激光傳感器在缸蓋線漏加工防錯中的應用
2016-08-31 05:37:27王乙楠董晶晶張海曼
制造技術與機床 2016年4期
王乙楠 董晶晶 張海曼
(上汽通用五菱汽車股份有限公司青島分公司,山東 青島 266555)
?
激光傳感器在缸蓋線漏加工防錯中的應用
王乙楠董晶晶張海曼
(上汽通用五菱汽車股份有限公司青島分公司,山東 青島 266555)
缸蓋座圈底孔和導管底孔是缸蓋加工過程中的重要部分,若其未被加工則會對后續工位的加工和裝配產生影響。激光傳感器是一種可靠的探測裝置,具備多種類型和探測功能。文章對某種激光傳感器探測缸蓋座圈底孔和導管底孔漏加工的應用進行簡要的介紹,為孔漏加工的探測及防錯提供新思路。
激光;傳感器;漏加工;防錯
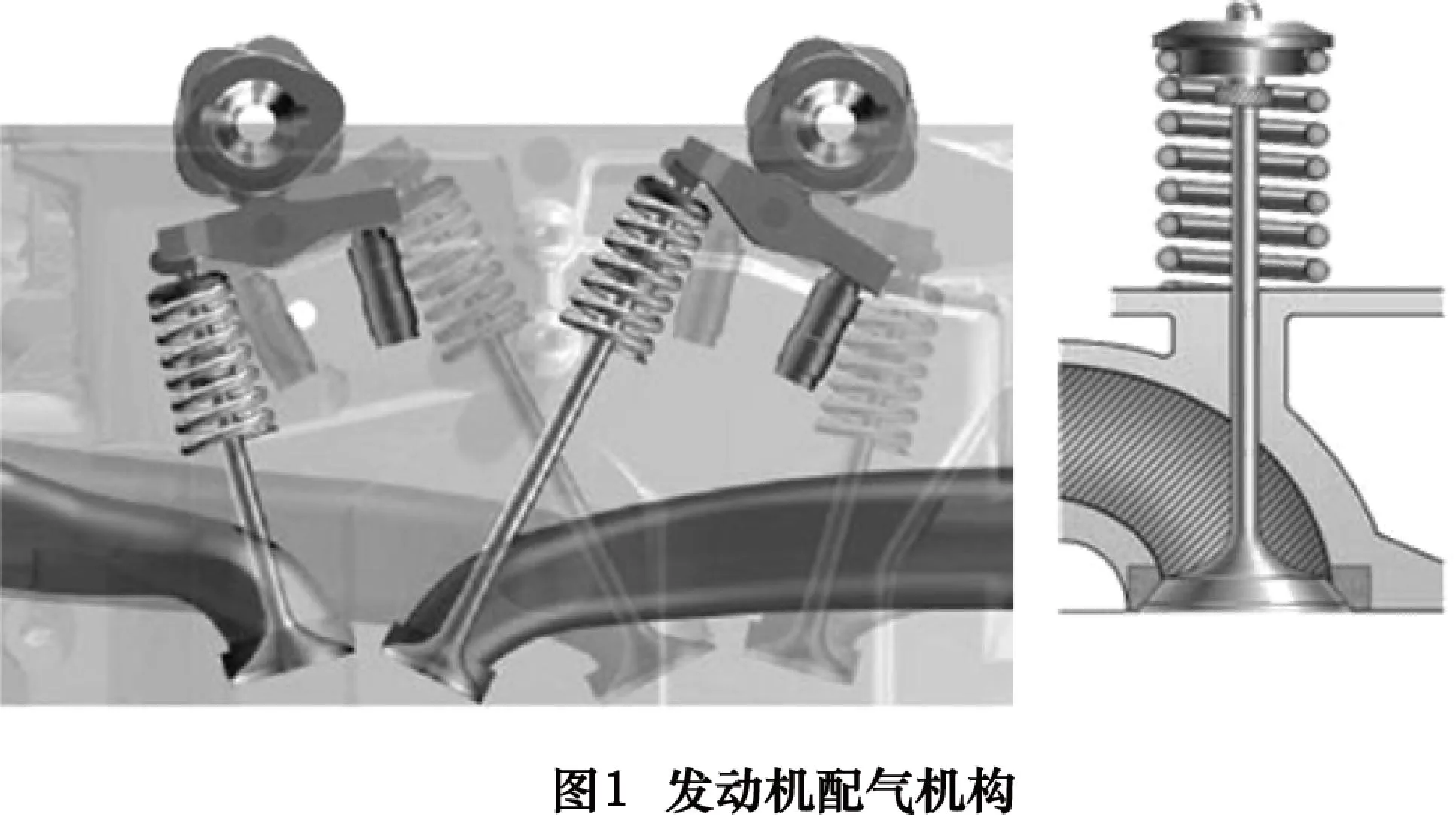
缸蓋是發動機主要零部件之一,它與氣門、挺柱、凸輪軸等零件裝配構成發動機配氣機構。圖1為發動機配氣機構示意圖。缸蓋的座圈孔和導管孔在此機構中具有重要的作用,它們是在缸蓋座圈底孔和導管底孔的基礎上壓入座圈、導管并加工而成,進而與氣門形成緊密配合。
如果缸蓋座圈底孔和導管底孔未被加工,工件進入座圈導管壓裝設備后,壓裝座圈導管的壓頭將會直接與工件毛坯接觸,不僅會造成壓裝設備損壞,而且座圈、導管也因此無法裝配和加工,氣門已無法進行安裝。所以對缸蓋座圈底孔和導管底孔漏加工的防錯十分必要。座圈導管加工及氣門裝配工藝過程詳見表1。
