基于RCC-M標(biāo)準(zhǔn)的對接焊縫超聲波掃查工藝及其分析
2016-08-30 03:01:04朱從斌
無損檢測 2016年8期
朱從斌
(中廣核工程有限公司,深圳 518124)
?
基于RCC-M標(biāo)準(zhǔn)的對接焊縫超聲波掃查工藝及其分析
朱從斌
(中廣核工程有限公司,深圳 518124)
在理解RCC-M標(biāo)準(zhǔn)對焊縫超聲波檢測一般要求的基礎(chǔ)上,針對不同焊縫的結(jié)構(gòu)特點,結(jié)合核電建設(shè)RCC-M標(biāo)準(zhǔn)應(yīng)用的工程實踐和經(jīng)驗反饋,梳理不同類型焊縫超聲波掃查工藝并進(jìn)行詳細(xì)分析,為核電工程建設(shè)焊縫的超聲波檢測提供參考,并提出焊縫超聲波檢測工藝改進(jìn)的技術(shù)建議。
RCC-M;掃查工藝分析;參考建議
CPR1000、EPR和華龍核電項目核安全設(shè)備的制造和檢測均采用RCC-M《壓水堆核島機械設(shè)備設(shè)計和建造規(guī)則》標(biāo)準(zhǔn),該標(biāo)準(zhǔn)雖然給出了鐵素體鋼對接焊縫檢測的一般要求,但由于超聲波檢測的核