CVD涂層刀具高速銑削大理石切削力研究*
2016-08-31 04:02:18閆海鵬吳玉厚宗宇鵬
制造技術與機床 2016年3期
關鍵詞:深度
閆海鵬 吳玉厚 宗宇鵬
(沈陽建筑大學機械工程學院,遼寧 沈陽 110168)
?
CVD涂層刀具高速銑削大理石切削力研究*
閆海鵬吳玉厚宗宇鵬
(沈陽建筑大學機械工程學院,遼寧 沈陽 110168)
選定切削參數(切削速度、進給速度、切削深度)設計正交試驗,進行CVD氮化鈦涂層刀具高速銑削大理石切削力試驗,利用測力儀測出各組試驗的切削力信號圖,分析信號圖特征得出切削力值,并記錄各組切削力試驗結果。分析單一切削參數(切削速度、進給速度,切削深度)對切削力變化的影響規律。采用最小二乘法原理對切削力經驗公式回歸系數進行參數估計,并對經驗公式進行相關性檢驗,檢驗結果表明顯著性很高。最終通過試驗結果得出:切削力隨著進給速度和切削深度的增加而增大,隨著切削速度的增加而減小;并且切削深度對切削力影響最大,切削速度次之,進給速度對切削力的影響最小。
CVD涂層刀具;大理石;切削力;切削參數;最小二乘法
天然大理石——漢白玉具有耐磨性好、硬度高、強度高等特點,被廣泛應用于建筑行業等領域,但是該材料的韌性比較差,切除過程與金屬材料的切除過程有所不同,其切削層的切除是通過斷裂破碎而成為切屑的,因此,在穩定銑削階段切削力變化并不穩定[1]。
作為高速銑削天然大理石機理的研究重點之一,切削力的測量、切削力數值的處理并不是一個簡單的過程,切削過程中機床的振動、刀具的磨損以及切削熱的變化等都會影響到切削力的變化,因此基于現場真實數據的統計回歸數學模型則成為準確性較好的高速切削力研究方法[2-5]。在高速銑削條件下,研究切削參數對切削力變化規律的影響,對于改善大理石表面加工質量,延長刀具使用壽命等有重大意義[6-8]。
文獻[2]比較分析了PCBN和陶瓷刀具對淬硬模具鋼Crl2MoV高速切削時切削力的變化規律,得出了采用PCBN刀具切削時擁有較小的切削力。文獻[7]利用神經網絡建立AlTiN涂層硬質合金立銑刀加工4Cr5MoSiV1鋼時影響切削力變化模型,并用網絡預測結果與實際數據比較分析了切削力的變化規律。
本文通過CVD氮化鈦涂層刀具高速銑削大理石試驗,研究切削力隨著切削參數(切削速度、進給速度、切削深度)的變化規律,詳細分析了各切削參數對切削力變化規律的影響,建立了切削力與切削參數之間的數學預測模型,并對預測模型進行顯著性檢驗。
