基于工業機器人的分揀生產線群控通信系統設計*
2016-08-31 04:02:27王鴻博李建東崔曉暉王寶平
制造技術與機床 2016年3期
關鍵詞:系統
王鴻博 李建東 崔曉暉 王寶平
(①順德職業技術學院,廣東 順德 528300 ;②無錫匯聯自動化系統有限公司,江蘇 無錫 214072;③長春合心機器制造有限公司,吉林 長春 130033;④北京FANUC數控工程限公司,北京100102)
?
基于工業機器人的分揀生產線群控通信系統設計*
王鴻博①李建東②崔曉暉③王寶平④
(①順德職業技術學院,廣東 順德 528300 ;②無錫匯聯自動化系統有限公司,江蘇 無錫 214072;③長春合心機器制造有限公司,吉林 長春 130033;④北京FANUC數控工程限公司,北京100102)
根據禮品分揀自動化生產線工藝流程和自動化控制的要求,提出基于工業機器人、機器視覺的自動化解決方案。構建以西門子S7-1200為主控PLC(programmablelogiccontroller)、機器人與機器視覺、AGV(automatedguidedvehicle)自動導引小車、碼垛立體倉庫系統、禮品分揀流水線等組成的全自動分揀網絡控制系統。系統采用MODBUS-TCP通信協議,實現了機器人、機器視覺、從屬PLC及主控PLC之間的數據與I/O信號交換。系統提高了工廠自動化水平、提高了生產效率,減小勞動強度,降低了人工成本。
工業機器人;MODBUS-TCP協議;PLC網絡;分揀生產線;機器視覺
(①ShundePolytechnic,Shunde528300,CHN; ②WuxiHuilianAutomaticSystemCo.,Ltd.,Wuxi214072,CHN;③ChangchunHexinMachineryManufacturingCo.,Ltd.,Changchun130033,CHN;④Beijing-FANUCNCEngineeringCo.,Ltd.,Beijing100102,CHN)
工業機器人在傳統工業產業升級中應用越來越廣泛,諸如包裝物品分揀、碼垛、焊接、噴涂、涂膠、裝配以及數控機床上下料等行業逐漸由機器人代替人工進行,但仍存在工業機器人處于小系統、單機、單功能運行現象[1]。隨著網絡自動化技術的飛速發展,工業自動化群控網絡技術逐漸在小型工廠自動化系統中應用[2],以網絡化集成機器人、各類生產線、視覺檢測、上下料裝置、AGV自動導引小車等工廠自動化技術趨于成熟,大大提升了工廠自動化水平,提高生產效率,減小勞動強度,降低了人工成本。