安全設(shè)備的焊縫型式、結(jié)構(gòu)和尺寸存在較大差異,因此,有必要對RCC-M標(biāo)準(zhǔn)中焊縫超聲波檢測的要求進(jìn)行梳理,尤其是對易產(chǎn)生理解偏差或混淆的技術(shù)要求,更需要進(jìn)一步的解析和說明。筆者結(jié)合核電建設(shè)中RCC-M標(biāo)準(zhǔn)應(yīng)用的工程實踐和經(jīng)驗反饋,對焊縫超聲波掃查工藝進(jìn)行了確定和深入分析,為保證焊縫超聲波檢測質(zhì)量提供參考。
1 對RCC-M標(biāo)準(zhǔn)中超聲波掃查要求的理解
核安全設(shè)備的焊接型式主要有對接接頭對接焊縫、T型接頭對接焊縫和角接接頭對接焊縫。正確理解RCC-M標(biāo)準(zhǔn)的超聲波掃查要求是對核安全設(shè)備不同焊接結(jié)構(gòu)型式制定合理的掃查工藝的前提,表1就是在理解RCC-M標(biāo)準(zhǔn)基本要求的基礎(chǔ)上,結(jié)合不同焊縫類型對標(biāo)準(zhǔn)進(jìn)行的詳細(xì)解析和說明。