1 切削試驗
1.1試驗工件的選擇
本試驗使用的工件材料為天然大理石——漢白玉,是目前應用較為廣泛的一種天然大理石,如圖1所示。漢白玉的主要成分是碳酸鈣,它是一種化合物,化學式是CaCO3。漢白玉基本上不溶于水。漢白玉可以存在于以下形態:方解石、霰石、石灰巖、白堊、大理石、石灰石,也可于巖石內找到。同時也是動物貝殼和蝸牛殼的主要成分。它還是重要的建筑材料,漢白玉的質地堅硬潔白,石體中泛出淡淡的水印,俗稱汗線,故而得名漢白玉。
試驗所采用的漢白玉大理石吸水率為0.16%、體積密度為2 800 kg/m3、抗彎強度為10.3 MPa、抗壓強度為1 072 MPa,冷卻方式選擇外部水冷。
1.2試驗設備
機床:異型石材車銑加工中心,如圖2所示。主要針對當前石材制品向著精品化、異型化方向發展的趨勢,特別是針對國內在三維雕塑制品和回轉體異型石材制品方面的技術空白而研制。該異型石材車銑復合加工中心為八軸五聯動數控機床,配有立式和臥式兩個工作臺,車削和銑削兩個獨立的工作頭。由兩個復合工作頭和兩個工作臺組成了兩套八軸五聯動系統。本文實驗用的五軸系統是臥式工作臺旋轉分度(A軸),橫梁Y軸向進給、滑鞍Z軸向進給、高速雕銑工作頭X軸進給和繞B軸旋轉分度,為標準的擺頭轉臺正交五軸機床。
測力儀:瑞士Kistler公司生產的9257B型三向壓電式測力儀,如圖3所示。包括:電荷放大器、數據分析系統、數據采集裝置、三向測力儀。
試驗刀具:試驗使用的刀具為D6CVD球頭銑刀如圖4所示,其主要參數如表1所示。
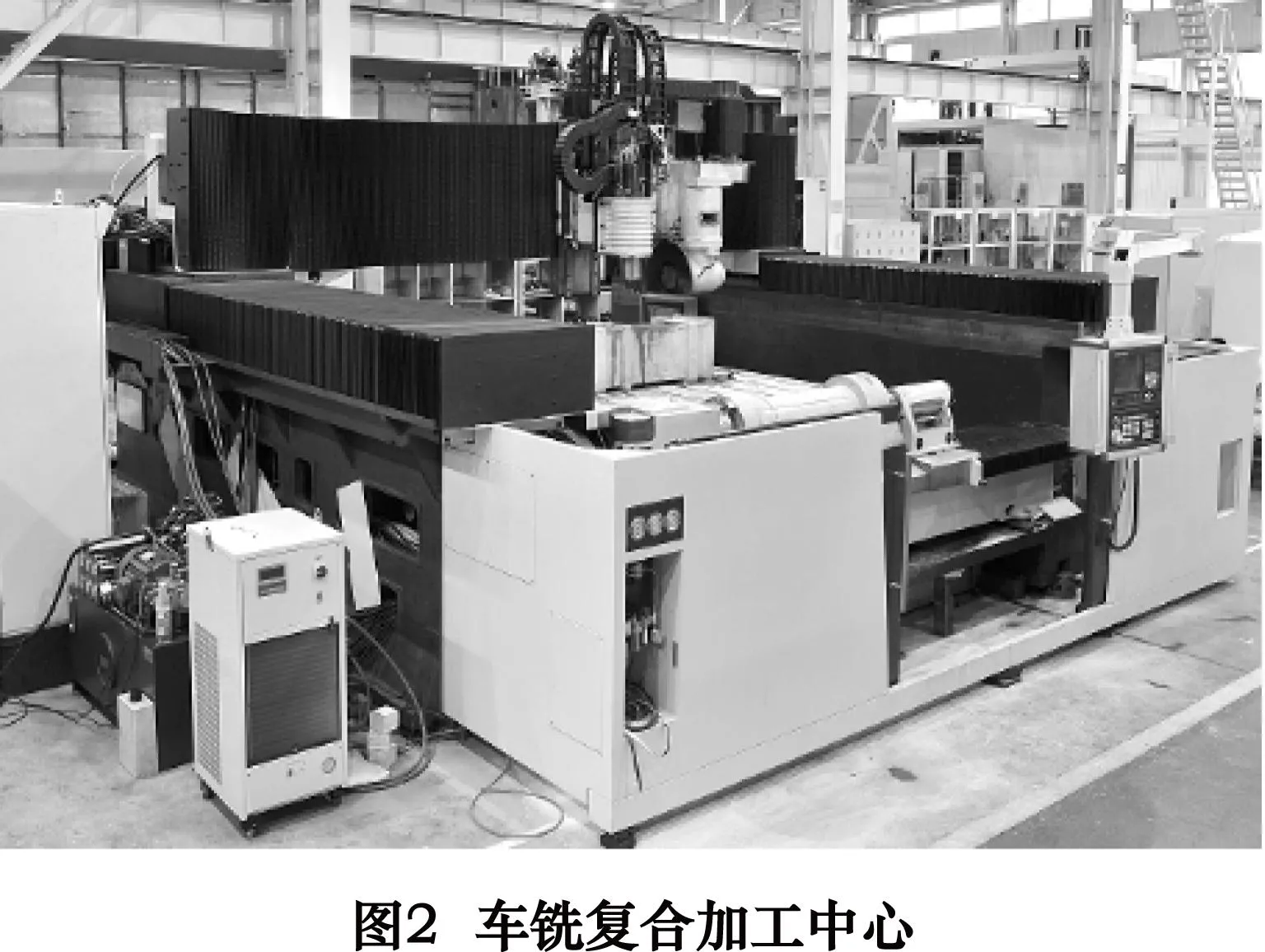


表1試驗刀具主要參數

基體材質涂層材料維氏硬度涂層厚度規格鎢鋼TiNTiCN103μmR3.0×L50
1.3試驗方案
正交試驗設計是分析多因素多水平的一種研究方法[9-10],它是根據正交性從全面試驗中整理出部分有代表性的點進行試驗,這些有代表性的點具有了“均勻分散,齊整可比”的特性,正交試驗設計是分式析因研究的首選方法。試驗選用L16(43)正交表來進行,如表2所示。此表以進給速度、切削速度、切削深度作為3個因素,每個因素選擇了4個水平,根據CVD涂層刀具的耐磨性能以及加工中心的功率,綜合考慮選擇切削速度vc=38、76、114、152 m/min,切削深度ap=1、2、3、4 mm,進給速度vf=1 000、2 000、3 000、4 000 mm/min,總共16組試驗。