本文介紹一種基于工業機器人、西門子S7-1200型PLC網絡集成技術、視覺檢測系統的網絡群控技術在小型工廠包裝自動生產線中的應用。
1 全自動包裝分揀生產線及工藝流程
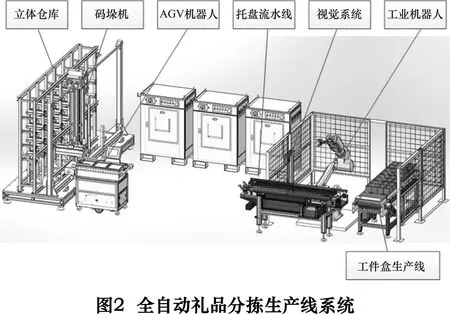
設備實物圖如圖1所示,整個系統構成如圖2所示,機器人禮品分揀系統由立體倉庫、碼垛機、AGV機器人、托盤流水線、視覺系統、工業機器人、禮品盒生產線和電氣系統組成。
1.1生產線硬件系統
1.1.1立體倉庫與碼垛機
立體倉庫與碼垛機系統用于各類包裝的禮品進行分類與存儲,通過識別禮品包裝盒的條碼或電子標簽(RFID)判斷禮品的存儲位置,便于碼垛機從倉庫進行存取操作。倉庫總高約1 700mm,寬度約2 970mm;每個倉位容積約為310mm×250mm×300mm;包含28個倉位;每一倉位具有空位檢測開關。碼垛機系統X、Y、Z軸均采用變頻控制,X行程2.5m,Y行程約0.93m,Z行程0.86m,X軸方向的運動采用蝸輪減速裝置,具有一定的自鎖性;X軸、Z軸的驅動電動機還帶有剎車裝置,保證機器斷電后立即停車;X軸和Y軸運動都帶有防撞裝置。

1.1.2工業機器人
分揀系統采用國產匯博工業級工業機器人(型號:HR20-1700-C10),交流全伺服電動機驅動;6自由度;負載能力20kg,重復定位精度:±0.08mm。
1.1.3AGV運料小車
AGV運送小車系統負責將碼垛機械手抓取的禮品托盤輸送至托盤生產線上,每次滿3個托盤時,小車自動運行至托盤輸送線進行輸送;小車由下部車架和上部輸送裝置組成。下部車架由電動機、驅動輪、輔助輪、電池和框架等零件組成。2臺電動機帶動驅動輪控制小車沿磁條導向運動,4個輔助輪控制小車的平衡。上部輸送裝置采用皮帶傳動,皮帶離地面高度約為800mm,輸送帶前端有電磁鐵控制的阻擋機構。
1.1.4視覺系統
視覺系統安裝于托盤輸送線中,當托盤中禮品到達視覺檢測工位時,機器視覺系統對托盤內的禮品進行視覺識別,并把識別的禮品位置、形狀等特征數據送到中央控制器PLC和六關節機器人,由工業機器人根據目標存放位置執行相應的動作。
視覺識別系統由智能相機、光源控制器、光源和鏡頭等硬件組成。光源采用背光方式(光源在工件下面, 光源尺寸(210mm×210mm),可識別多種不同類型的工件,托盤傳到工件位且符合拍照條件時,給光源控制器輸入端一個觸發信號,相機拍照,拍照完成后,光源控制器給出一個輸出信號,系統執行下一步操作。
1.1.5托盤輸送線及禮品盒流水線
