基于PLC控制RFID識別的圖書分類系統
2016-08-26 09:03:20甄圣超李玉康謝天海ZHENShengchaoGAOYuanLIYukangYUJieXIETianhai合肥工業大學機械與汽車工程學院合肥230009
制造業自動化 2016年6期
甄圣超,高 遠,李玉康,余 杰,謝天海ZHEN Sheng-chao, GAO Yuan, LI Yu-kang, YU Jie, XIE Tian-hai(合肥工業大學 機械與汽車工程學院,合肥 230009)
基于PLC控制RFID識別的圖書分類系統
甄圣超,高遠,李玉康,余杰,謝天海
ZHEN Sheng-chao,GAO Yuan,LI Yu-kang,YU Jie,XIE Tian-hai
(合肥工業大學 機械與汽車工程學院,合肥 230009)
針對當前圖書歸還需要大量人工和時間這一問題進行研究,本圖書分類排序系統將線性電機模組與多自由度機械臂的配合通過PLC結合。采用三菱公司的FX-2N系列PLC作為核心控制器,從硬件方面進行設計,完成了在機械臂中硬件連接、I/O點分配、線性電機控制,并通過紅外傳感器、RFID等技術對書本進行準確有效識別,達到實現圖書識別、還書、自主分類歸位整理的作用,極大節約人力、時間,提高效率,實現自動化和智能化。
PLC;RFID識別;多自由度機械臂;自動分類
0 引言
當前圖書館已經可以利用RFID無線射頻進行借還書識別,但圖書借還后,每次依靠大量人力時間將其排序、整理和歸位,并且人工書籍歸位極有可能出現錯置情況,對后期借還書造成一定影響。隨著工業快速發展,多自由度機械臂已在工業中被廣泛應用,以實現生產的機械化和自動化[1];RFID即無線射頻識別技術,是非接觸式自動識別技術的一種。與光電原理的傳統條形碼不同,RFID標簽無需人工操作,而是使用無線頻率通信進行自動識別、追蹤和管理;PLC(可編程控制器)是以中央處理器為核心,綜合了計算機和自動控制等先進技術,具有可靠性高、功能完善、組合靈活、編程簡單和功耗低等特點,已經成為目前在機械手控制系統中使用最多的控制方式[2]。本文提供一種基于PLC控制和RFID識別的圖書分類排序系統,以三菱的FX-2N系列PLC作為核心控制器,實現對線性電機、機械臂和RFID控制的功能,實現一精確自動控制圖書分類排序系統[3]。
1 系統工作原理

圖1 系統流程示意圖
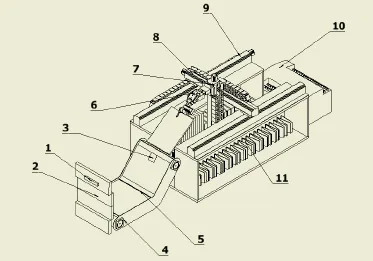
圖2 系統具體結構示意圖
1.1流程解析
本文的研究主要是圖書識別自動排序歸位系統。該系統流程示意圖如圖1所示,系統結構布局如圖2所示。
當紅外感應器探測到有書進入時,將脈沖信號傳給主控器,主控器判斷后通知書槽馬達運行,打開書槽門,書放入傳送帶,利用其坡度將書本細化成一本排列在傳送帶上,紅外感應器識別書本同時,其指令傳輸給PLC,同時PLC輸出指令控制傳送帶伺服電機轉動,將書本輸送至機械臂口,在圖書經過RFID讀寫器時,其標簽信號被讀取錄入PLC的數據寄存器中,啟動相應的位置定位程序即每個書夾都有相對應的書簽信息。當書移動至機械手光電對射開關識別時,自動閉合機械手,將書抓起同時當光電開關閉合之后錄入的信號經A/D轉換錄入PLC,此時PLC輸出控制三軸龍門線性電機進行運轉并且傳送帶伺服電機同時停止,精確定位將錄入圖書信號送至對應的書架位置。之后再控制機械手上舵機工作,利用機械臂三自由度運動,將圖書送至指定書夾中。