將天然大理石試件固定在測力儀上,如圖5所示,將編制好的NC代碼輸入到數控機床中,進行大理石切削試驗,保存好切削力信號。切削力測量結果如表2所示。
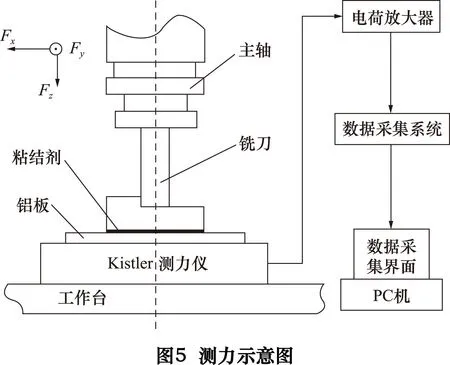
表2切削力測量結果
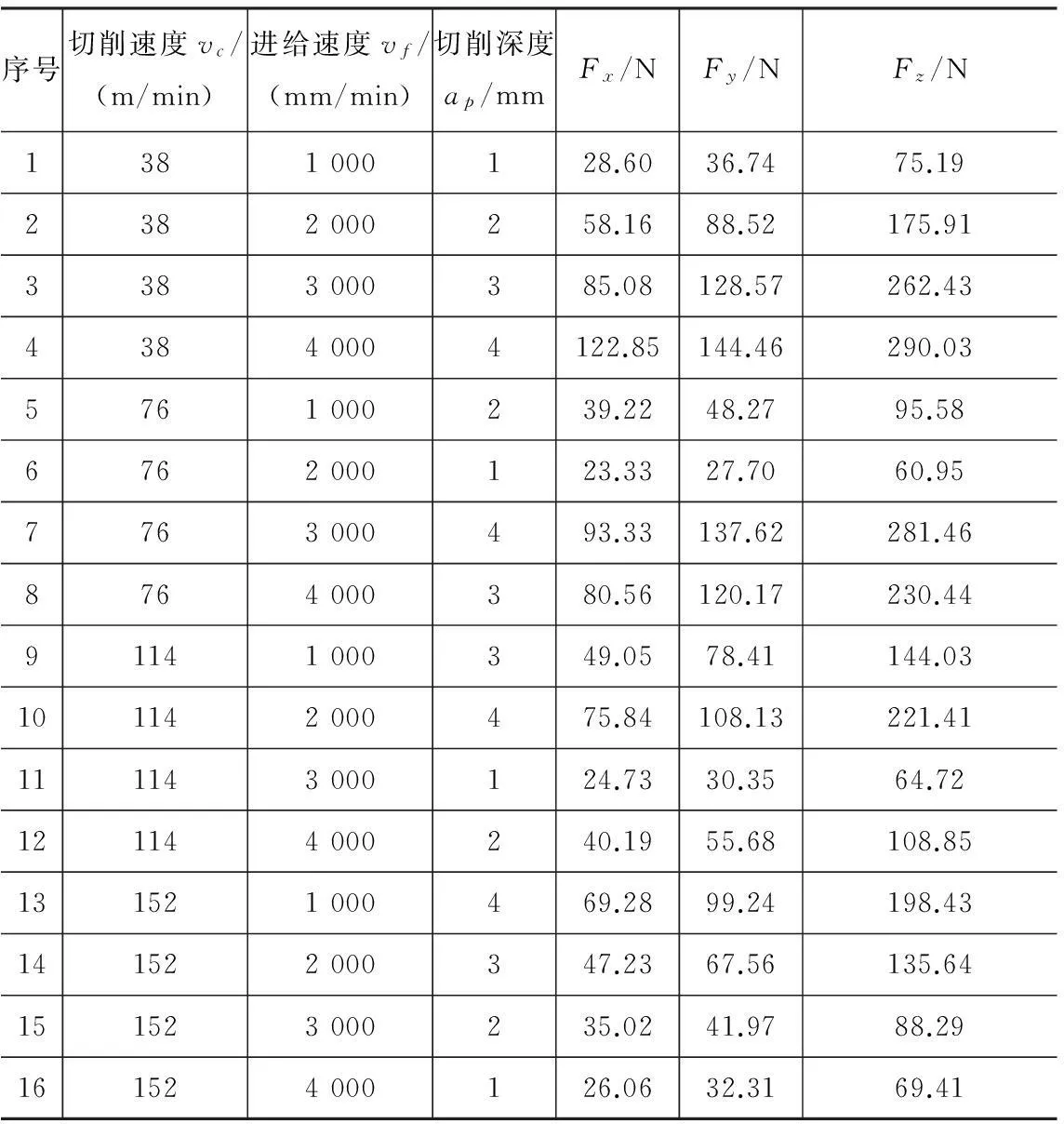
序號切削速度vc/(m/min)進給速度vf/(mm/min)切削深度ap/mmFx/NFy/NFz/N1381000128.6036.7475.192382000258.1688.52175.913383000385.08128.57262.4343840004122.85144.46290.035761000239.2248.2795.586762000123.3327.7060.957763000493.33137.62281.468764000380.56120.17230.4491141000349.0578.41144.03101142000475.84108.13221.41111143000124.7330.3564.72121144000240.1955.68108.85131521000469.2899.24198.43141522000347.2367.56135.64151523000235.0241.9788.29161524000126.0632.3169.41
2 試驗結果分析
2.1高速銑削天然大理石切削力分析
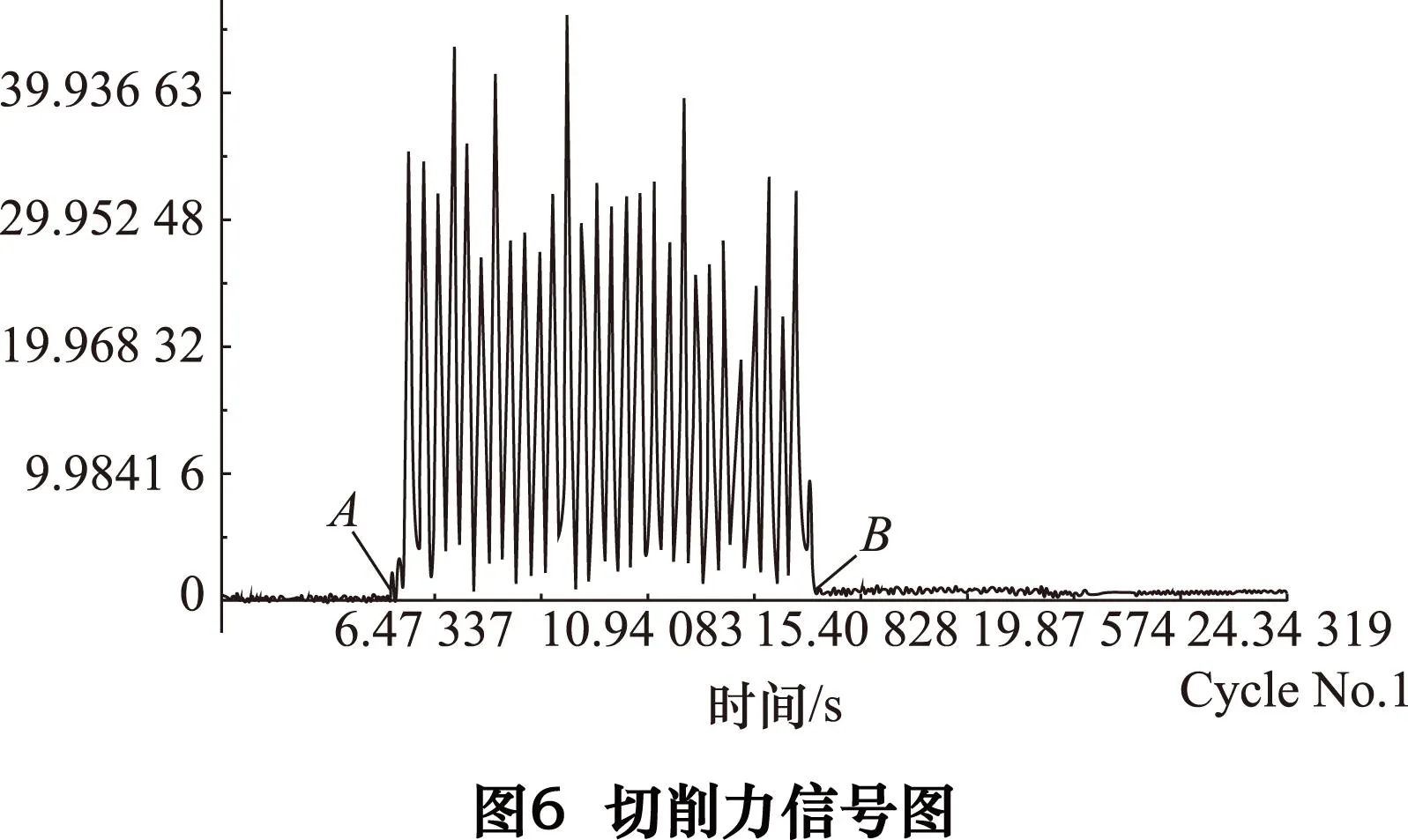
圖6為本次試驗的切削力信號圖,在點A之前為刀具沒有接觸工件時的空切階段,此時的切削力不為零且有細微波動,說明測力儀的調節沒有完全抑制零漂,機床在切削工件前本身還有一定的振動,但是振動不大,不影響正常試驗及切削力的測量;A點之后為刀具接觸工件到穩定切削的動態過程,切削力信號線上下大幅度波動,這是由于大理石為硬脆性材料,切屑類型以崩碎切屑為主,切削刃剛與工件接觸到將切屑切除這階段是切削力迅速增大,切削力信號表現為從波谷上升到波峰;當刀具前方材料被切下后,刀具發生局部空切,切削力迅速減小,切削力信號表現為從波峰下降到波谷,刀具繼續進給,以上兩個過程交替循環發生,直至切削層被完全切除;B點為刀具完成切削離開工件,取切削力信號圖相鄰波峰與波谷的差值的平均值作為切削力的值,稱為靜態切削力。