表1中掃查工藝是基于焊縫內(nèi)外表面余高磨削去除為前提的,探頭移動應(yīng)橫跨或平行于焊接接頭的有效檢測區(qū)進(jìn)行掃查。當(dāng)由于結(jié)構(gòu)或尺寸等原因,內(nèi)表面余高不能去除時(如管道焊縫),應(yīng)作為“一面和(或)側(cè)存在不可達(dá)的情況”來考慮。
2 需要重點理解的幾個技術(shù)問題
在基于RCC-M標(biāo)準(zhǔn)的核安全設(shè)備超聲波檢測質(zhì)量監(jiān)督過程中,發(fā)現(xiàn)對RCC-M標(biāo)準(zhǔn)提及的掃查方向、盲區(qū)和靈敏度確定的理解和執(zhí)行經(jīng)常出現(xiàn)偏差和錯誤,發(fā)生了較多檢測失效的經(jīng)驗反饋(比如掃查方向缺失、掃查靈敏度低等引起的缺陷漏檢),故有必要對這幾個技術(shù)問題進(jìn)行進(jìn)一步的解析和說明。
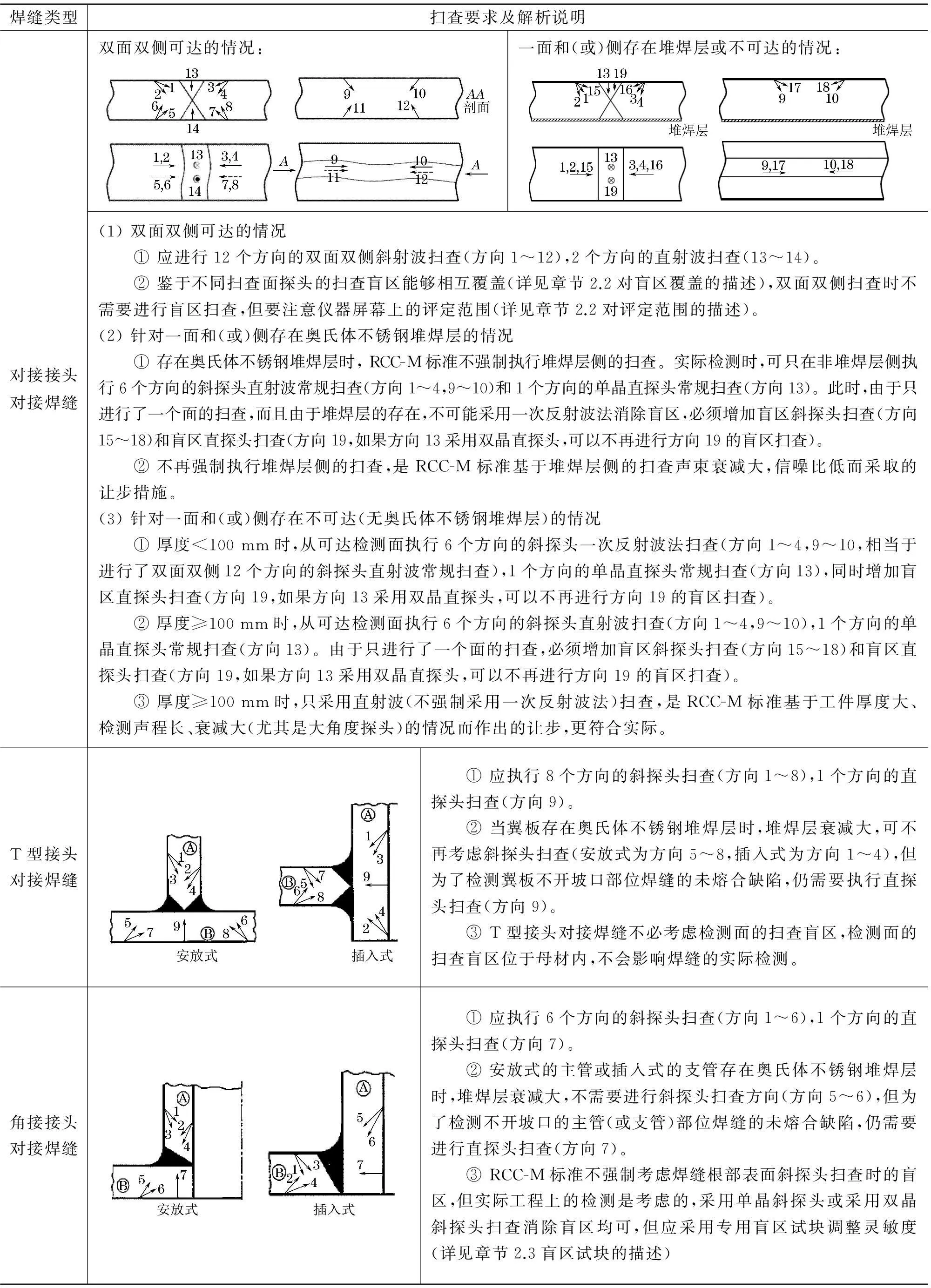
表1 對RCC-M標(biāo)準(zhǔn)超聲波掃查要求的理解
需要注意的是:① RCC-M 2000版+2002補遺與RCC-M 2007版對掃查工藝的要求一致。