托盤輸送線主要用于托盤的輸送與配合視覺系統進行檢測的自動傳輸功能。系統采用倍速鏈結構,側面流利條導向,喇叭口流利條導向,托盤回收處(可回收托盤10個)具有6個工位,第2、4工位阻擋氣缸,型材槽(內槽)安裝功能型傳感器分別用在1、2、4、5、6工位。物品盒輸送線由異步電動機變頻控制。
禮品盒流水線主要用于將機器人分揀的禮品進行歸類放置于禮品盒中,并輸送歸類完成的禮品盒至指定位置。系統由步進電動機控制,采用脈沖定位控制的方式,也可采用傳感器定位的控制方式。運送的禮品盒尺寸為435mm×315mm×100mm;物品輸送線高度為:774mm,可微調輸送速度最大200mm/s;禮品盒流水線為5工位,禮品盒占用3個工位,其余兩個工位為上下料用。
1.2分揀生產線工藝流程
全自動禮品分揀系統旨在根據禮品包裝形式的分類要求,通過碼垛機器人系統從倉庫取出待分揀的禮品放置托盤,自動傳遞至AGV小車,并經過AGV小車輸送到托盤流水線,視覺系統根據流水線各托盤禮品的種類、形狀或其他特征進行視覺分析,由機器人系統根據指定類型進行分揀并將禮品放置在禮品盒流水線各指定的禮品盒中進行分類存儲。整個系統通過MODBUS-TCP協議,由主控PLC協調機器人、倉儲系統、視覺系統、AGV小車及禮品盒生產線進行全自動運行,實現分揀自動化。詳細工藝流程如圖3所示。
2 電氣控制與通信系統設計
2.1電氣系統
電氣控制系統采用西門子s7-1200系列PLC,SIMATICS7-1200系列PLC是西門子推出的新一代集成了自動化控制、人機界面和網絡控制功能于一體的新型PLC,廣泛用于各類包裝生產線、物流生產線、小型生產自動化群控等高性能離散工業領域。
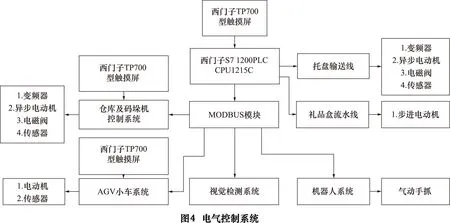
本系統電氣控制系統如圖4所示,主控PLC采用S7-1200CPU1215C型,主控PLC除控制托盤輸送系統及禮品盒流水線外,還控制協調系統其他各子系統;倉庫及碼垛系統采用SIMATICS7-1200 (CPU1215C型)1個,擴展模塊3個,西門子G120變頻器3個;視覺檢測系統、機器人系統均采用MODBUS-TCP協議通過網絡控制方式與主控PLC交互通信。由主控PLC協同控制各子系統運行。各子系統配備西門子TP700型觸摸屏,用于數據交換設置與狀態檢測顯示。
2.2通信系統設計
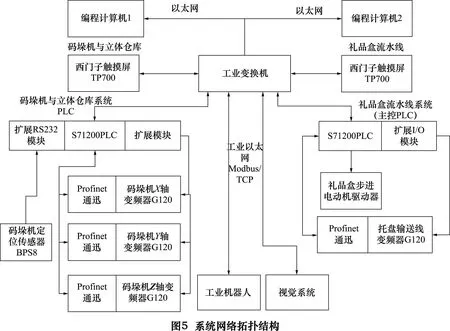