1.2識別系統
識別系統主要由紅外感應器、傳送帶和RFID三個部分組合而成,解決圖書以單本為單位依次識別錄入系統,感應器識別圖書之后,將脈沖信號傳給書槽門馬達主控器,進而驅動馬達打開書槽門;同時將其指令傳輸給PLC,控制傳送帶伺服電機轉動。根據系統要求選用松下NACS83462紅外線傳感器。
傳送帶是識別系統重要一環,傳送帶轉動將書本輸送至機械臂口,經過RFID讀寫器時,其標簽信號被讀取錄入PLC的數據寄存器中,啟動相應位置定位程序。傳送帶尺寸總水平長500mm,高300mm,寬300mm,在傳送帶上每隔一段距離300mm安放一塊隔板(板高2mm),用來防止書本在傳送帶斜面上運輸時摩擦不夠而下滑,同時可以利用坡度有效解決多書同時放入單本識別的問題。選用型號 DK-1500的傳送帶,電機利用減速馬達,功率60W,較適合,輸送速度可達1~20米/分鐘,達到高效率自動還書。
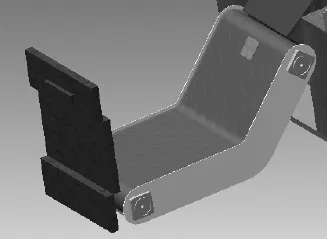
圖3 Inventor建模的識別系統模型
RFID識別錄入數據是整個系統圖書定位程序的關鍵,包含系統設置中心與系統控制中心,并且共用數據庫具有RFID讀寫器和天線的RFID識別系統,利用RS232串口與PLC編程口相連。書本在經過傳輸機構輸出端的RFID識別機構時,處在讀寫器的超高頻Ultra High Frequency(UHF)RFID陶瓷天線范圍內,使得帶有分類信息的書本標簽被激活而將其所含信息通過編碼的方式傳送給RFID讀寫器,進而RFID讀寫器將信息傳送給PLC控制器。
1.3排序結構
排序結構主要由機械臂和線性電機模組兩個部分組成,圖書標簽的定位信息錄入PLC的數據寄存系統中后,當對射光電開關識別到圖書時,PLC輸出控制排序結構啟動相應的定位程序將圖書送到指定書夾,從而達到間接排序分類歸位的目的。
1.3.1機械手的結構設計
本文設計的機械臂由PLC來控制機械手上舵機的工作,從而實現機械手的三自由度運動[6],將圖書送至指定的書夾中要有三個自由度:yz平面轉動、y軸旋轉、夾持運動,分別由三個電機控制,其中機械手部分采用兩指式,其結構如圖4所示。
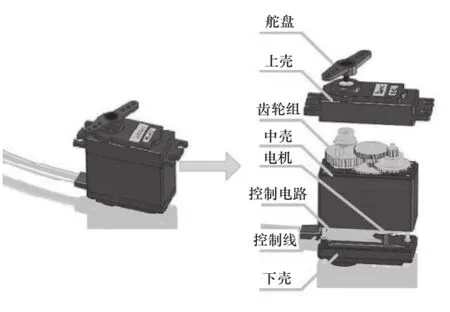
圖4 舵機結構示意圖
對射光電開關置于機械手前端,用于當書移動至距機械手適當距離,自動閉合機械手,將書夾起;同時光電開關閉合之后產生的信號經A/D轉換錄入PLC從而使得PLC輸出相應的定位程序。機械爪:機械爪上舵機的旋轉帶動爪上的齒輪旋轉,從而實現機械手對書本的夾緊和松開。舵機集成了直流電機、電機控制器和減速器等,并封裝在一個便于安裝的外殼里的伺服單元。能夠利用簡單的輸入信號比較精確的轉動給定角度的電機系統。舵機安裝了一個電位器(或其他角度傳感器)檢測輸出軸轉動角度,控制板根據電位器的信息能比較精確的控制和保持輸出軸的角度。
