=1 330 m/min,V2=4 350 m/min,T1=96 ℃圖3 沸水收縮率與定型溫度的關系Fig.3 Relation between boiling water shrinkage and setting temperature
2.5牽伸倍數
牽伸倍數(DR)就是GR2與GR1表面的線速度比,即DR=V2/V1。牽伸作用使纖維在作用力的方向上獲得一定的取向,纖維中的高分子再次重新排列,發生彈性形變和塑性形變。控制拉伸倍數可以分別通過調整GR1或GR2來實現,但這兩種方式對纖維沸水收縮率的影響不同。GR2速度確定以后,增大牽伸比,沸水收縮率也增大;但GR1速度確定以后,增大牽伸比,沸水收縮率卻降低。
圖4為在GR1速度不變的條件下,沸水收縮率與拉伸倍數的關系。由圖4可以看出,當GR1速度不變時,逐步提高DR,沸水收縮率也相應下降。這是因為GR1速度固定之后,紡絲時纖維擠出噴絲孔毛細管時的噴頭拉伸比已經固定,初生纖維的結構也基本已經定型。隨著DR的提高,也就是提高纖維的后牽伸倍數,其牽伸變型的應力隨之增大,牽伸張力產生的纖維結晶度也提高,生產的纖維表現出沸水收縮率的下降。因此經過多次試驗,確定在生產278 dtex/48f低收縮率FDY滌綸纖維時,DR選擇在3.2~3.3時,生產相對穩定,同時也能滿足客戶沸水收縮率需控制在3.5%~4.0%的需求。
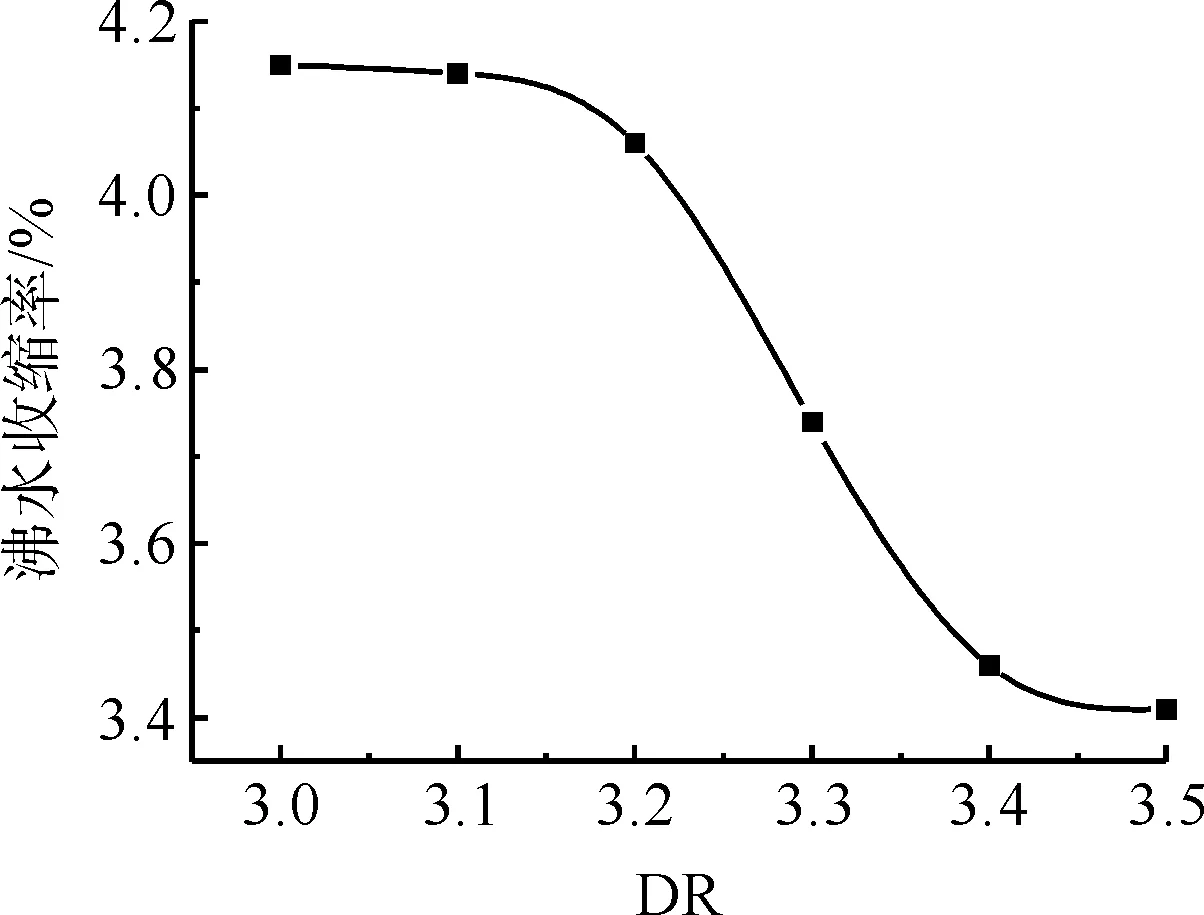
T1=96 ℃,T2=178 ℃,V1=1 330 m/min圖4 沸水收縮率與牽伸倍數的關系Fig.4 Relation between boiling water shrinkage and the draft ratio
3 結 論
1)生產278 dtex/48f低收縮率FDY滌綸纖維時,熔體溫度控制在286 ℃,紡絲箱體溫度控制在285 ℃時,生產狀況穩定,斷頭及毛絲極少。
2)在其他工藝不變的條件下,隨著牽伸溫度的升高、牽伸倍數的提高、熱定型溫度的提高,定型時間的延長,產生的FDY沸水收縮率下降。
3)生產278 dtex/48f低收縮率FDY滌綸纖維時,選擇拉伸速度為1 330 m/min、拉伸溫度96 ℃、定
型溫度178 ℃、拉伸倍數在3.2~3.3時,能夠穩定、大批量生產出滿足客戶低收縮率需求的FDY滌綸低收縮纖維。
[1]唐杰.滌綸低收縮纖維的生產工藝探討[J].合成技術及應用,2005,20(3):41-44.