激光技術是二十世紀六十年代出現的重大科學技術之一,在檢測領域中的應用已十分廣泛。自從激光出現以后,電子學領域的許多探測方法被引入,使測量靈敏度和測量精度得到大大提高。激光檢測技術含量較高,對工業制造及生產的影響也十分明顯。本文將簡要介紹某種激光傳感器在缸蓋生產過程中對座圈導管底孔漏加工探測的應用。
1 激光傳感器簡介
激光傳感器是利用激光技術進行測量的一種新型測量儀表,由激光器、激光檢測器和測量電路組成。它利用激光的高方向性、高單色性和高亮度性等特點可實現無接觸遠距離測量,并且速度快、精度高、量程大、抗光電干擾能力強。激光傳感器可用于測量長度、距離、厚度、速度等,我們利用其測距功能實現對座圈導管底孔漏加工的探測。
1.1激光傳感器檢測原理
以某公司生產的LR-T系列激光傳感器為例,它采用TOF (time of flight)的檢測原理,即傳感器向目標發射單次激光脈沖或激光脈沖串,計數器測量激光脈沖到達目標并由目標返回到接收器的往返時間,并由此運算目標的距離。這種檢測方式可以不受工件表面狀態的影響,從而進行穩定測量。
表1座圈導管加工及氣門裝配工藝過程
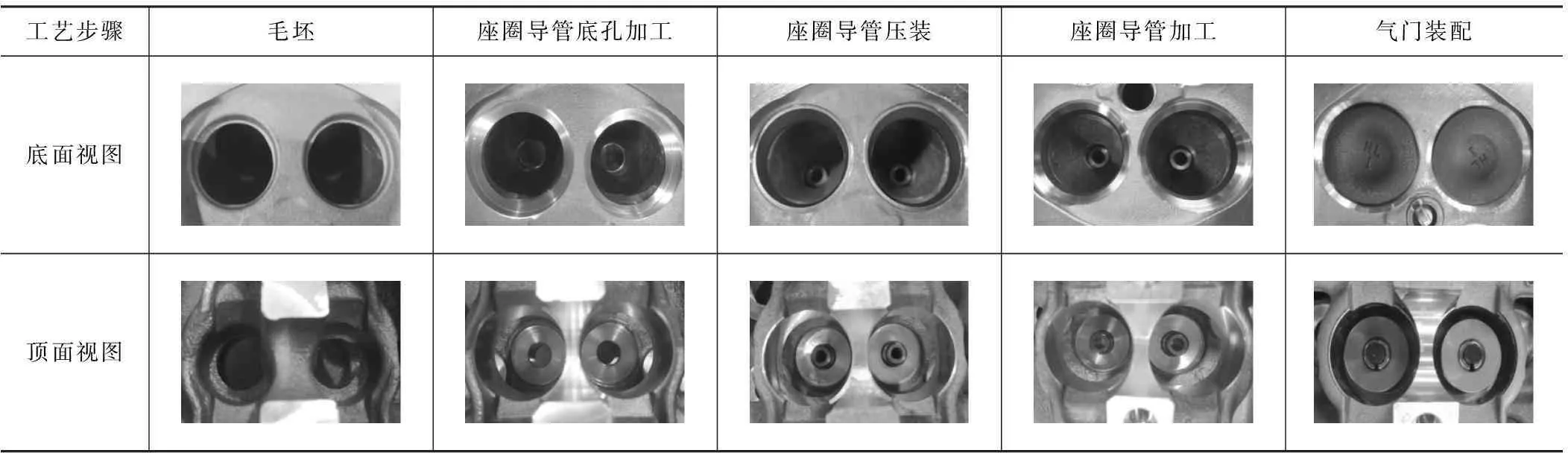
工藝步驟毛坯座圈導管底孔加工座圈導管壓裝座圈導管加工氣門裝配底面視圖頂面視圖
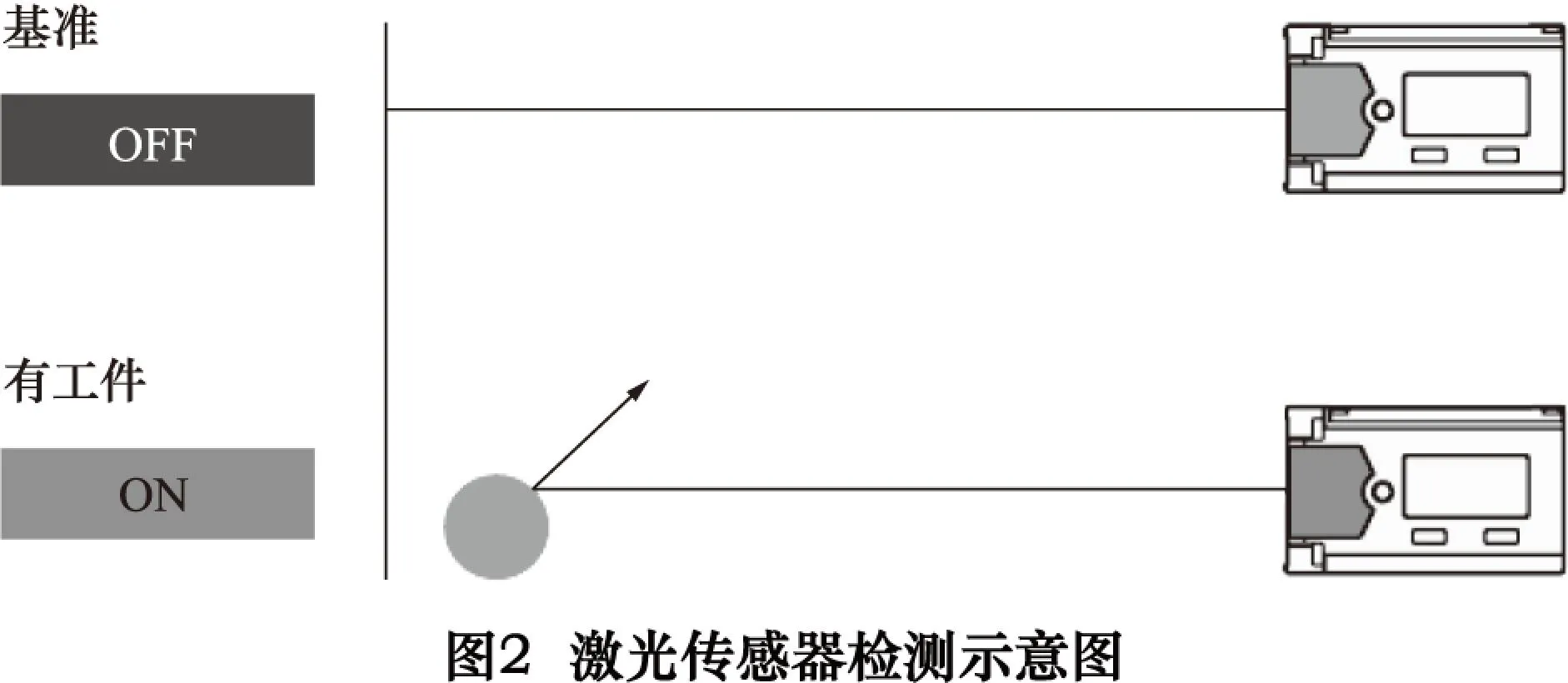