整個系統通過工業以太網總線將工業機器人、主控PLC(禮品盒流水線)、碼垛機及立體倉庫系統PLC、碼垛機立體倉庫系統觸摸屏、主控觸摸屏(禮品盒流水線)、視覺系統、變頻器以及編程開發計算機等均通過以太網連接。編程開發計算機負責開發調試程序、視覺系統特征識別開發、機器人示教編程。碼垛立體倉庫系統和主控觸摸屏負責管理碼垛立庫系統、禮品盒流水線的運行參數以及系統報警和提示信息等。系統網絡拓撲圖如圖5所示。
2.2.1系統中的PLC與MODBUS-TCP通信協議地址分配
MODBUS-TCP協議是廣泛應用于工業控制領域的通信協議,通過此協議,控制器相互之間、或控制器經由網絡(以太網)可以和其他設備之間進行通信[3]。S7-1200CPU具有一個集成的以太網接口,支持面向連接的以太網傳輸層協議,可通過MODBUS-TCP協議將S7-1200與工業機器人、視覺系統、其他S7-1200PLC通過以太網絡連接起來。為保障各設備之間通信正常,MODBUS協議在數據傳輸開始之前建立各設備之間的邏輯關系,并在MODBUS與PLC之間建立對應地址,本系統中相應的各數據量傳輸地址如表1所示。
表1數據量傳輸地址
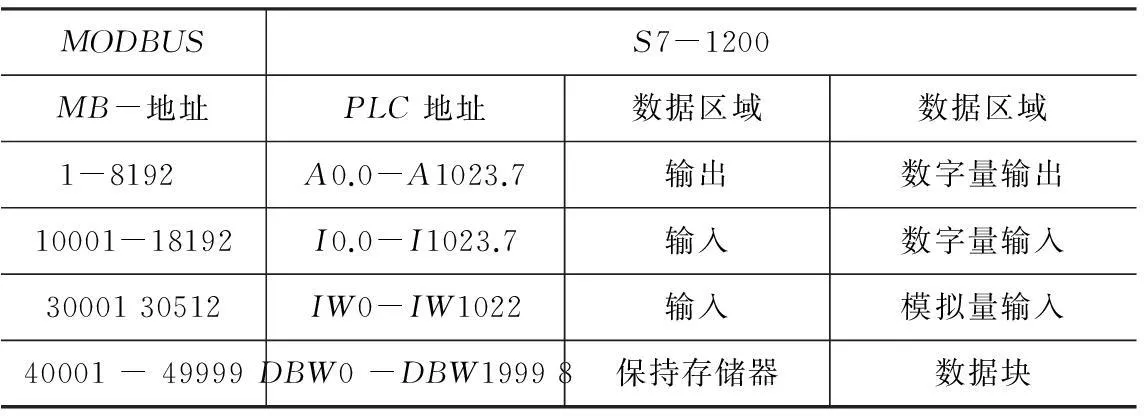
MODBUSS7-1200MB-地址PLC地址數據區域數據區域1-8192 A0.0-A1023.7輸出數字量輸出10001-18192I0.0-I1023.7輸入數字量輸入3000130512IW0-IW1022輸入模擬量輸入40001-49999DBW0-DBW19998保持存儲器數據塊
2.2.2主控PLC與視覺系統的通信
(1)智能相機與PLC通信流程
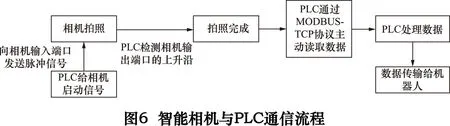
系統中的視覺主要對包裝制品的分類識別與標定作用,采用信捷SV4-30ML型智能相機作為視覺識別系統。智能相機與主控PLC之間采用MODBUS-TCP協議通信,其中智能相機為服務器端,PLC為客戶端,即PLC主動讀取智能相機的數據;智能相機與PLC通信流程如圖6所示。
(2)S7-1200PLC中編程實現與智能相機MODBUS-TCP通信
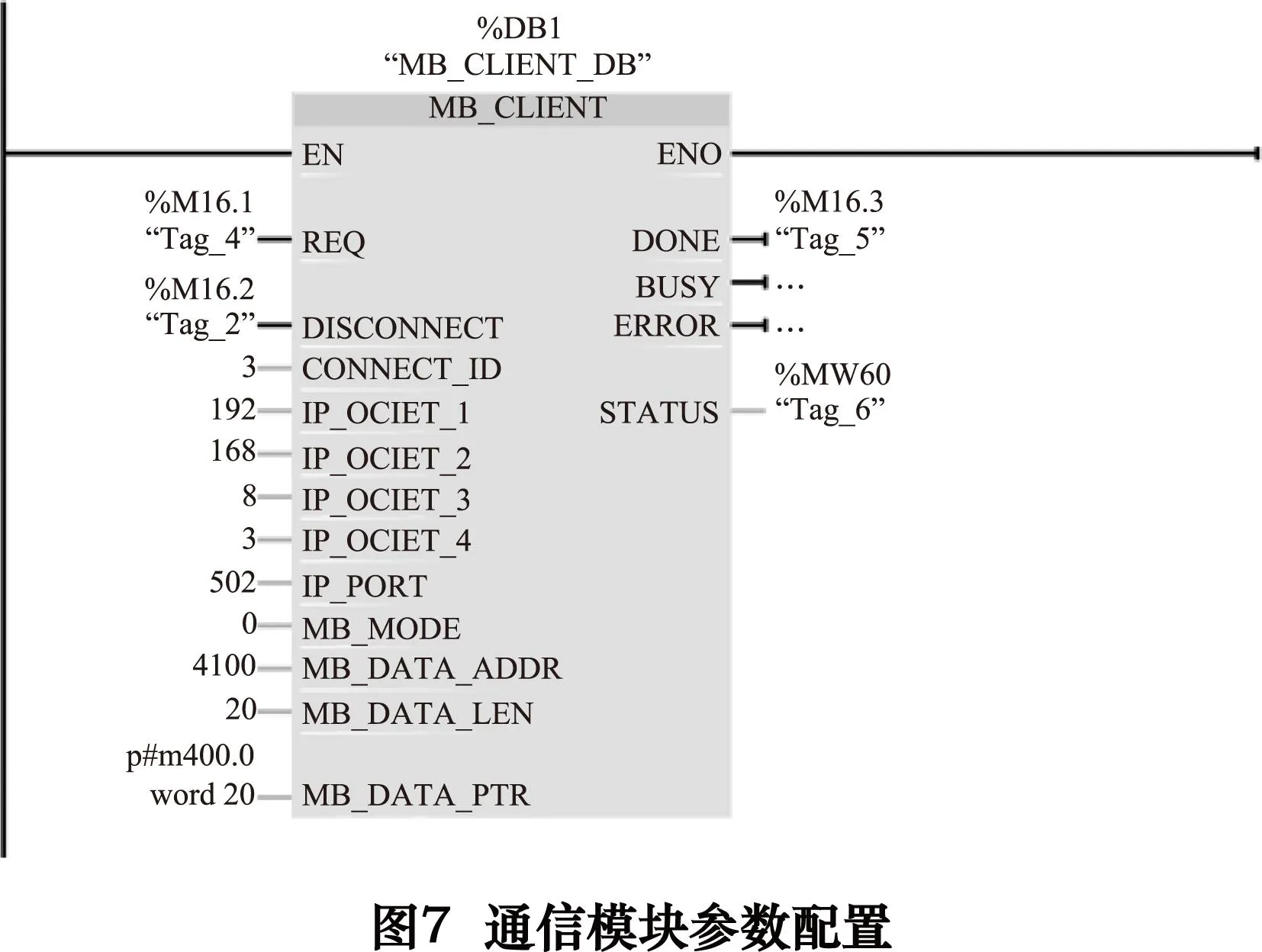
系統采用西門子博途(TIA)V13版本平臺內嵌的S7-1200MODBUS-TCP庫函數實現以太網通信,PLC以客戶機的身份通過MODBUS-TCP協議讀取相機的數據[4];在博途(TIA)V13平臺設備組態中添加設備組態并修改PLC的IP地址與相機IP地址在同一網段內,本系統統一在8網段;在V13平臺內添加MODBUS-TCP客戶端通信模塊(MB_CLIENT_DB)功能塊。