2.2切削參數對切削力的影響規律
如圖7所示,Fx、Fy、Fz分別表示進給力、背向力、主切削力,從圖中可以看出,Fz的值明顯大于Fx和Fy的值,這是由于主運動消耗的功率最多。切削速度增加,Fx、Fy、Fz幾乎呈線性減小趨勢,這是因為切削速度的提高,切削溫度上升,一方面,減小了工件與刀具之間的摩擦系數,另一方面降低了工件的剪切強度和硬度,最終致使切削力減小。在切削速度達到114 m/min時,由于大理石粉末覆蓋在切削刃上,導致刀具鋒利程度下降,所以切削力減小趨勢變緩慢。
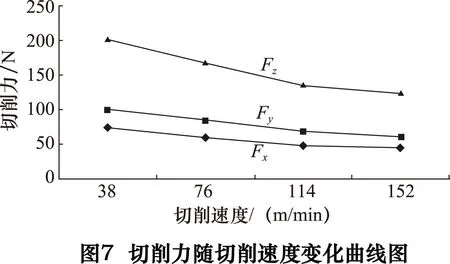
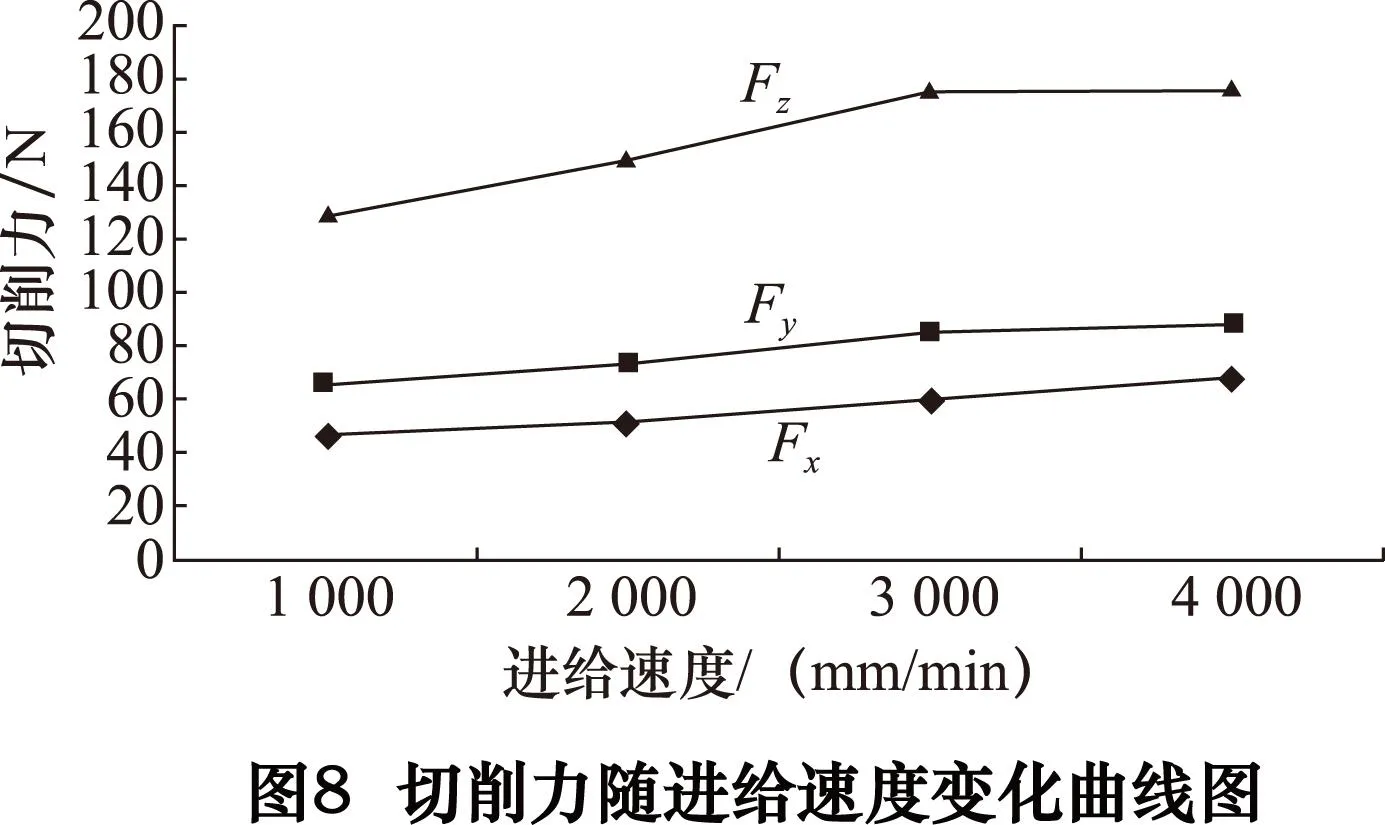
圖8為切削力隨進給速度變化曲線圖,由圖可知隨著進給速度的增加,切削力呈增大趨勢,這是由式AC=f×ap可知:在切削深度ap恒定的前提下,伴隨進給量f的增加,切削面積AC呈線性增大,致使材料在單位時間內被去除體積增加,亟需的能量增大,因此切削力增大;在進給速度為3 000~4 000 mm/min時,切削力增大趨勢變緩,這是由于刀具與工件相對運動,切削后的表面存在材料殘留,被稱為殘留面積,又因為由殘留面積高度理論公式Rmax=f2/8rξ可知,隨著進給量f的提高,增加了殘留高度,致使切削力增大速度緩慢。
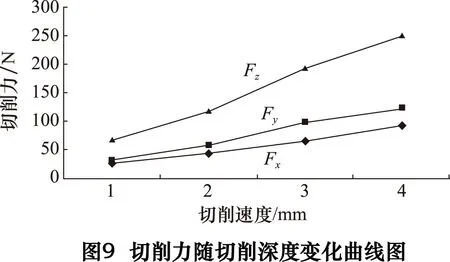
由圖9可知,切削力隨切削深度的增大而增大,原因如上述,在進給量恒定的前提下,隨著切削深度的增加,切削面積呈線性增加的趨勢,致使材料在單位時間內被去除體積增加,亟需的能量增大,因此切削力增大。
2.3切削力經驗公式回歸模型的建立
為了更好地指導生產實際,有必要建立起切削力與各影響因素之間的內在聯系。假定切削力F是3個獨立變量(切削速度、進給速度、切削深度)的指數函數,公式如下所示[11]:
(1)
式中:b1、b2、b3分別是各自獨立變量的相關系數;是與工件材料、刀具材料、切削條件等相關的系數。