通過激光傳感器設定功能可以自定義一個距離作為基準距離,當傳感器檢測的距離小于基準距離時,說明此處有工件,如圖2所示。利用此功能,我們可以設定座圈導管底孔加工后的距離為基準值,當座圈導管底孔未加工時檢測值會小于基準值,利用這個原理便可以識別座圈導管底孔是否已經加工。
1.2激光傳感器優點
使用此類型的激光傳感器對漏加工進行檢測,具有如下優點:
(1)功能性高:此類型傳感器可記憶基準物體位置,并檢測除此之外的所有狀態,還可以任意設定檢測范圍,忽視設定范圍之外的反射物(防止背景干擾),不會對穿過前方或后方的作業員、機器產生反應,具有較高的準確性。
(2)安裝方便:傳感器安裝后可以對任意角度進行檢測,針對被測物體的位置可以靈活調整檢測角度,可以針對不同的需要隨心所欲的安裝調整。
(3)設定簡易:此類型激光傳感器的調試設定十分簡便,依靠簡單的操作系統和有機EL顯示器實現直觀操作,通過顯示器及指示燈的狀態便可快速準確地確認傳感器的狀態。
2 漏加工防錯檢測
為了實現檢測孔系漏加工的目的,我們選擇了某公司LR-T系列激光傳感器對工件檢測,以能夠識別出座圈底孔和導管底孔未加工的工件,實現防錯功能。
2.1探測工位選擇
為了能夠有效地識別出漏加工工件,首先要選擇安裝激光傳感器以實現防錯功能的工位。根據缸蓋加工工藝的排布,需要在座圈底孔和導管底孔加工后,座圈和導管壓裝前實現檢測功能,故有以下4個位置可以考慮作為探測裝置的安裝地點,如圖3所示。
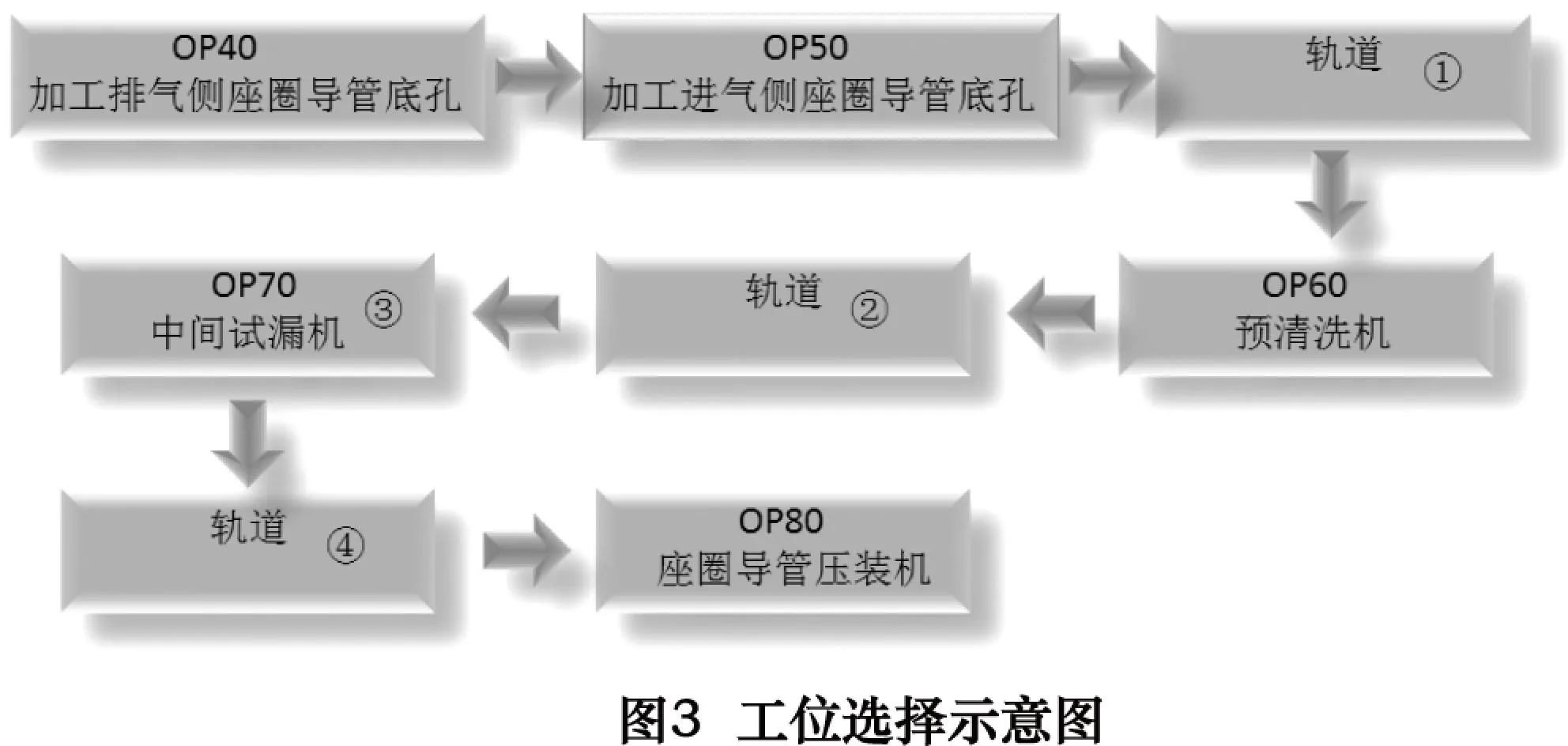
