熔模精鑄工藝補全殘缺青銅器
2016-08-22 05:55:01劉彥琪
黃河·黃土·黃種人(華夏文明) 2016年3期
□劉彥琪
熔模精鑄工藝補全殘缺青銅器
□劉彥琪

圖1 器物修復前狀態
出土青銅器經常呈現殘缺的形態,因此需要通過修復對殘缺部位進行補全,以便獲得良好的展示陳列效果。常見的青銅器補全工藝有翻模鑄造補配及翻模后制作高分子材料補配件補全。翻模鑄造補配,即從器物殘存的完整耳部及足部翻制石膏模,鑄造出補配件后經過打磨刮削使其能夠與殘缺部位的斷面及厚度吻合,然后再將補配件粘接或焊接在殘缺部位。翻模后制作高分子材料補配件補全,則是使用石膏、蠟片、硅橡膠等印模材料制作出需要翻模部位的模具,再用高分子材料在模具內澆注成型,制得補配件粘接在器物的殘缺部位完成補全。這兩種做法的缺點是補配件的尺寸誤差較大,后期加工工作量大,必須認真打磨刮削,才能使補配件與器物銜接嚴密,不但修復周期長,對修復者的操作精度和經驗要求較高,而且在修復過程中容易在器物表面留下劃痕,影響器表痕跡的真實性。
本文介紹如何使用熔模精鑄工藝補全殘缺青銅器。以甘肅禮縣出土的春秋時期秦式青銅鼎的修復為例,該器物出土后一耳部殘缺、一足部殘缺、另一足斷裂脫落(如圖1)。
一、殘缺耳部的補全
1.耳部翻模
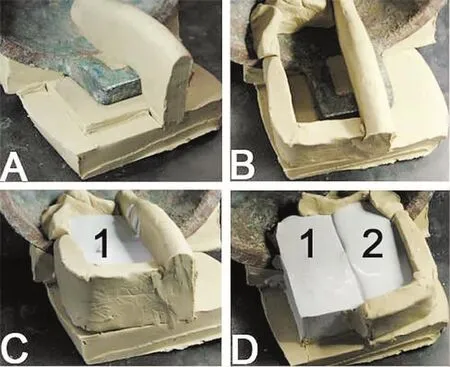
圖2 鼎耳范的翻制

圖3 耳范結構
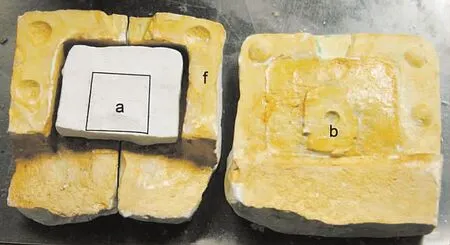
圖5 制得耳范型芯
商周圓鼎皆有兩個對稱分布且結構一致的耳,因此殘缺耳部的造型可以從同一器物的完整耳部進行翻模復制。最安全的翻模材料是硅橡膠,也可使用易得而成本較低的石膏進行翻模。石膏翻模以原器物耳部為模,翻制而得稱為耳部范塊。首先需要設計模具的分塊方式,為了防止卡模,將耳部穿孔用油泥封堵,使用三塊范復制耳部造型,根據耳部橫截面形狀(耳部外側較寬、內側較窄),將分型面設置在耳部外側。翻模需要逐塊進行,每翻制一塊耳范都要在器物上需要翻模的部位及模具的分型面上涂抹脫模劑 (醫用軟皂液或硅油),以防范塊與范塊或石膏與器物之間粘連而造成翻模失敗甚至污損器物。翻制第一塊范時要將耳部不需要翻模的部分用油泥包埋起來。具體方法如圖2所示:將鼎側立,耳部外側貼合在平鋪的油泥片表面,將不需要翻模的耳部用油泥塊遮蓋 (圖2-A);將需要翻模部位的四周用油泥塊圍筑起來(圖2-B);向油泥圍筑的區域內澆注石膏漿(圖2-C);石膏凝固并去掉石膏側壁的油泥塊即可制得范塊1,將耳部另一側用油泥塊圍筑起來并在范塊1的分型面上涂刷脫模劑,向油泥圍筑區域內澆注石膏漿,石膏凝固即可制得范塊2(圖2-D)。將范塊1和2周圍的油泥塊去除并將鼎翻轉180度側立,使耳部外側向上,在范塊1、2的分型面上用刮刀修出半球形凹槽,用油泥將范塊1、2四周圍筑并澆注石膏漿,石膏凝固后去掉油泥塊即可制得范塊3,如圖3所示為耳部范塊結構,范塊1、2與3之間通過分型面上的凹槽和突榫進行定位。
耳部翻模完畢,將耳部穿孔內的油泥去掉,將器物清洗干凈并干燥。
2.制作耳范型芯