配置通信模塊參數,如圖7所示,連接ID地址(CONNECT_ID)設為相機的站號3;IP地址是相機的地址,設為:192.168.8.3。IP端口(IP_PORT)是默認為502;工作模式(MB_MODE)1 表示“寫”,0 表示“讀”;數據地址(MB_DATA_ADDR)是相機存放數據的起始地址,41001;(MB_DATA_LEN)是讀取數據的長度;(MB_DATA_PTR)是PLC存放讀入的數據的緩存區,本系統從MW400數據地址開始。
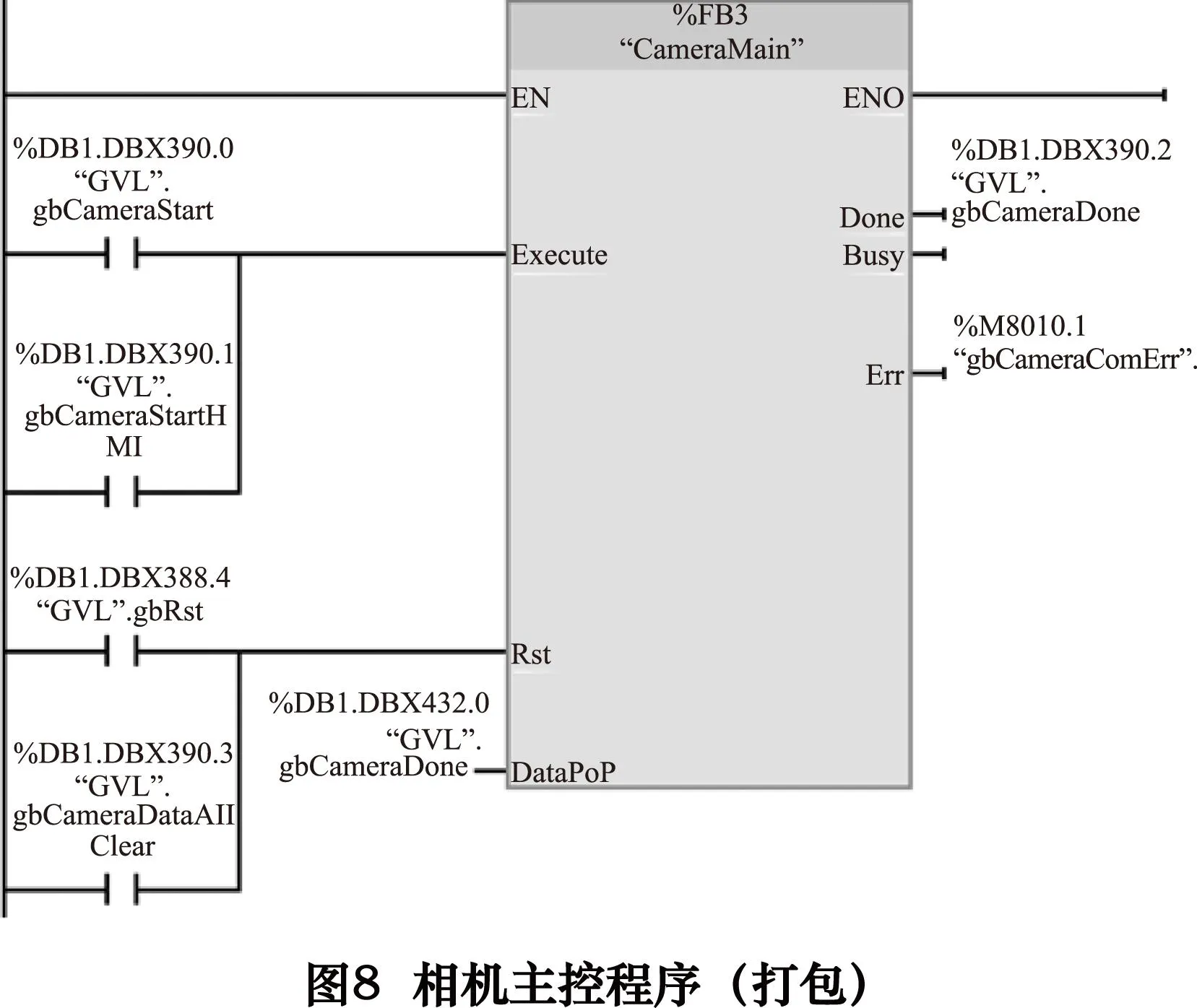
在相機與主控PLC通信中,要求PLC和機器人的讀寫寄存器地址與MODBUS地址相對應,通信數據以字節為單位在寄存器中存儲,以字為單位傳輸,以位為單位尋址。主控PLC中相機主模塊中打包了相機通信模塊、相機拍照使能模塊、相機中物品類型與姿態數據傳輸模塊、相機拍照完成模塊等。相機主模塊如圖8所示。
2.2.3主控PLC與工業機器人的通信
系統中工業機器人與主控PLC之間也采用的是MODBUS-TCP通信協議,其中工業機器人是服務端,PLC是客戶端,即PLC主動讀取和寫入數據;系統中約定工業機器人的IP地址為192.168.8.103,在博途(TIA)V13平臺中通信模塊的建立方法同相機模塊一樣。工業機器人與PLC的通信流程如圖9所示。
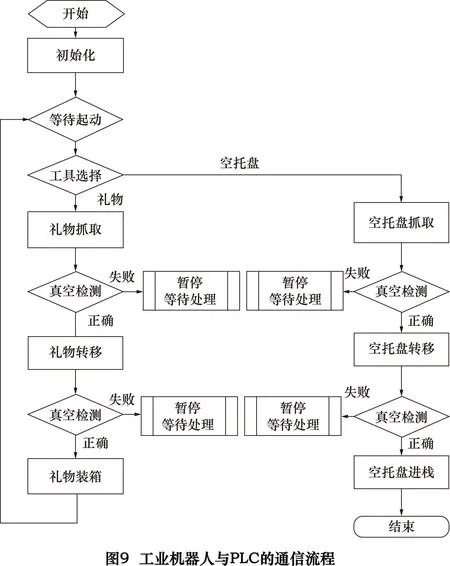
系統中的工業機器人具有兩種功能,一是根據智能相機中的物品類型與姿態數據進行分類抓取,接受主控PLC傳輸的物品類型和坐標信息(此數據由智能相機傳輸給主控PLC),在工業機器人系統中進行坐標信息的計算與數據轉換,并根據物品類型按照將物品放置在禮品流水線指定位置;二是根據抓取物品數量判斷托盤是否為空,并將空托盤放置在托盤堆棧里面。因此主控PLC與工業機器人之間的信號數據交換模塊包括:機器人主控模塊、機器人I/O控制模塊、機器人回初始位功能模塊、機器人通信模塊及機器人數據傳遞模塊。
PLC與機器人通信程序模塊如圖10所示,該模塊主要完成和機器人通信,傳遞控制命令和坐標信息。PLC與工業機器人通信緩存區以數組方式定義為:
RobotEthComReadBuffer:BufferARRAY[1...32]ofINT;(從機器人讀取數據的專用函數)
RobotEthComWriteBuffer:BufferARRAY[1...32]ofINT;(發送給機器人數據的專用函數)
