工件測量在華中8型數控系統中的實現方法*
2016-08-31 04:03:26潘卓夫梁文達
制造技術與機床 2016年3期
關鍵詞:測量
潘卓夫 梁文達
(武漢華中數控股份有限公司,湖北 武漢 430223)
?
工件測量在華中8型數控系統中的實現方法*
潘卓夫梁文達
(武漢華中數控股份有限公司,湖北 武漢 430223)
介紹了配置華中8型數控系統的數控機床使用觸發式測頭進行在線工件測量時,自動測量系統的組成、工作原理以及測量程序的編制方法。
數控系統;工件測量系統;數控機床
隨著數控技術的不斷發展,用戶使用數控機床加工的零件越來越復雜,用戶對數控機床加工出來的成品工件的精度要求也越來越高,對機床的加工效率要求也越來越高。
在傳統操作方式下,需要操作者在加工之前進行手動找正工件和刀具設定等輔助設置。在這些輔助操作的過程中,測量精度很大程度上依賴于操作者的經驗,操作時間長,加工效率低。特別是在成批量加工工件的時候,加工精度無法保證。
因此,自動工件測量是提高數控機床自動化加工水平和保證工件加工精度的有效方法,采用自動工件測量系統,在加工前可協助操作者進行工件的裝夾找正,自動完成工件坐標系的設定,從而可簡化工裝夾具,節省夾具費用,縮短輔助時間,提高加工效率;在加工中和加工后可自動對工件尺寸進行在線測量,并能根據測量結果自動生成誤差補償數據反饋到數控系統,以保證工件的尺寸精度及批量工件的尺寸一致性;采用機內在線測量還可避免將工件移至測量機測量所帶來的二次誤差,從而可提高加工精度及精度保持性,通過一次切削即可獲得合格產品,大大增強數控機床的智能化程度。
1 工件測量的原理