為了使經驗公式方便計算,將式(1)兩端取對數,將指數函數變為線性函數,則:
lnF=lnk+b1lnvc+b2lnvf+b3lnap
(2)
令b0=lnk,x1=lnvc,x2=lnvf,x3=lnap,y=lnF,并代入式(2)得:
y=b0+b1x1+b2x2+b3x3
(3)
(4)
上式為線性回歸方程,即自變量x1、x2、x3與因素y之間存在線性關系。本次試驗數據如表2所示,共有16組數據,分別帶入式(4),可得到如下方程組:
Y=XB+ε
(5)
其中ε=(ε1,ε2,ε3,…,ε16)T為誤差矩陣。
采用最小二乘法原理對預測模型的回歸系數進行參數估計,則:
B=(XTX)-1XTY
(6)
式中:X為獨立變量矩陣;B為回歸系數的參數估計;Y為切削力的矩陣。將矩陣的數值輸入Matlab軟件進行計算,分別得到如下結果:
(7)
(8)
(9)
根據以上3個算式,很容易看出:切削深度是對切削力影響最大的因素;切削速度次之;進給速度對切削力的影響最小。
2.4經驗公式的檢驗
雖然切削力經驗公式有一定根據,但只是一種假設,建立之前并不能確立其關系的正確性,因此需要進行相關檢驗。
為了精確地進行檢驗,試驗值yi與按公式預測值Yi不可能完全一致,即試驗點(xi,yi)并不能完全落在經驗公式的函數曲線上,各試驗點偏離曲線的程度,可用它們的總偏差來表征,y是各試驗yi的平均值,將總偏差平方和ST分解為殘差平方和SE和回歸平方和SA,計算公式如下:
ST=∑i(yi-y)2
(10)
SE=∑i(yi-Yi)2
(11)
SA=∑i(Yi-y)2
(12)
用F檢驗,即
(13)
式中:p為變量個數;n為試驗次數。
本實驗的變量個數p為3,試驗次數n為16,依據公式(10)~(12),可以算出ST、SE、SA,再依據公式(13)求出F。3個方向的切削力計算結果如表3所示,在給定顯著水平α=0.01的條件下,由于F≥F0.01(3,12)=5.95,因此進給力Fx的顯著性很高,同理,背向力Fy、主切削力Fz的顯著性也很高。因此,本文所建立的切削力經驗公式具有一定的實用價值。
3 結語
(1)在CVD氮化鈦涂層刀具高速銑削天然大理石時,切削力隨著進給速度vf和切削深度ap的增加而增大,隨著切削速度vc的增加而減小。
