基于S7-200 PLC的自動加藥機系統
2016-08-23 06:24:51梁禮群
現代制造技術與裝備 2016年1期
關鍵詞:液位
梁禮群
基于S7-200 PLC的自動加藥機系統
梁禮群
(廣西機電職業技術學院,南寧 530007)
選礦廠浮選作業需要添加黃藥、硫酸銅等各種藥劑,而其中加藥控制是選礦過程的重要環節,直接影響選礦廠的技術經濟指標。本文主要對自動加藥機的工作原理及采用西門子PLC對當前礦山加藥機進行改造等問題進行論述。
PLC 自動加藥機 浮選 加藥量
選礦廠浮選作業需要添加黃藥、硫酸銅等各種化學藥劑,使礦物與之發生化學反應,最終達到礦物成分分離、附著或凈化礦物等目的。在實際生產過程中,受礦物品位、成分、粒度及處理礦量等因素的影響,加藥量應根據實際情況,適時地作出調整。加藥量的準確添加直接影響選礦廠的技術經濟指標。因此,在選礦生產工藝中,自動加藥機的加藥精度和可靠性的提高變得尤為重要。目前,國內礦山加藥機還有不少以單片機為硬件平臺,由于受單片機功能的限制,已無法滿足生產需要。隨著近年來PLC不斷發展,自動化系統制造廠家不斷推出新一代的PLC、智能儀表、現場總線系統等產品,因此,如何采用PLC技術對當前礦山加藥機進行改造具有重要現實意義。同時,隨著現代電子技術的發展,選礦廠藥劑的自動添加模式及設備也不斷改進、提高。
1 PLC型加藥機的系統框架圖及工作原理
1.1 PLC型加藥機的系統框架圖
基于S7-200 PLC的自動加藥機系統框架如圖1所示。
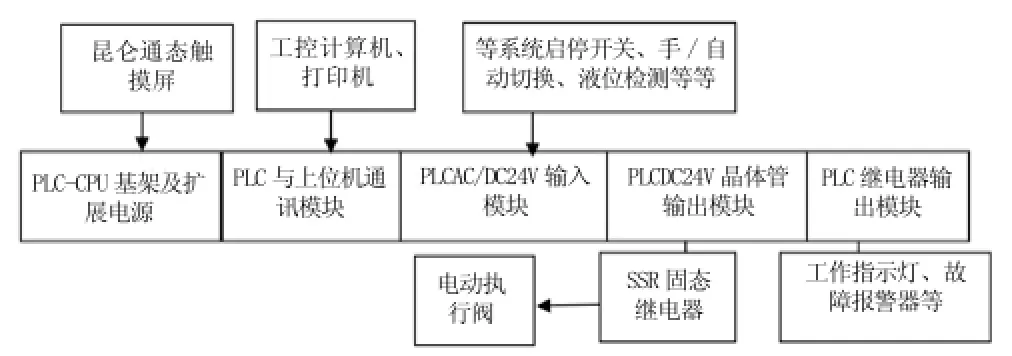
圖1 基于S7-200 PLC的自動加藥機系統框架圖
1.2 工作原理
從圖1可以看出,整個系統以德國西門子S7-200系列CPU226的可編程控制器為中心,由計算機、昆侖通態觸摸屏TP7062K、PLC輸入輸出模塊、驅動固態繼電器、電磁執行閥和相關輔助設備組成。計算機主要完成對PLC的編程、觸摸屏及上位機組態軟件系統開發;觸摸屏具有對PLC進行監控、顯示數據的輸入和采集、通訊等功能;固態繼電器驅動電磁閥主要完成對藥劑的自動添加:上位監控機用組態王軟件對系統進行監控和管理。
S7-200 PLC自動加藥機工作原理采用基于孔口流和間斷加藥的工作方式,即在規定時間周期內先把藥劑間斷地加入到一緩沖器中,再通過管道把藥劑連續地輸送到各加藥點。為使加藥箱內藥劑液位保持恒定不變,自動加藥機利用浮球閥來檢測及補充藥液的液位,然后,藥液經安裝在加藥箱外部下方的電動執行閥流出。在液位恒定的情況下,電動執行閥每次的打開時間一樣,執行閥每次流出的液體量也一樣。所以,只要控制電動執行閥的開關頻率,就控制了藥劑的加藥量。而電動執行閥的開關頻率可以通過PLC編程來實現。
1.3 PLC型加藥機的系統軟件結構