圖6 澆注蠟液

圖7 打開石膏范得到蠟模

圖8 制作完成的耳部蠟模
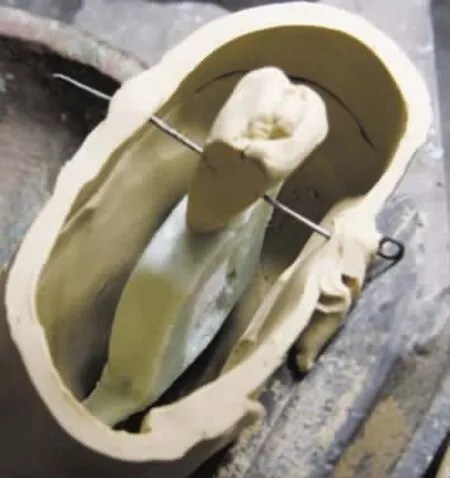
圖9 制作耳部蠟模的石膏鑄型
為了未來可以制成空心而壁厚均勻的補配件,需要給耳范配置型芯。如圖4,在耳范內壁貼附一層厚度均勻的油泥片,將耳部穿孔部位預留出來,在油泥片上用三棱錐戳印出若干三棱形凹槽(石膏流經此部位便形成型芯上的芯撐)。將三塊耳范組裝嚴密,向耳范間的空腔澆注石膏漿,石膏凝固后打開耳范去掉油泥片,即可制得型芯。如圖5,型芯與耳范通過型芯中央的突榫a和耳范中央的凹槽b互相配合而完成型芯的定位,型芯表面凸起的三棱錐狀芯撐也可以輔助型芯在耳范內定位,型芯和耳范之間的空腔稱為型腔,只有確保型芯在耳范內的定位準確才能使型腔厚度均勻,從而避免補配件出現鑄造缺陷。
3.耳部蠟模的制作
如圖6,將耳范及其型芯安裝在圓鼎的殘缺耳部,向耳范內澆注液狀石蠟。如圖7,將耳范打開,即可得到耳部蠟模,石膏型芯則被包裹在蠟模內。由于器物和范塊裝配時必然存在誤差,從圖7所示可見蠟模與器物并不能嚴密配合,蠟模與器物表面也不能平滑過渡。如果采用翻模鑄造補配的方法修復這件器物,直接澆鑄金屬液制得補配件,我們就需要對金屬補配件進行細致地打磨刮削以使補配件與器物壁厚一致,使兩者過渡平滑。然而,采用熔模精鑄工藝增加了一個工藝環節,我們使用了石蠟澆注成型,制得耳部的石蠟補配件,只需要對硬度極低且加工性能良好的蠟模表面進行簡單刮削即可制得尺寸精度很高的耳部蠟模。如圖8所示為制作完成的耳部蠟模,此時可以將蠟模送至鑄銅廠制作石英砂型殼并失蠟澆鑄制得補配件,也可以在實驗室內按照以下方法制作石膏鑄型,澆鑄低熔點合金制作補配件。
4.制作石膏鑄型

圖10 熔模精鑄得到的補配件

圖11 耳部補配件做舊后效果

圖12 耳部補全后效果
如圖9,將耳部蠟模從器物上取下并用油泥將四周圍合起來,在耳模頂部設置一塊楔形油泥以便預留澆口。將石膏漿澆注到油泥圍合的區域,待石膏凝固,將石膏周圍油泥取下,將石膏內嵌入的楔形油泥拔出,獲得澆口,即制得耳部的石膏鑄型。
5.熔模鑄造
將石膏鑄型置入水鍋煮沸片刻,將澆口向下或側向放置,使鑄型內的石蠟受熱融化而流出。將鑄型從水中取出,澆口向下,使鑄型內殘留的蠟液排出,這時便可獲得鑄型內中空的型腔。將石膏鑄型置于烘箱進行干燥。最后熔化鉛錫合金通過澆口向鑄型內澆鑄金屬液。如圖10,金屬凝固冷卻后打碎石膏鑄型,即可獲得鉛錫合金的補配件。由于采用熔模精鑄工藝,制得的補配件能夠與殘缺部位的斷面嚴密配合,無須進行任何刮削和打磨加工便可準確地裝配在器物上的殘缺部位。如圖11為補配件經過礦物顏料作色后的效果,與器物表面質感和色澤近似。將補配件和器物殘缺部位斷面上涂刷B-72可逆層后,便可使用高分子環氧粘接劑將補配件粘接在殘缺部位,修復后的耳部效果如圖12所示。