② 斜探頭的選擇原則是:選用相差至少15°的45°~70°間的兩種斜探頭;盲區(qū)掃查時,探頭角度至少等于常規(guī)檢測時選用的最大角度;對于窄間隙焊縫,優(yōu)先考慮大角度斜探頭更有利于檢測坡口未熔合缺陷的70°探頭;針對窄間隙焊縫,RCC-M 2007版強制要求使用45°和70°探頭。③ 斜探頭掃查時,在同一直線上應(yīng)從正反兩個方向掃查。
2.1掃查方向
以表1中對接接頭對接焊縫斜探頭掃查方向1和7為例進(jìn)行說明:斜探頭掃查方向1和7雖然采用了相同角度的探頭,但由于位于不同的掃查面,聲束指向相反,對應(yīng)著同一缺陷的不同部位,應(yīng)屬于兩個不同的掃查方向;同理,直探頭掃查方向13和14也是屬于兩個不同的掃查方向,不能相互替代。尤其是缺陷在不同方向上的表現(xiàn)形狀不同時,更有利于避免當(dāng)量和尺寸評估產(chǎn)生較大偏差。
2.2掃查盲區(qū)的確定和消除
在全厚度掃查靈敏度狀態(tài)下進(jìn)行檢測時,掃查面下會產(chǎn)生一定深度的掃查盲區(qū)。為了避免盲區(qū)內(nèi)缺陷的漏檢,應(yīng)進(jìn)行盲區(qū)深度的測定(以mm表示),并采取措施對盲區(qū)部位進(jìn)行補充掃查。盲區(qū)測量和消除的方法見表2的示例。