根據生產實際情況和設計要求,可通過PLC編程利用定頻脈寬PWM或定時器、比較觸點、計數器等指令,實現對電動執行閥開關頻率的控制。在觸摸屏上,按系統的操作要求、現場工作人員操作的需要和選礦工藝過程數據統計報表編制的需要,編制有關的程序,系統的軟件結構如圖2所示。
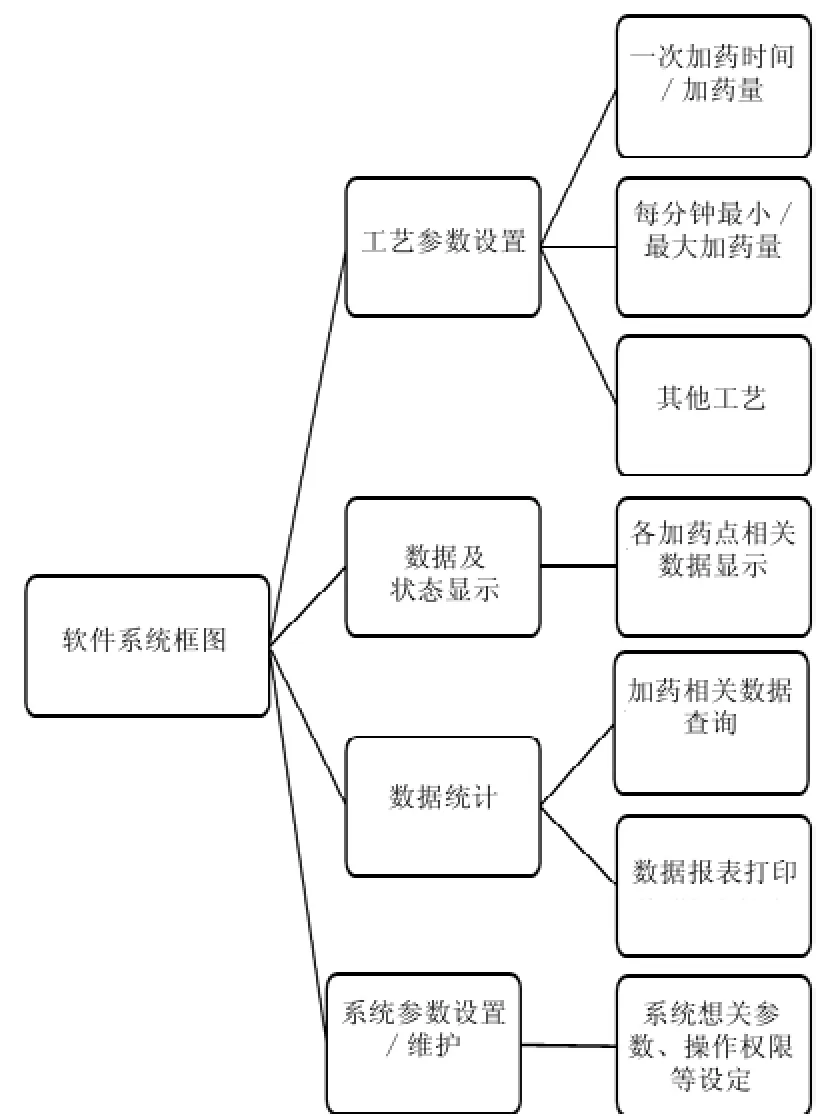
圖2 基于S7-200 PLC的自動加藥機軟件系統結構圖
2 PLC自動加藥機實現的功能
2.1 每個加藥點流量單獨控制
調試時,選擇適當的執行閥接通周期,并在加藥箱中的液位恒定時,用量筒測出執行閥流出的藥劑量,并通過觸摸屏將該數據寫入PLC相應斷電保持寄存器;待各加藥點數據寫入完成后,加藥機系統即可進入運行狀態,之后即使系統停電或出現非PLC故障,這些數據也不會消失。
2.2 工藝上下限限制
給定值超出工藝規定的上限或下限流量時,輸入的數據無效。同時,彈出對話框提示數據無效,并給出正常范圍數據,仍按原給定值工作。
2.3 單個加藥點藥耗統計
單個加藥點藥耗的統計包括每班統計和每月統計。交班時,自動統計出消耗的各種藥劑的本班用量,并通過打印機將表格打印出來,所有原始數據保存待查。
2.4 設置給藥箱液位報警系統
當給藥箱內的液位由于管道堵塞或其他原因造成藥劑進入量小于(大于)給出量而下降(上升)到預控的某一高度時,液位傳感器會檢測該現象并發出聲光報警信號,同時在觸摸屏上顯示出欠(滿)藥的給藥箱號。
2.5 一次加藥時間、一次加藥量
各加藥點的一次給藥時間為0.5~10S,精確到0.01S。在給藥箱內液位相對穩定時,用量筒連續接取3~5次電動執行閥給出的藥液,并求其平均值(精確到0.1ml),即為一次加藥量。
2.6 每分鐘最小添加量和最大添加量
每分鐘最小添加量和最大添加量一般由工藝員給定,但各藥點最小添加量要大于一次加藥量,否則系統會彈出對話框提示輸入數據不合法,要求重新輸入數據。每分鐘最大添加量要求不能使電磁閥開閥率超過50%,以延長電動執行閥的使用壽命。
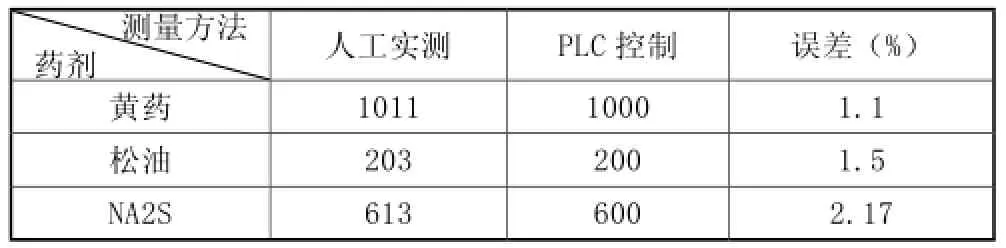
表1 PLC控制與人工實測藥劑流量精度對比/ml.min-1
3 運行效果
因不受高差和壓力的影響,加藥機的控制精度得到提升。使用PLC型加藥機后,藥劑流量的控制精度與人工實測結果對比如表1所示。
減輕了操作人員的工作強度,在浮選工段設置觸摸屏與加藥控制室內的PLC相通訊,操作人員可方便地在本崗位上進行調藥。
藥劑損耗率高的現象得到有效遏制。計算機保存的藥劑歷史使用數據成為操作人員進行藥劑用量的指導和經驗,從而增強了操作人員的節約意識。
4 結束語
實踐證明,對原有自動加藥機在軟硬件功能上進行技術改造,不僅在原有基礎上提高了自動加藥機的加藥控制精度,而且使操作界面更加人性化,減輕了操作人員的工作強度,為浮選作業提高經濟技術指標創造了條件。