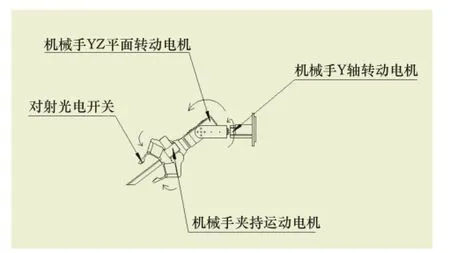
圖5 機械臂結構示意圖
機械手詳細參數:
材質:全鋁合金;質量:約68g(不含電機);最大張角:55mm(最大張角間距55mm);
整體長度:108mm(爪子閉合時的整體最長長度);整體寬度:98mm(爪子張開時的最大整體寬度)。
舵機的主體結構如圖5所示,主要組成部分有外殼、減速齒輪組、電機、電位器和控制電路。簡單的工作原理是控制電路接收信號源的控制信號,并驅動電機轉動;齒輪組將電機的速度成大倍數縮小,并將電機的輸出扭矩放大響應倍數,然后輸出;電位器和齒輪組的末級一起轉動,測量舵機軸轉動角度;電路板檢測并根據電位器判斷舵機轉動角度,然后控制舵機轉動到目標角度或保持在目標角度。
1.3.2線性模組的設計
本文的線性模組是三軸龍門線性電機,具有結構簡單、高硬度及高精度可排除機械沖擊、檢測控制方面的誤差及延遲等干擾因素,并能通過全封閉控制縮短定位時間、提高定位精度。當PLC輸出定位程序時,機械手夾持書本,如圖2所示,通過三軸xyz線性電機的運轉將圖書送到指定書夾。
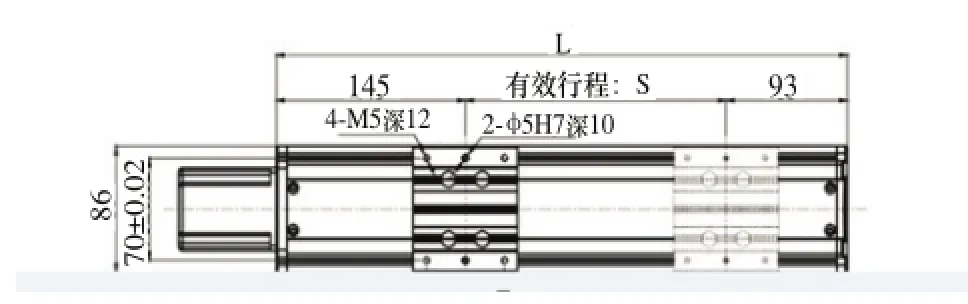
圖6 電機直連外置滑臺示意圖
1.3.3書夾設計
機械臂將書從圖示方向送入書夾中,我們設想較厚的書本厚度有35mm,那么書夾中部張開寬度至少為36mm,書夾均勻設置在書架上,且書夾設為以書夾轉軸為固定軸、可繞書夾轉軸轉動的呈V字型的合頁,合頁的遠離書夾轉軸的一端設置有控制合頁開口大小的壓縮彈簧,使其便于根據書本厚度自發調節合頁開口大小,此外,書夾的高度為書高的2/5~3/5,從而達到夾書和固定書本的目的。
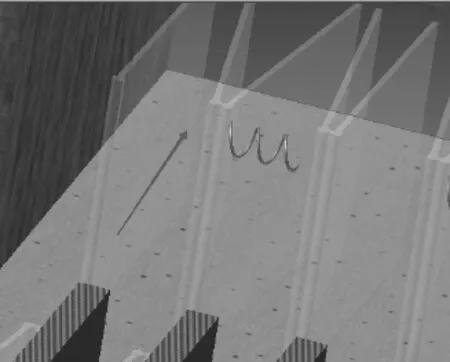
圖7 Inventor建模的書夾設計示意意圖
2 PLC選型及控制設計
考慮邏輯上的清晰與條理性,下面分塊編程[8]:
程序一:紅外傳感器識別輸入信號,導出書槽門打開、傳送帶電機運轉,當書碰到對射開關識別時,機械手夾緊,傳送帶電機停止運轉。
程序二:書經過RFID讀寫器時,其標簽信號被讀取錄入PLC的數據寄存器中,啟動相應的位置定位程序即每個書夾都有相對應的書簽信息。
位置定位程序即為程序二的子程序,先定開始位置為機械原點,先啟動線性模組x軸到達書夾x方向位置,之后分別運行z軸使其到達書夾外,機械臂yz平面自由度開始轉動使書本豎直(如識別在書夾另一側,先進行y軸方向轉動)在運行y軸線性電機將書送入書夾口,直至y軸最大路程(考慮舵機與y軸平臺的偏差)。
程序三:張開機械手,平臺沿y方向退出至中間原點,閉合機械手再沿y方向進入(利用閉合的機械手將書本完全推入書夾中)之后快速退出回到機械原點,此時傳送帶開啟再起運轉。
綜上原則,選用三菱FX-2 n48mr的PLC[4,5]。
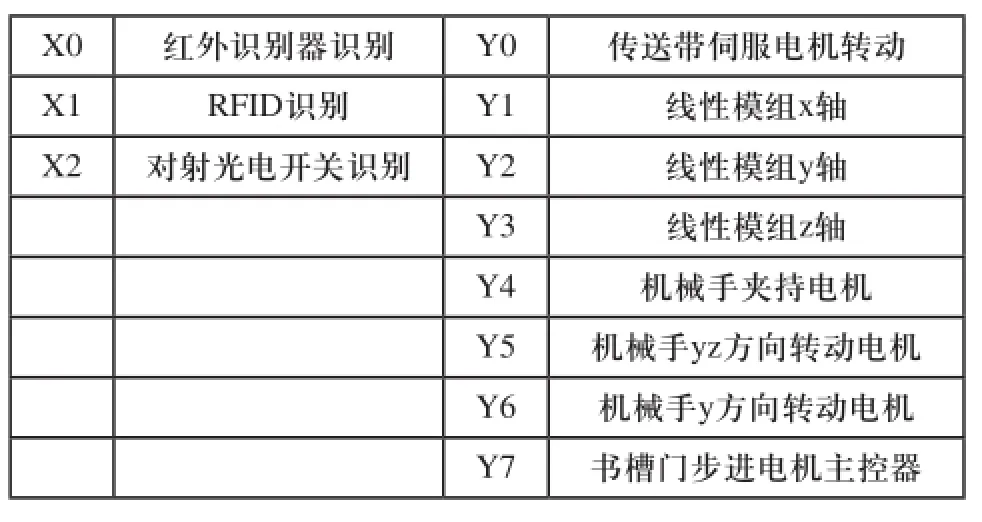
表1 I/O分配表
3 結論