表3切削力方差分析表
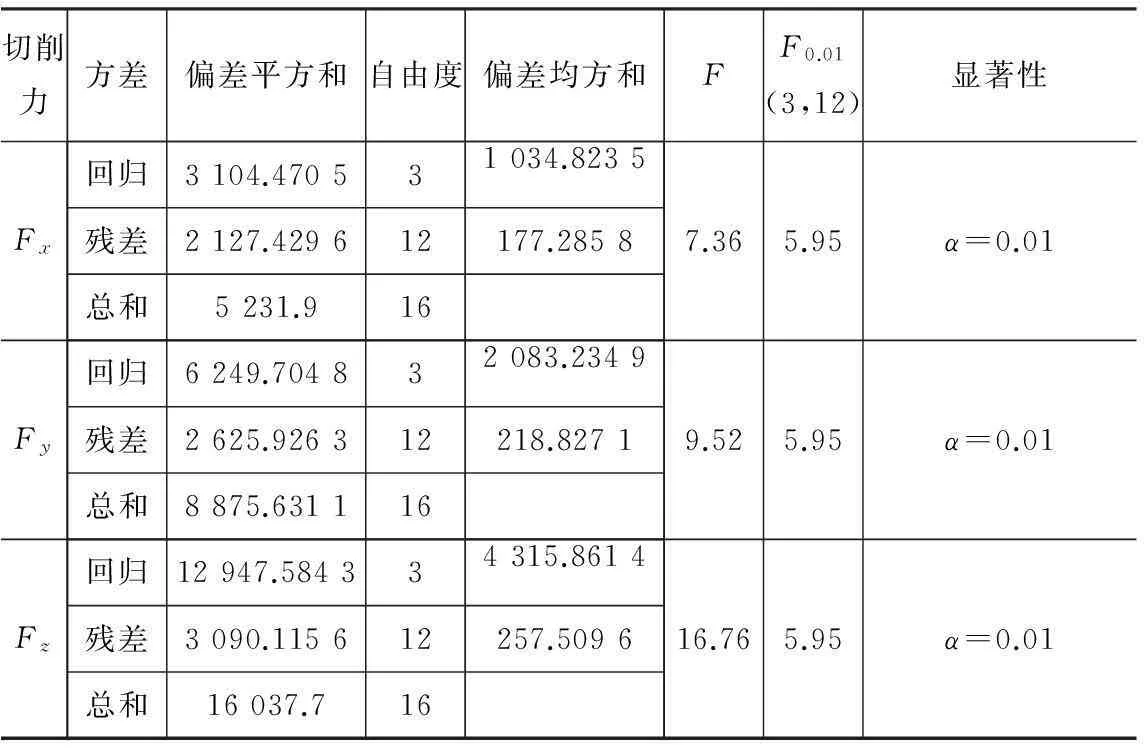
切削力方差偏差平方和自由度偏差均方和FF0.01(3,12)顯著性Fx回歸3104.470531034.8235殘差2127.429612177.2858總和5231.9167.365.95α=0.01Fy回歸6249.704832083.2349殘差2625.926312218.8271總和8875.6311169.525.95α=0.01Fz回歸12947.584334315.8614殘差3090.115612257.5096總和16037.71616.765.95α=0.01
(2)基于試驗數據的基礎上,采用最小二乘法原理對預測模型的回歸系數進行參數估計,對切削力預測經驗公式進行相關性檢驗的顯著性很高,表明本文建立的切削力經驗公式較為準確,有一定實用價值。
(3)通過分析切削力預測經驗公式可以發現:切削深度是對切削力影響最大的因素;切削速度次之;進給速度對切削力的影響最小。
[1]黎險峰. 淬硬模具鋼高速切削的試驗研究[D]. 大連:大連理工大學,2010.
[2]于靜.高速切削淬硬模具鋼切削機理的研究[D].大連:大連理工大學,2012.
[3]Hanifi Copur. Linear stone cutting tests with chisel tools for identification of cutting principles and predicting performance of chain saw machines[J]. International Journal of Rock Mechanics & Mining Sciences,2010,12(47):104-120.
[4]Julio Garrido Campos, Ricardo Marin Martin. Modelling and implementing circular sawblade stone cutting processesin STEP-NC[J]. Robotics and Computer-Integrated Manufacturing,2010,26:602-609.