[1]熊國林,蘭師明.PLC程控加機藥機改造技術[J].電工技術,2004,(11).
[2]杜新路.PLC自動加藥系統在選礦廠的應用[J].中國鋁業,2000,(3).
[3]張冬松,余瑋.PLC智能型程控加藥機在選礦廠的應用[J].江西有色金屬,2002,(2).
[4]邵致遠.銅綠山銅鐵礦選廠加藥系統的改造[J].礦業工程,2010,(6).
[5]王海芳,呂超.PLC自動加藥系機在選礦廠的應用[J].大眾科技,2011,(9).
Automatic Dosing Machine S7-200 System Based on PLC
LIANG Liqun
(Department of Electrical Engineering, Guangxi Technological College of Machinery and Electricity,Nanning 530007)
Concentrator flotation of copper sulfate, xanthate to add all kinds of drugs, and the drug control is an important link in the beneficiation process, directly affect the concentrator technology economic index. This paper mainly discusses the principle of automatic dosing machine using PLC and Siemens discussed on the current mine dosing machine transformation problem.
PLC,automatic dosing machine,flotation,dosage
2014年度廣西高校科研項目“礦山加藥機系統改造研究”(LX2014556)。
猜你喜歡
機床與液壓(2022年12期)2022-09-15 06:26:06
石油工業技術監督(2022年7期)2022-08-18 03:28:54
選煤技術(2021年3期)2021-10-13 07:33:38
測控技術(2018年12期)2018-11-25 09:37:22
測控技術(2018年9期)2018-11-25 07:45:00
石油化工自動化(2018年5期)2018-11-14 02:34:30
電子測試(2017年11期)2017-12-15 08:57:07
設備管理與維修(2016年5期)2016-03-16 02:20:47
汽車維護與修理(2015年2期)2015-02-28 12:15:41
中國機械(2014年13期)2014-04-29 23:07:03