當PLC從機器人側讀取數據時,RobotEthComReadBuffer.Buffer[17]對應“機器人狀態字”,可將機器人內變量SYSTEMioOUT[0],對應MODBUS地址為40017中的狀態賦值到變量giRobotStauWord中;giRobotStauWord中的數值表示機器人的工作狀態,其中“100”為機器人處于待機狀態;“200”表示機器人處于運行中;“300”表示抓取時沒有吸到物體;“400”表示抓取完成后物體丟失。
當PLC發送給機器人數據時,RobotEthComWriteBuffer.Buffer[1]對應“機器人控制字”,可被變量giRobotCtrlWord賦值,機器人內變量SYSTEMioIN[0],相對應MODBUS地址為4001。giRobotCtrlWord中數值表示機器人控制狀態字,其中“103”為抓取動作啟動命令;“203”為中途停止后再啟動命令;“104”為復位回初始狀態命令。除機器人控制字外,主控PLC發送給機器人的數據還包括機器人抓取點X、Y、Z坐標和抓取點的角度;機器人碼放點的X、Y、Z坐標和碼放點的角度;機器人工具編號等,這些數據信息均通過RobotEthComWriteBuffer.Buffer[]數組進行分類賦值,并通過定義變量經過MODBUS相應地址發送給機器人側。

3 結語
(1)根據包裝自動線的工藝流程與自動化要求,建立了基于視覺分揀、工業機器人、自動生產線網絡化電氣控制方案。
(2)構建了以西門子S7-1200為主控PLC的自動化控制網絡,介紹了基于MODBUS-TCP協議的PLC與工業機器人、PLC與智能機器視覺網絡通信自動化解決程序,并利用西門子博途(TIUA)V13版軟件平臺設計了PLC控制程序與觸摸屏監控畫面。
(3)基于工業機器人及視覺檢測的包裝自動生產線系統適用于全自動各類包裝制品生產線,也可作為西門子PLC群控系統學習、工業機器人網絡控制學習的載體。
[1]王田苗,陶永.我國工業機器人現狀與產業化發展戰略[J].機械工程學報,2014,50(9):1-13.
[2]張愛民,王倩.基于總線模式的工業機器人系統[J].制造技術與機床,2010(11):40-42.
[3]李秀鐘,鐘造勝.基于S7-1200PLC的弱磁性鐵礦石磁選機控制系統設計[J].自動化技術應用,2015(7):56-61.
[4]李方園.西門子S7-1200的設計與應用[J].自動化博覽,2011(5):50-54.
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