用于數控機床上的工件測量系統由測量硬件和測量軟件程序組成。工件測量系統一般均采用觸發式測頭測量系統(如英國Renishaw公司的OMP40觸發式測頭測量系統) 。使用時,一般是將觸發式測頭假設作為一把刀具安裝在刀庫的某一刀位上 ,用于測量工件尺寸 。當刀架移動、測頭接觸工件時則被觸發使數控系統記下測頭位置,數控系統通過相應的程序計算出工件尺寸。在數控機床上 ,觸發式測量系統可以實現XYZ平面、內孔/外圓的測量等等 。觸發式測頭測量系統通常由觸發式測頭、信號傳輸和接收器、聯接CNC系統的控制器接口裝置 、坐標位置數據采集 、處理和測量誤差補償系統 、測量結果自動反饋補償系統等幾部分組成 。
測量系統生產廠商,一般會提供測量工件的基本程序和軟件。但是,由于各個數控系統廠家的不同,機床用戶的測量工件也各不相同,很多情況下,需要用戶根據實際情況,自行編寫測量程序。
2 華中8型數控系統下的工件測量程序的編制思路
在華中8型數控系統中,我們使用宏程序來編制完成工件測量的動作,在測量過程中,使用非模態調用方式G65來調用這些宏程序編寫而成的子程序,進而達到工件測量的目的。華中8型數控系統為用戶配備了強大的類似于高級語言的宏程序功能,用戶可以使用變量進行算術運算、邏輯運算和函數的混合運算。此外,宏程序還提供循環語句、分支語句和子程序調用語句,可以用于實現加工循環指令和復雜工件的加工。
G65的使用格式如下:G65P_L_[自變量地址字]。其中參數含義見表1。
3 工件測量的具體實現
在華中8型數控系統中設置本測量循環后,在機床上用接觸式探針可以對工件進行尺寸與角度測量。執行表2中參數的測量動作,并且在測量完成后可以自動執行工件原點設定或刀具補償值修正,同時將測量結果輸出到宏變量中。
表1參數含義
表2宏程序系統使用的部分變量
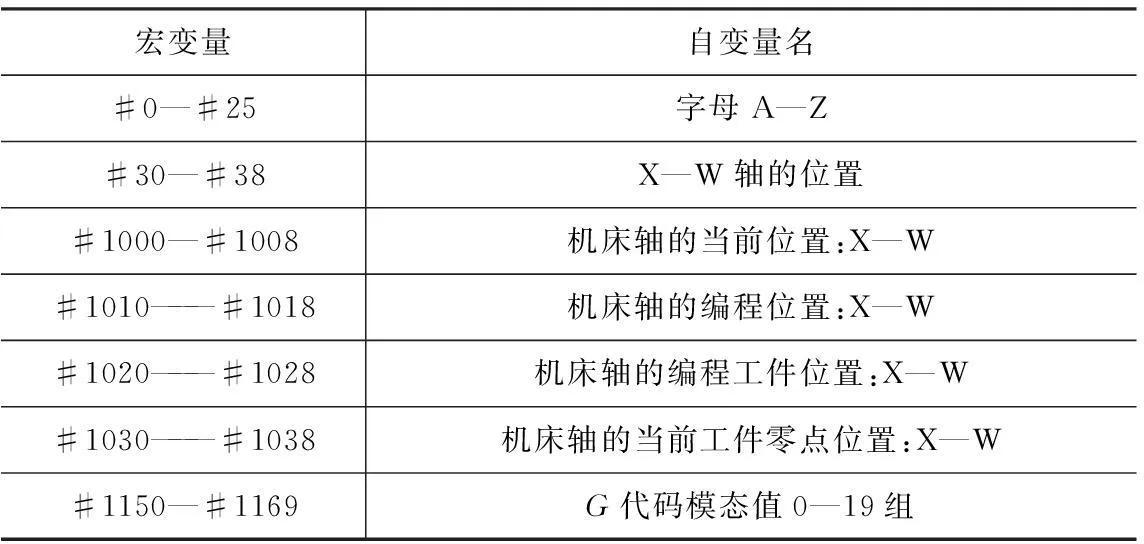