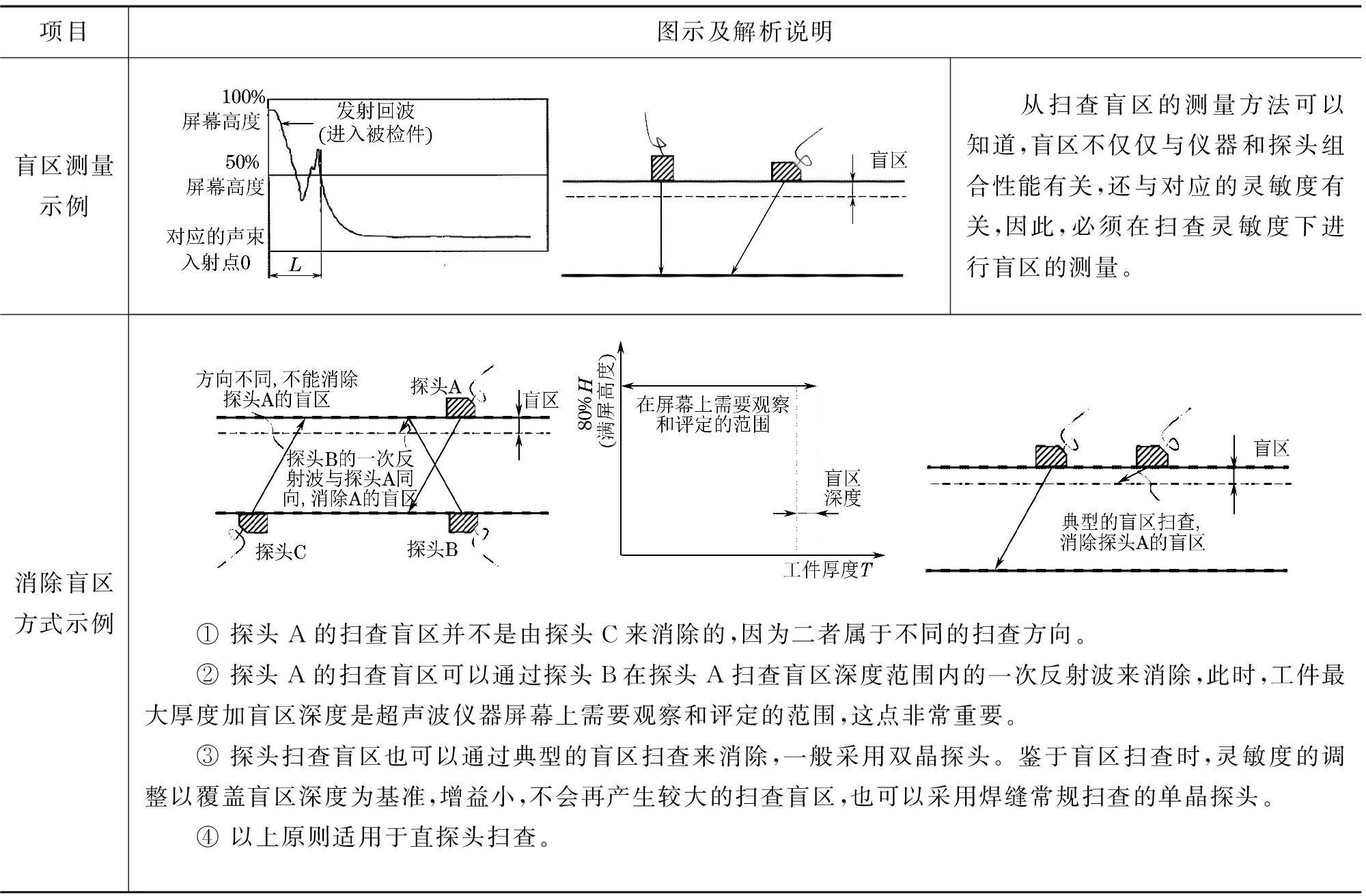
表2 掃查盲區(qū)測量和消除方法
2.3靈敏度的確定
靈敏度的確定涉及到焊縫常規(guī)檢測和盲區(qū)檢測兩種情況下的靈敏度調(diào)整,應(yīng)根據(jù)實際檢測過程中選擇的不同方法有針對性的調(diào)整,詳見表3。
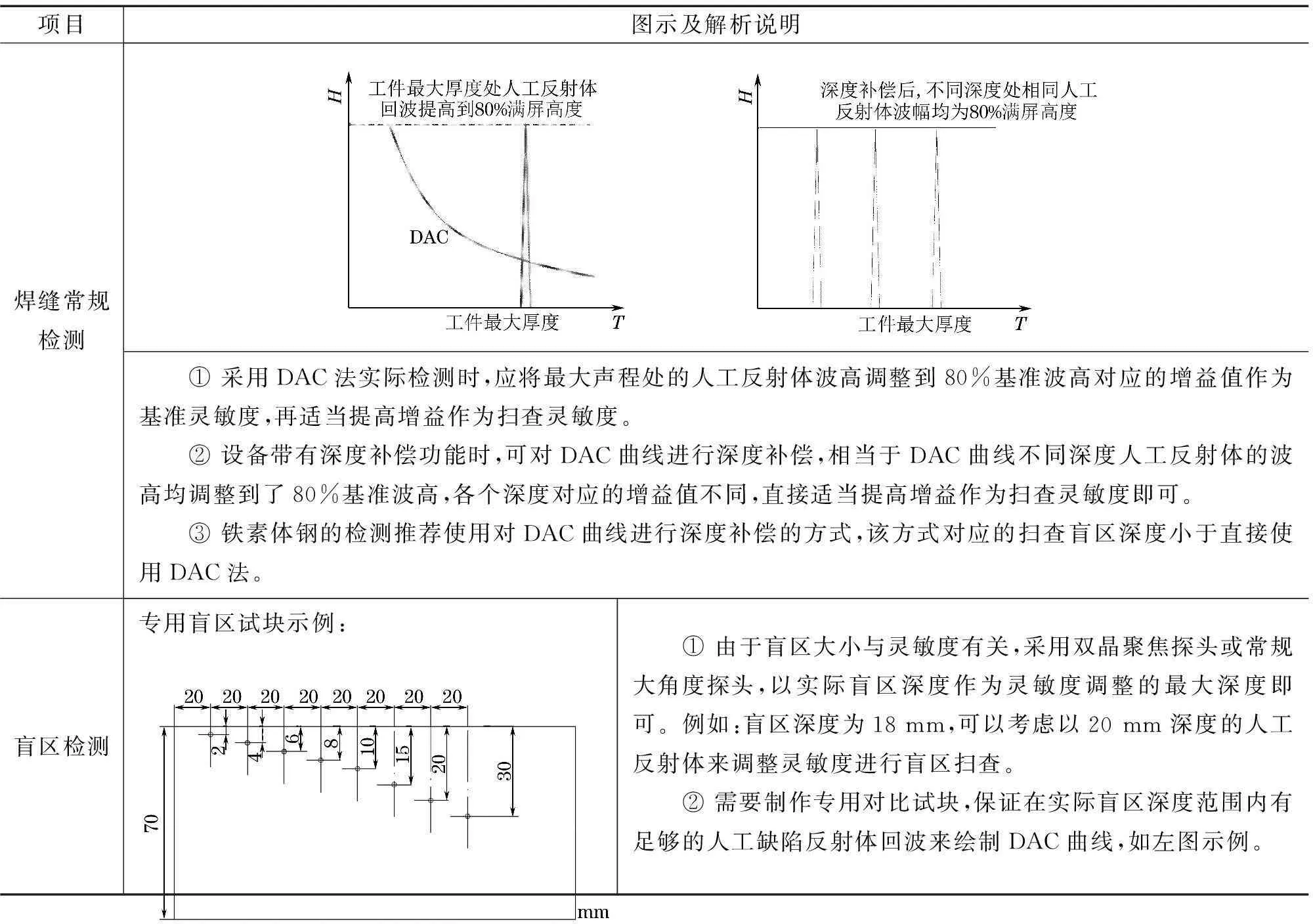
表3 靈敏度確定方法
2.4大厚度焊縫斜探頭掃查
大角度斜探頭掃查大厚度焊縫時,尤其是RCC-M 2007標(biāo)準(zhǔn)強制要求使用70°斜探頭掃查窄間隙焊縫的情況下,聲程長、衰減大,可能無法實現(xiàn)單一掃查面的全厚度檢測,此時可以采取從兩個掃查面分別檢測半厚度以上附加盲區(qū)掃查的方式來解決,掃查示例見圖1。
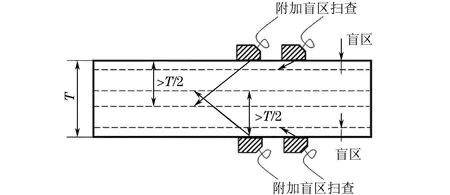
圖1 特殊情況下的大厚度焊縫斜探頭掃查示例
3 典型對接焊縫超聲波掃查工藝分析