Design of group communication control system for sorting production line based on industrial robot
WANG Hongbo①, LI Jiandong②, CUI Xiaohui③, WANG Baoping④
Accordingtotherequirementsoftheautomaticproductionlineandautomaticcontrolofthesortingforgiftproductionline,anautomaticsolutionfortheindustrialrobotandmachinevisionisproposed.TheautomaticsortingnetworkcontrolsystemisconstructedbySIEMENSS7-1200PLC(programmablelogiccontroller),roboticsandmachinevision,AGV(automatedguidedvehicle)automaticguidedcar,stackingwarehousesystemandgiftssortinglines.TheMODBUS-TCPcommunicationprotocolisadoptedtorealizethedataexchangebetweentherobot,machinevision,slavePLCandmasterPLC.Thesystemcanimprovethefactoryautomationlevel,improvetheproductionefficiency,reducelaborintensity,andreducelaborcosts.
industrialrobot;MODBUS-TCPprotocol;PLCnetwork;sortingproductionline;machinevision
TP273
B
王鴻博 ,男 ,1973年生,工學碩士,副教授,從事機電一體化科研與教學,發表論文15篇。
(編輯李靜)(2015-09-07)
160323
*廣東省科技計劃項目(2013B011303007);順德學院創新強校立項(2015-KJZX049);順德學院教學團隊立項(ZX03240302)
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