針對以上4個位置,我們從安裝空間、擋料功能、工件清潔程度及踢料功能4個方面進行評分,如表2所示,最終選擇了在中間試漏機的打標工位安裝探測裝置。此位置不僅可以識別漏加工的工件,還可以使不合格工件從試漏不合格踢料軌道流出。
2.2探測策略確認
防錯工位選擇完畢后,需要確認怎樣對漏加工的工件進行探測。
工件進入中間試漏機時,工件運輸的狀態為頂面朝上,此時導管底孔在上,座圈底孔在下,所以激光傳感器最合適的探測位置為導管底孔。由于座圈底孔和導管底孔是同一把刀具加工,所以探測導管底孔可以識別出漏加工的工件。
表2工位選擇評分表
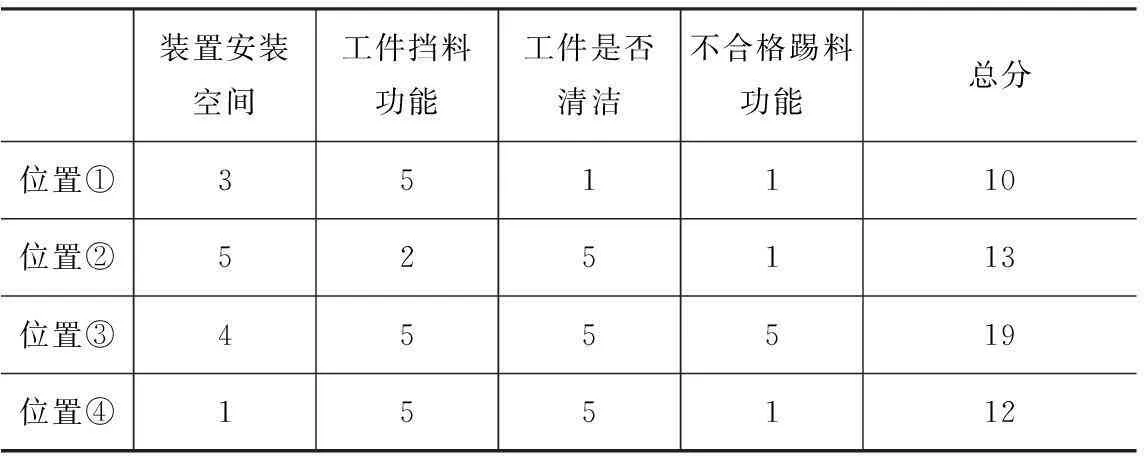
裝置安裝空間工件擋料功能工件是否清潔不合格踢料功能總分位置①351110位置②525113位置③455519位置④155112
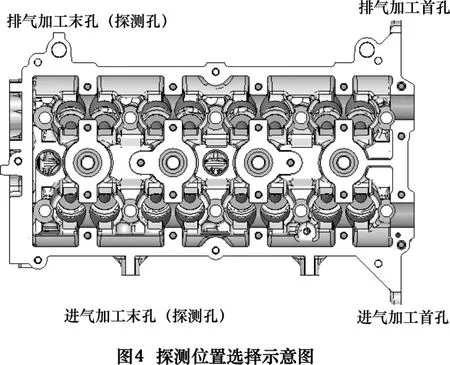
座圈底孔和導管底孔分為進氣側和排氣側兩側,每側各有8個座圈底孔和8個導管底孔,探測裝置需要判斷出兩側的座圈導管底孔均已加工。座圈和導管底孔是按照順序加工的,因此只要探測出末孔已加工完畢便可確認整側的孔都已加工,如圖4所示。所以在缸蓋進氣側和排氣側各設置一個激光傳感器,探測每側末孔便可識別工件是否加工。
2.3激光傳感器機構搭建
對于任何檢查系統,機械的安裝精度都是比較高的,否則無法保證高的測量準確性及重復性。激光檢測傳感器的安裝是激光檢測系統誤差的重要因素,所以合理搭建機械機構,盡量減小機械結構引起的誤差對提高系統的整體精度有著較重要的意義。