宏變量自變量名#0—#25字母A—Z#30—#38X—W軸的位置#1000—#1008機床軸的當前位置:X—W#1010———#1018機床軸的編程位置:X—W#1020———#1028機床軸的編程工件位置:X—W#1030———#1038機床軸的當前工件零點位置:X—W#1150—#1169G代碼模態值0—19組
華中8型數控系統宏程序使用的部分運算指令見表3。
表3測量用的運算指令
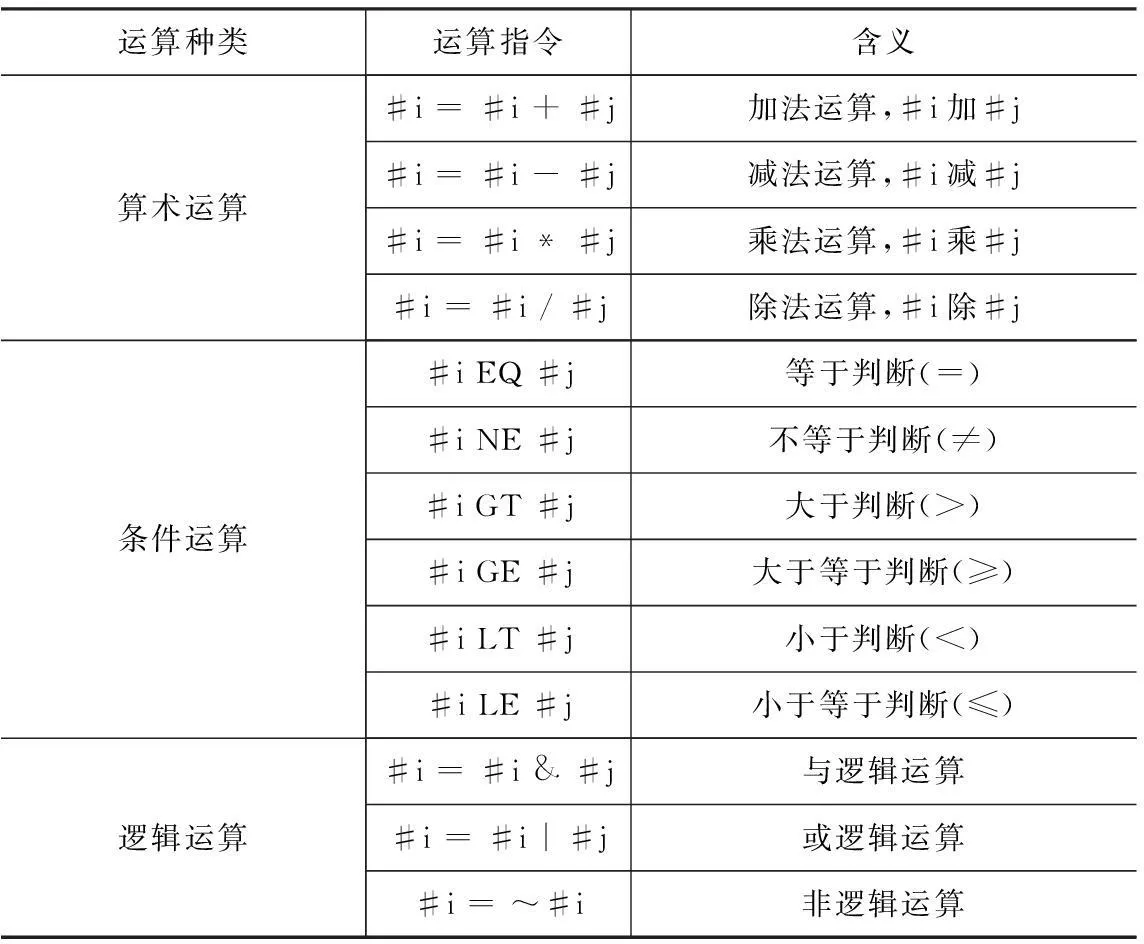
運算種類運算指令含義算術運算#i=#i+#j加法運算,#i加#j#i=#i-#j減法運算,#i減#j#i=#i*#j乘法運算,#i乘#j#i=#i/#j除法運算,#i除#j條件運算#iEQ#j等于判斷(=)#iNE#j不等于判斷(≠)#iGT#j大于判斷(>)#iGE#j大于等于判斷(≥)#iLT#j小于判斷(<)#iLE#j小于等于判斷(≤)邏輯運算#i=#i&#j與邏輯運算#i=#i|#j或邏輯運算#i=~#i非邏輯運算
測量工件時,測頭在使用過程中,第一步需要對測量探頭進行標定;第二步移動探頭時,需要使用受保護的定位移程序來移動測量探頭,避免測量探頭在移動過程中因為碰撞意外受損;第三步是根據測量工件的不同,選用不同的測量子程序。
表4Z軸測量動作的實現
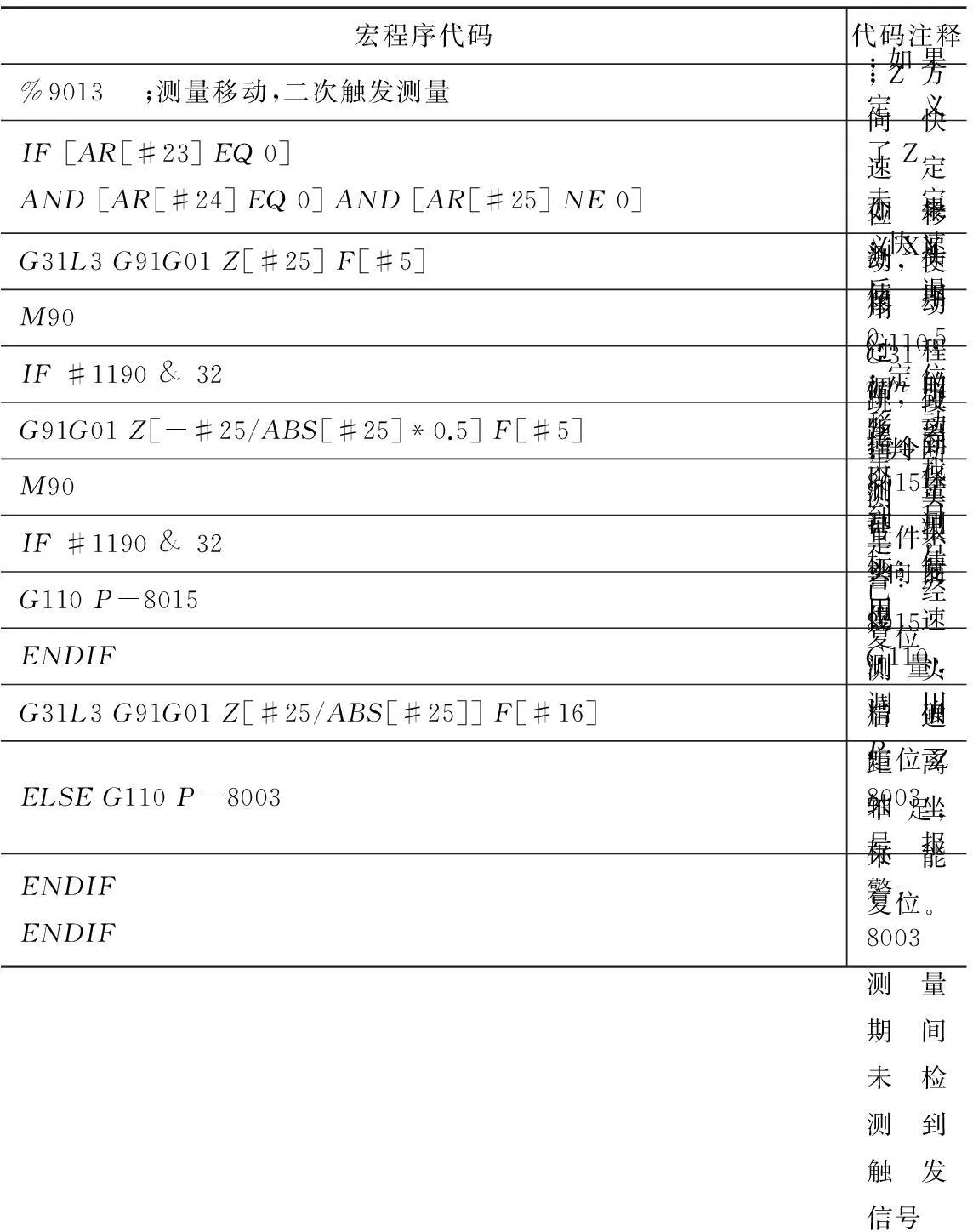
宏程序代碼代碼注釋%9013 ;測量移動,二次觸發測量IF[AR[#23]EQ0]AND[AR[#24]EQ0]AND[AR[#25]NE0];如果定義了Z 未定義XYG31L3G91G01Z[#25]F[#5];Z方向快速定位移動,使用G31跳段指令M90IF#1190&32如果測頭移動過程中,碰撞到測量工件。G91G01Z[-#25/ABS[#25]*0.5]F[#5];快速后退0.5mm的距離以保證測頭復位M90IF#1190&32;判斷測頭是否已經復位G110P-8015使用G110,調用P-8015號報警:8015測頭后退距離不足,未能復位。