TANG Jie. Discussion on process condition of terylene low-shrinkage fibers.[J]. Synthetic Technology and Application,2005,20(3):41-44.
[2]劉永勝.滌綸直紡熔體FDY的生產工藝[J].合成纖維,2002,25(1):43-45.
LIU Yongsheng. Production technology of PET FDY by melt direct spinning[J]. China Synthetic Fiber Industry,2002,25(1):43-45.
[3]李昌華,張凱.熔體直紡PET-FDY的生產工藝[J].廣西化纖通訊,2003,31(1):9-11.
LI Changhua, ZHANG Kai. Production technology of PET melt direct spinning-polyester FDY such[J]. Guangxi Chemical Fiber Newsletter,2003,1(1):9-11.
[4]沈新元.化學纖維手冊[M].北京:中國紡織出版社,2008:524-541.
SHEN Xinyuan. Chemical Fiber Handbook [M]. Beijing: China Textile Press,2008:524-541.
[5]李莉.影響PET直紡FDY滿卷率的因素[J].合成纖維工業,2004,27(4):58-59.
LI Li. Factors affecting full-package rate of direct-spun PET FDY[J]. China Synthetic Fiber Industry,2004,27(4):58-59.
[6]馬學強,曲小奇.滌綸FDY結構與性能的相關性的研究[J].聚酯工業,1996,12(2):31-33.
MA Xuejiang, QU XiaoJi. Polyester correlations between structure and properties of polyester FDY such[J]. Polyester Industry,1996,12(2):31-33.
[7]楊西峰,郭奇林,華國強.低沸水收縮率PET FDY的生產[J].合成纖維工業,1999,22(4):51-52.
YANG Xifeng,GUO Jilin,HUA Guoqiang. Low boiling water shrinkage of PET polyester FDY such production[J]. Journal of Synthetic Fiber Industry,1999,22(4):51-52.
[8]李允成,陸正偉.UDY的單絲纖度與沸水收縮率[J].合成纖維,1994,(3):23.
LI Yuncheng, LU Zhengwei. The relation of monofilament titer and boiling water shrinkage of UDY[J]. Journal of Synthetic Fiber,1994,(3):23.
Polyester FDY production process with low shrinkage by melt direct spinning
WU Jinliang1, ZHANG Fengshu1, LU Qingfeng1, YANG Meijuan1, ZHOU Xianhe2, WU Weiguang2
(1.Rongsheng Petrochemical Co.,Ltd., Hangzhou 311247, China; 2.Zhejiang Shengyuan Chemical Fiber Co.,Ltd.,Hangzhou 311247, China)
This paper tests the production process of 278 dtex/48f polyester FDY with low shrinkage, and discusses the effect of drawing temperature, setting temperature and drawing ratio on the boiling water shrinkage of FDY. The results show that the conditions (i.e. temperature 287 ℃ , spinning temperature 285 ℃ , drawing speed 1 330 m/min, drawing temperature 96 ℃ , the setting temperature 178℃ and drawing ratio 3.2~3.3) can ensure the better spinning stability and boiling water shrinkage of FDY.
polyethylene glycol terephthalate fiber; FDY; drawing ratio; setting temperature; boiling water shrinkage
10.3969/j.issn.1001-7003.2016.07.005
2016-02-01;
2016-06-02

TQ342.2
A
1001-7003(2016)07-0023-04引用頁碼: 071105
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