座圈導管加工后的缸蓋在中間試漏機打標工位由擋料器作用停止前行,此時缸蓋位置已固定,因此僅需要調整好激光傳感器的位置。
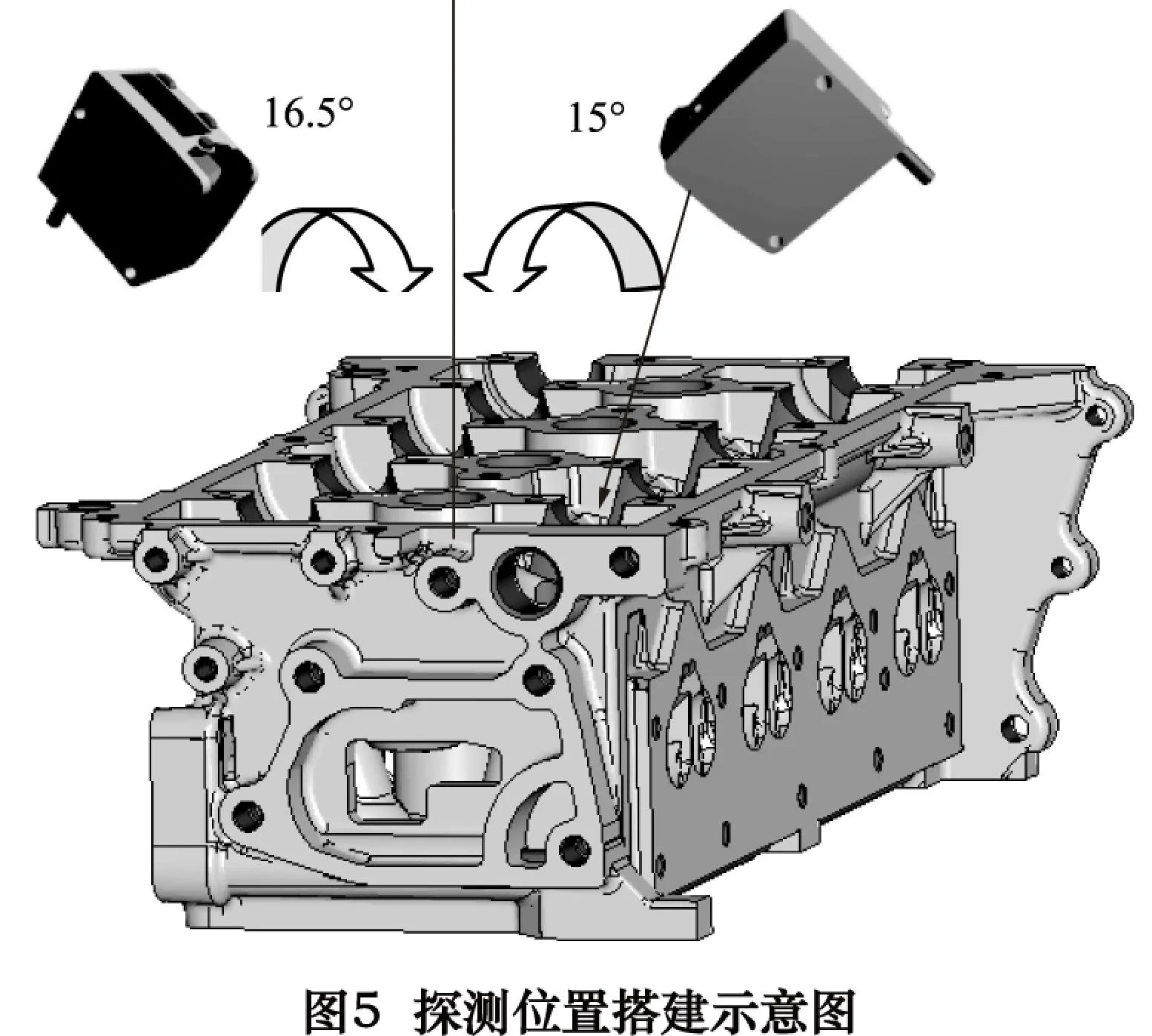
缸蓋排氣側和進氣側座圈導管底孔有各自的傾斜角度,排氣側為16.5°,進氣側為15°,如圖5所示。所以激光傳感器安裝時要分別調整至各自角度,以保證發射出的激光方向正確,從而準確地探測到導管底孔實現精準測量。
2.4激光傳感器設置及調整
激光傳感器的設置及調整在檢測過程中起著十分關鍵的作用,它決定著探測過程的準確性和有效性,若設定出現錯誤及偏差,很可能無法探測出缺陷工件或導致正常工件誤判。
激光傳感器探測底孔漏加工時的設置十分簡便,步驟有如下幾點:
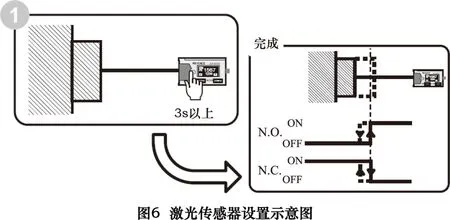
(1)在激光傳感器位置調整合適的情況下按下設置按鈕3 s以上,將已加工的導管底孔高度設為基準面,見圖6說明。
(2)使用標準輸出模式下的一點校準模式設置,當正常工件通過時,激光傳感器測量的高度大于等于基準值,此時指示燈顯示綠色,當導管底孔未加工的工件通過時,激光傳感器測量的高度要小于基準值,此時指示燈顯示橙色。
(3)在試漏機PLC程序中設置,當激光傳感器顯示橙色時,機床報警并將工件送至不合格踢料軌道。
通過以上簡單的設置,便可識別出座圈底孔和導管底孔漏加工的工件,從而輕松的實現防錯功能,避免缺陷工件流出造成設備故障及質量問題。