ENDIFG31L3G91G01Z[#25/ABS[#25]]F[#16];向前慢速測量,精確定位Z軸坐標ELSEG110P-8003;定位移動未找到目標;使用G110,調用P-8003號報警:8003測量期間未檢測到觸發信號ENDIFENDIF
在工件測量的過程中,進給軸的基本移動測量是測量過程中的最基本測量動作。下面以各進給軸的基本測量移動為例子,說明華中8型數控系統實現工件測量的基本原理
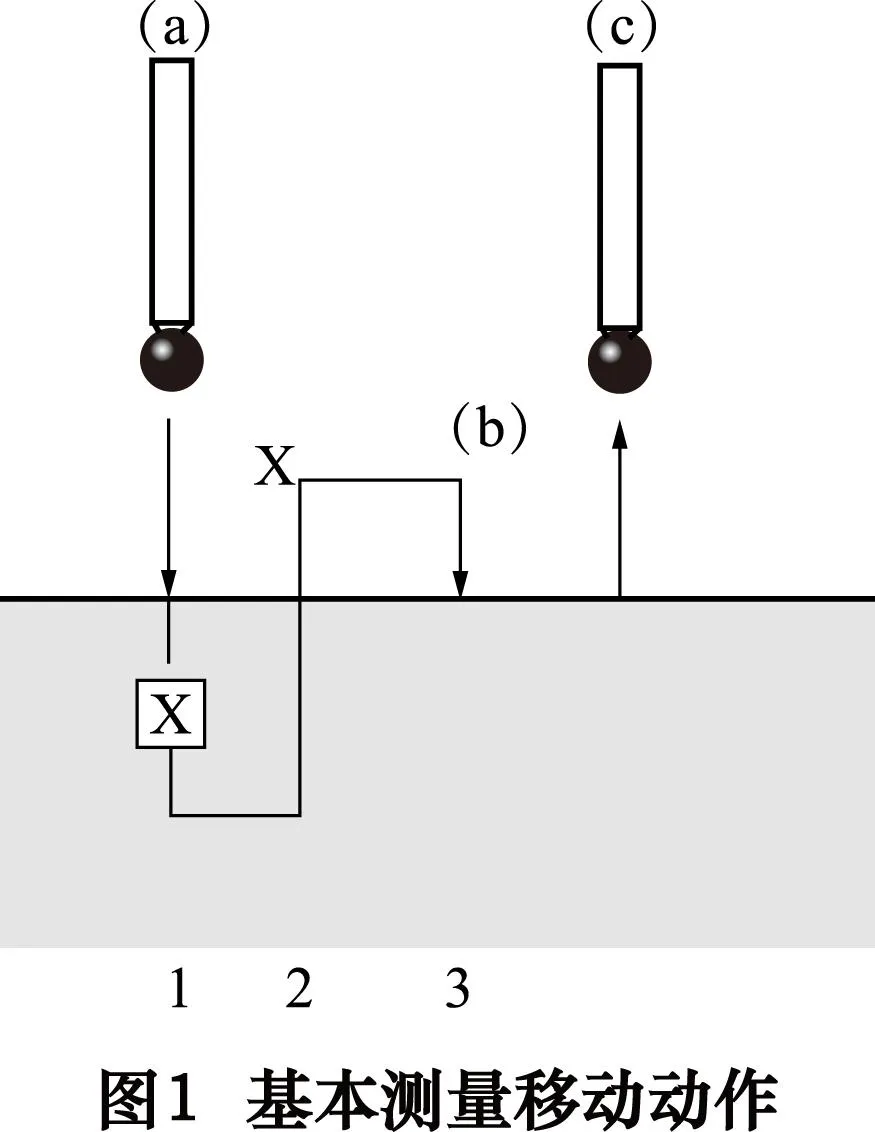
進給軸的基本測量移動動作如圖1所示:
(1)以快速移動速度F進給到被測量表面。這樣能有效地到達跳步信號出現位置,粗略地確定被測量面的表面位置。(2)中間的回退移動是使探針離開測量表面,這一過程包括快速移動到跳步位置。(3)最后是慢速Q向測量表面移動,這次移動中,測量程序將計算出真實的表面位置,測頭精確碰到工件后,停止移動,等待后續程序處理數值。
宏程序實現這一測量Z軸坐標的動作過程:
調用格式:G90/G91G65P9013X_Y_Z_(F_Q_)
備注:XYZ:測量移動的目標位置,只能輸入單個軸,否則不進行任何移動。
表4是Z軸測量定位的具體實現,使用以上的基本編程思路,用戶通過擴展、組合,就可以編制出適合于不同工件的測量子程序,在機床上實現使用接觸式探針對工件進行尺寸與角度測量。 筆者編寫完成的測量子程序中,可以實現以下的測量動作: X/Y/Z單個平面位置測量;2個平面/3個平面的交點位置測量;凸臺/凹槽的中點/寬度測量;內孔/外圓的圓心/直徑測量;X/Y/Z平面角度測量,等等測量功能。 并且在測量完成后可以自動執行工件原點設定或刀具補償值修正,同時將測量結果輸出到宏變量中。