針對CPR1000、EPR和華龍項目核安全設(shè)備上實際對接焊縫的結(jié)構(gòu)特點,在充分理解RCC-M標(biāo)準(zhǔn)要求的基礎(chǔ)上,結(jié)合實際產(chǎn)品檢測過程中的檢測經(jīng)驗反饋,解析和說明核電工程應(yīng)用上對接焊縫的超聲波掃查工藝、探頭掃查原則和移動范圍,以下是幾個典型焊縫的掃查示例,詳見表4。
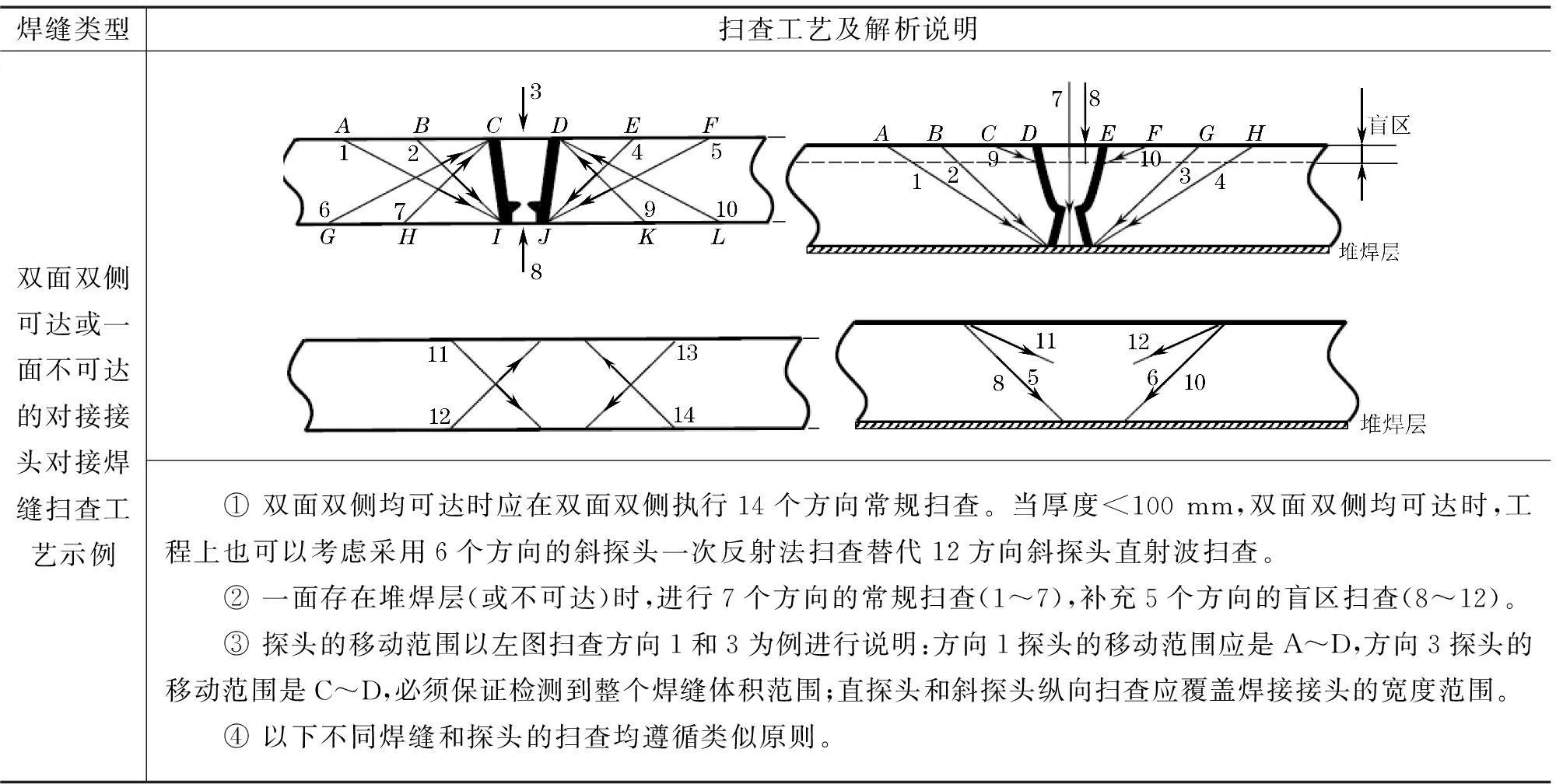
表4 典型對接焊縫超聲波掃查
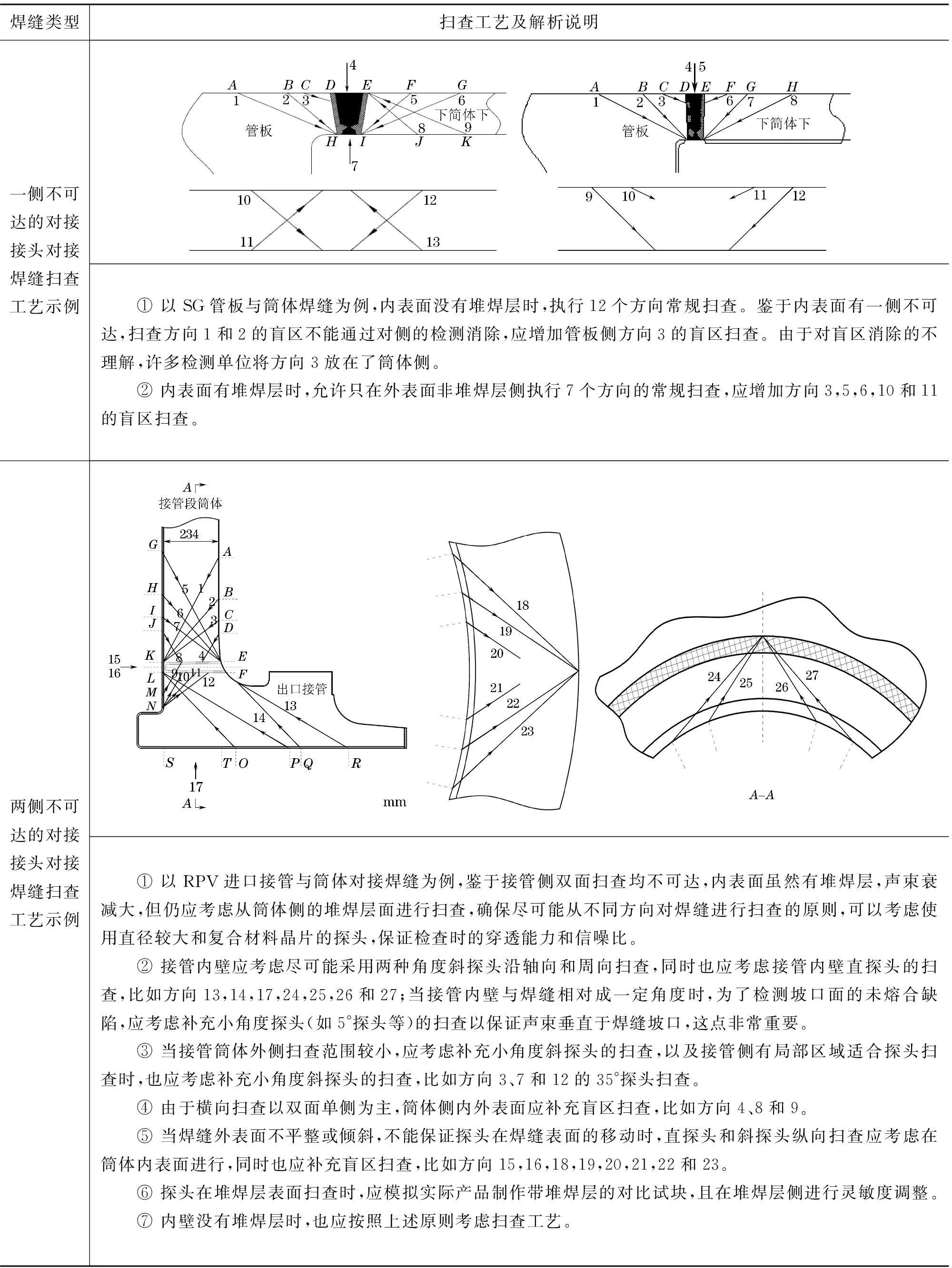
表4(續(xù))
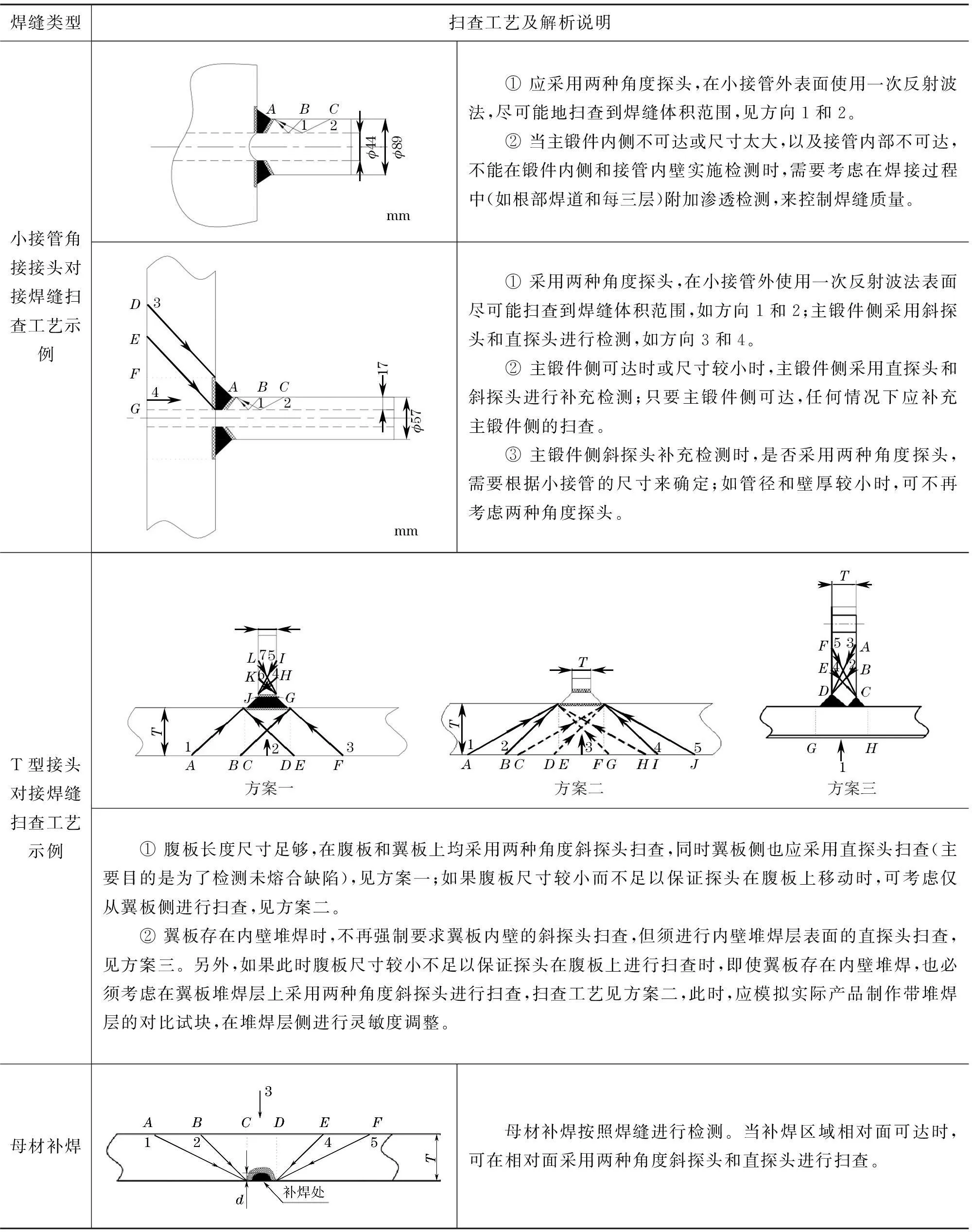
表4(續(xù))
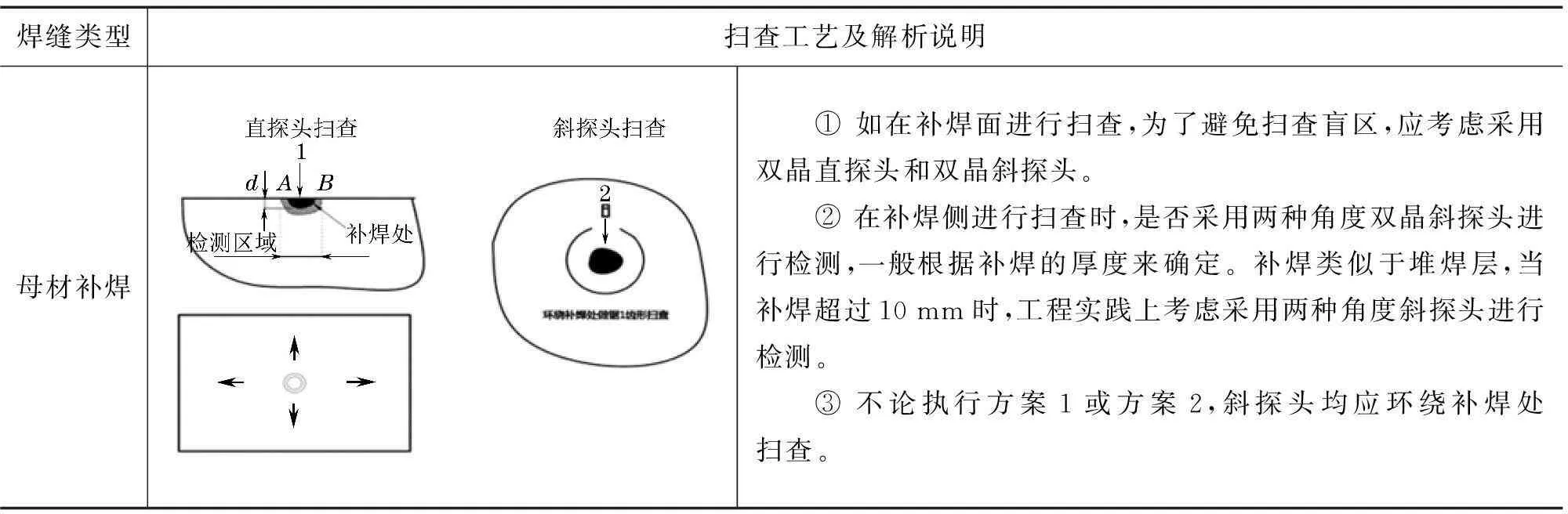
表4(續(xù))
4 結(jié)論
(1)只要被檢測件的可達(dá)性和幾何形狀允許,就應(yīng)保證在相關(guān)的面或側(cè)進(jìn)行掃查,這是掃查的總體原則。
(2)鑒于不同核安全設(shè)備的焊縫型式,結(jié)構(gòu)、位置和尺寸存在差異,要求在滿足標(biāo)準(zhǔn)原則要求的情況下,對具體的焊縫進(jìn)行具體分析。需根據(jù)焊縫的不同結(jié)構(gòu)狀況,制定既保證掃查到整個被檢區(qū)域,也有利于缺陷檢出和定量的掃查工藝和措施。
Scanning Process of Butt Welding UT Testing Based on RCC-M Standard and Its Analysis
ZHU Cong-bin
(China Nuclear Power Engineering Co.,Ltd.,Shenzhen 518124,China)
By understanding the general requirements of RCC-M for welding seam ultrasonic detection and the different characteristics of welding structure,combining the engineering practices with experience in nuclear power construction,the paper offers the reference for ultrasonic testing of welds of nuclear engineering construction and puts forward some suggestions on the improvement of ultrasonic testing technology for welds.
RCC-M;Scanning process analysis;Reference suggestion
2016-02-02
朱從斌(1974-),男,高級工程師,主要從事無損檢測技術(shù)研究和機械設(shè)備質(zhì)量監(jiān)督工作。
朱從斌,E-mail: congbinzhu@163.com。
10.11973/wsjc201608018
TG115.28
A
1000-6656(2016)08-0072-06
猜你喜歡
計算機應(yīng)用(2022年2期)2022-03-01 12:33:42
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
計算機應(yīng)用(2021年4期)2021-04-20 14:06:36
計算機應(yīng)用(2021年1期)2021-01-21 03:22:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