3 結語
激光檢測技術是一種非接觸式測量,可以實現多種探測功能,具有精度高、測量范圍大、檢測時間短等優點。它是檢測領域的重要發展方向,將會在各個領域越來越廣泛的應用。本文僅針對激光傳感器探測孔漏加工這一簡單應用做簡略說明,在實際生產過程中,還有很多測量可以考慮使用激光傳感器,需要我們不斷的探索和研究。
[1]趙繼聰,周盼,秦魏. 激光傳感器原理及其應用[J].科技致富向導,2011(9):104,126.
[2]王麗,許安濤,王瑛. 激光器的發展及激光測距的方法[J].焦作大學學報,2007(10):61-62,77.
[3]解菁,高宏堂,葉孝佑,等. 提高激光傳感器用于現場校準裝置精度的研究[J]. 光學技術,2012(4):16-20.
[4]郭隱彪. 激光檢測技術的發展[J].激光與光電子學發展,2006(10):73-75.
[5]董曉武. 用于檢測的靈敏激光傳感器[J].橡膠參考資料,2007(1):45-47.
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
Use of laser sensor on error proofing of unmachined head line
WANG Yinan, DONG Jingjing, ZHANG Haiman
(Qingdao Branch, SAIC-GM-Wuling Automobile Co.,Ltd.,Qingdao 266555,CHN)
The seat and guide holes are the important sections of the head in the machining processing, it will effect the machining and assembling if they are unmachined. The laser sensor is a reliable equipment for detection with many kinds of types and detect functions.We introduce one kind of laser sensor to detect the unmachined seat and guide holes, provide new thinking for the detection and error proofing of the unmachined holes.
laser; sensor;unmachined;error proofing
TH165+.3
A
王乙楠,男,1989年生,助理工程師,研究方向發動機缸蓋機加工工藝。
(編輯汪藝)(2015-12-15)
160434
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