[5]劉敏,景璐璐,安慶龍,等.4Cr16Mo模具鋼立銑加工過程中的切削力系數[J].上海交通大學學報,2009,43(1):25-29.
[6]吳玉厚,閆廣宇,趙德宏,等. CVD復合涂層刀具在天然大理石切削中的磨損特性[J]. 沈陽建筑大學學報:自然科學版,2014,30(4):712-719.
[7]王凌云,黃紅輝.基于BP網絡的注塑成型模具硬態高速銑削力研究[J]. 中南大學學報,2010,41(6):2218-2223.
[8]Murat Yurdakul, Hurriyet Akdas. Prediction of specific cutting energy for large diameter circular saws during natural stone cutting[J]. International Journal of Rock Mechanics & Mining Sciences,2012,53:38-44.
[9]Bagci E. 3D numerical analysis of orthogonal cutting process viamesh-free method[J]. Int.J.the Physical Sciences,2011(6):1267-1282.
[10]劉鵬,徐九華,馮素伶,等. PVD刀具高速銑削TA15鈦合金切削力研究[J]. 南京航空航天大學學報,2010,42(2):224-228.
[11]陳明,安慶龍.高速切削技術基礎與應用[M].上海:上海科學技術出版社,2012.
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
Research on cutting force of high speed milling marble using CVD coating tool
YAN Haipeng, WU Yuhou, ZONG Yupeng
(School of Mechanical Engineering, Shenyang Jianzhu University, Shenyang 110168, CHN)
The orthogonal experiments for high speed milling marble cutting force test with CVD coated toolsare designed. The effect rule of cutting force changed with single cutting parameters(cutting speed, feed speed, depth of cut)are analyzed through the experiments.The parameters cutting force coefficients of empirical formula regression are estimated using the least squares principle and the correlation of empirical formulais tested.The tested results show that significance is high. The results show that the cutting force increases with the increase of feed rate and cutting depth, and decreases with the increase of cutting speed. The depth of cut has the main influence on cutting force and followed by the cutting speed, and the feed rate is the least influence on cutting force.
CVD coating tool;marble; cutting force; cutting parameters; least squares
TG501.3;TH711
A
閆海鵬,男,1987年生,在讀博士,研究方向為脆性材料加工、工藝參數優化。
(編輯汪藝)(2015-12-22)
160307
*國家自然科學基金資助項目(51375317);遼寧省自然科學基金項目(2014020069);教育部創新團隊計劃(ITR1160)
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57