本文分析現有圖書分類排序技術的不足,提供了一種基于PLC控制和RFID識別的圖書分類系統設計,從系統的識別系統、排序結構、PLC控制程序等方面對該設計進行了較為深入的研究和闡述,首先從工作流程、硬件的選型和設計介紹識別系統部分;從機械臂的原型設計到線性電機模組的選型和書夾的設計對排序結構進行了系統的分析,最后對及其功能模塊進行了選型,并I/ O對接口進行了配置。通過研究可以將雜亂無章的圖書進行準確的分類,提升圖書館的管理效率,使圖書館理工作更加規范化、系統化、程序化。
[1] 喬東凱.基于PLC和觸摸屏的物料自動分揀系統的電氣化[J].廣東:機床與液壓,2014,42(2):106-109.
[2] 葛鎖良,張瑞祥.基于PLC的4色平臺式絲網印刷機控制系統設計 [J].合肥工業大學學報(自然科學版),2013,36(8):106-109.
[3] 李璇.基于臺達的自動分揀系統的設計與實現[J].變頻器界,2015(1):87-93.
[4] 王康康.基于PLC的立體車庫下行通道控制系統的設計研究[J].西安:無線互聯科技,2014(9):79-80.
[5] 劉春林,史斐娜.基于PLC的搬運機械手硬件系統設計[J]. PLC&FA,2014(8):75-80.
[6] 關明,周希倫,馬立靜,等.基于PLC的機械手控制系統設計[J].制造業自動化,2012,34(7):120-122.
[7] 付偉.PLC在材料自動分揀系統中的應用[J].制造業自動化,2012,34(3):136-138.
[8] 羅志勇,羅萍,周立芳.PLC工程實例詳解[M].北京:人民郵電出版社,2012:1-27.
Library classification system identification based on programmable logic controller (PLC) control the radio frequency identification (RFID)
TP271.4
A
1009-0134(2016)06-0153-03
2016-03-14
安徽省自然科學基金面上資助項目(1508085SME221)
甄圣超(1988 -),男,安徽合肥人,講師,博士,研究方向為機械系統動力學及不確定系統控制方法。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2022年11期)2022-02-14 07:14:12
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
當代工人(2020年8期)2020-05-25 09:07:38
科普童話·學霸日記(2020年1期)2020-05-08 16:45:11
小天使·一年級語數英綜合(2019年2期)2019-01-10 11:57:30
兒童繪本(2018年5期)2018-04-12 16:45:32
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
家庭影院技術(2017年9期)2017-09-26 03:41:45