圖13 足部翻模
二、殘缺足部的補全
1.足部翻模
對器物上殘存的另一條足部進行石膏翻模。由于使用的技術和耳部翻模近似,在此不再贅述。如圖13,足范為雙合范加一塊足底范。
2.制作足部型芯
由于足范內壁弧度較大且空間狹小,像耳范那樣貼附油泥片的工藝很難操作且無法保證泥片壁厚均勻。經過若干次嘗試依然無法達到滿意的效果。同一項技術,對于鼎耳的修復適用,對于鼎足的修復則會遇到技術瓶頸。這就要求我們走另外的工藝路線去回避現有技術的瓶頸,在修復的手藝和經驗難以在短時間內飛躍的情況下,依然可以設法提高修復的效率和效果。上述理念要求我們使用新的材料和工藝回避油泥的性能缺陷,最終,通過在足范內壁涂刷蠟液而冷卻結殼的工藝解決了上述難題,為了便于觀察涂刷的蠟液是否均勻,在蠟液內加入少量礦物顏料增加石蠟和白石膏的對比度(如圖14)。將兩扇足范內壁皆涂掛石蠟并結殼(如圖15),如圖16,用三棱錐在蠟殼上戳印出若干凹槽,將帶著蠟殼的兩扇石膏范組裝,向其間空腔澆注石膏漿。如圖17,待石膏凝固,打開足范,即可獲得包裹著石膏型芯的足部蠟模。石膏型芯表面的三棱錐狀芯撐將會支撐在足范內壁,幫助型芯定位,確保型芯不會接觸足范內壁而使金屬液不能順利流動而造成鑄造缺陷。
3.制作鑄型并熔模澆鑄
對蠟模表面進行修整,便可為其制作鑄型。最后進行熔模澆鑄,工藝同耳部近似,不再贅述。澆鑄完成的足部補配件如圖18所示。
三、小結

圖14 足范內壁刷蠟

圖15

圖16 戳印三棱椎形凹槽

圖1 7制得足部蠟模

圖18 制得的足部補配件

圖19 器物修復后效果
通過對這件圓鼎殘缺部位的補全,恢復了器物的完整性,便于展示陳列,修復后的效果如圖19所示。傳統的中國青銅器修復,往往只需要簡單的材料和技術即可達到良好的修復效果,但是對修復者的操作經驗及其對于材料性能的熟識程度卻有很高要求。修復者在入門后往往需要很長時間的練習才能用有限的材料和技術應付各種類型的修復。工藝技術往往具有這樣的特點:越是使用有限的技術和單一材料完成操作,這個過程就越是難以學習和掌握,并且這個過程通常被某種難以言說的經驗和偶然性所左右,使得技術不易被習得和傳播;而將某種技術分解為若干細節并使用多樣化的材料,雖然看似將技術復雜化了,但卻因其具有更強的模式化和程序化而更易訓練和掌握,使技術操作者更容易擺脫手工經驗不足的限制。本文介紹的熔模精鑄工藝補全殘缺青銅器就是在這樣的技術思維下完成的,為的是分析和闡釋修復技術,而不是追求用最簡便的工藝材料完成修復,而在現實的修復操作中,則需要根據不同文物的個性特征選擇不同的修復技術和材料。選擇修復技術和材料的標準,則要考慮其對文物完整性和真實性的影響,主要原則包括修復的耐久性、安全性、可再處理性、最小干預性。在上述修復工藝中,所用的鉛錫合金被長時間的修復實踐及材料研究證明其具有較強的耐久性并且不會危及文物的安全長久保存;使用可逆層的高分子材料粘接補配件的方法則保證了修復的可再處理性;由于蠟模制成后從器物上取下再進行鑄型制作和澆鑄,不會對器物本體的金相結構、器表痕跡等造成干擾,符合修復的最小干預性;另外,這種修復方法還可以在足、耳等鑄件加入型芯,便于控制鑄件厚度和重量,使鑄件的壁厚均勻,一來節省金屬材料,更為重要的是保證金屬在凝固冷卻的過程中可以做到鑄件各部位同步冷卻,防止鑄件上出現縮孔等鑄造缺陷,防止鑄件尺寸收縮過大,從而保證補配件的質量和精度。
(作者單位:北京大學考古文博學院)
(責任編輯:李澤生)