4 結語
華中數控提供的宏程序編程功能十分強大,用戶可以按照具體工件的測量動作和工件檢測要求,使用系統提供的宏編程功能,編制出自己所需要的的測量程序。筆者使用上面的宏程序編程方法,編寫了一套完整的工件測量程序。本套工件測量程序,已經在華中數控系統的用戶處實際使用,特別是在一些航空航天用戶廠家加工復雜的航空航天零部件的過程中,節省了加工輔助時間,提高了機床的加工效率,節約了整體的加工時間,并且保證了成品工件的精度的一致性,取得了比較好的使用效果,獲得了用戶的認可和好評。
(編輯李靜)
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
Realizing method of workpieces measuring in HNC-8 CNC
PAN Zhuofu, LIANG Wenda
(WuhanHuazhongNumericalControlCo.,Ltd.,Wuhan430223,CHN)
Theconsistence,measuringprincipleandprogrammingmethodofmeasuringsoftwareoftheautomaticmeasuringsystemwithatriggerprobeforon-linemeasuringworkpiecesonHNC-8CNCareintroduced.
CNC;automaticmeasuringsystem;CNCmachinetools
TP273.5
B
2015-10-13)
160322
*航空發動機整體葉盤高效強力復合數控銑床開發及應用(2013ZX04001081)
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
