利用西門子808D系統快速完成蝸桿加工實例
2016-08-31 05:37:29劉寧
制造技術與機床 2016年4期
劉 寧
(沈陽機床沈一車床廠技術部,遼寧 沈陽 110142)
?
利用西門子808D系統快速完成蝸桿加工實例
劉寧
(沈陽機床沈一車床廠技術部,遼寧 沈陽 110142)
主要闡述了如何利用西門子808D系統加工蝸桿工件,通過程序的優化縮短蝸桿的加工時間,提高加工效率。
西門子808D系統;固定循環;G64;G33;蝸桿加工
1 蝸桿概述
蝸桿是只具有一個或幾個螺旋齒,并且與蝸輪嚙合而組成交錯軸齒輪副。其分度曲面可以是圓柱面,圓錐面或圓環面。從外形上看,蝸桿類似螺栓,蝸輪則很象斜齒圓柱齒輪。工作時,蝸輪輪齒沿著蝸桿的螺旋面作滑動和滾動。為了改善輪齒的接觸情況,將蝸輪沿齒寬方向做成圓弧形,使之將蝸桿部分包住。這樣蝸桿蝸輪嚙合時是線接觸,而不是點接觸。根據不同的齒廓曲線,普通圓柱蝸桿可分為阿基米德蝸桿(ZA蝸桿)、漸開線蝸桿(ZI蝸桿)、法向直廓蝸桿(ZN蝸桿)和錐面包絡圓柱蝸桿(ZK蝸桿)等4種。
蝸桿機構常用來傳遞兩交錯軸之間的運動和動力。蝸輪與蝸桿在其中間平面內相當于齒輪與齒條,蝸桿又與螺桿形狀相似。蝸桿傳動是由蝸桿和蝸輪組成的,通常兩軸交錯角為90°。在一般蝸桿傳動中,都是以蝸桿為主動件。可以得到很大的傳動比,比交錯軸斜齒輪機構緊湊,蝸桿傳動相當于螺旋傳動,為多齒嚙合傳動,故傳動平穩、噪音很小,具有自鎖性。當蝸桿的導程角小于嚙合輪齒間的當量摩擦角時,機構具有自鎖性,可實現反向自鎖, 蝸輪蝸桿機構常被用于兩軸交錯、傳動比大、傳動功率不大或間歇工作的場合。普通圓柱蝸桿的齒面(除ZK型蝸桿外)一般是在車床上用直線刀刃的車刀車制的。根據車刀安裝位置的不同,所加工出的蝸桿齒面在不同截面中的齒廓曲線也不同。
2 西門子808D系統概述
SINUMERIK 808D 是一款面向全球市場、適用于車床和銑床的經濟型數控產品。對車床而言,該產品可以控制3個軸,其中包括兩個進給軸(通過兩個脈沖驅動接口與 SINAMICS V60 連接)和1個主軸(通過1個模擬量主軸接口連接)。對銑床而言,該產品可以控制四個軸,其中包括3個進給軸(通過3個脈沖驅動接口與 SINAMICS V60 連接)和1個主軸(通過1個模擬量主軸接口連接)。SINUMERIK 808D 車削版符合現代普及型車床的所有要求——高輪廓精度和高動態特性,確保了最高的機床生產效率,尤其是在大批量加工車床工件時表現尤為明顯。在普及型車床上大規模加工車削工件時,SINUMERIK 808D可以體現出最高的效率。為了減少主軸的等待時間,SINUMERIK 808D 可以實現從主軸模式快速切換至C軸模式,無需主軸靜止。SINUMERIK 808D 提供多種加工工藝循環,可以方便用戶編寫加工程序。SINAMICS V60 驅動模塊帶有閉環位置、速度和電流控制的 SINAMICS V60 CPM60.1 是專為經濟型進給軸而設計的。無風扇、帶有涂層的電路板的設計可以使其經受住惡劣環境的考驗。由于采用了標準化接口和接頭,無需專業技能和特殊工具就可以安裝好 SINAMICS V60。通過內置的 7 段數碼管顯示無需任何電腦工具就可以對參數進行設定。電動機數據會在出廠前預先設置,只有用于特殊應用時,才需要對其進行優化。用于驅動器信號和電動機制動的內置繼電器觸點可以將電柜成本降到最低。
3 其他數控系統針對蝸桿的傳統加工指令
常用的加工指令有G32、G92和G76這3種。
G32為單行程螺紋插補指令,它的特點是適用于小螺距,更多應用于徑向進刀方式。G32加工一次螺旋線時,需要4個步驟才能完成,加工一個螺紋進刀次數和所要編制的進刀步驟的程序一致。因此編程人員程序量大,機床加工時間長。
G92螺紋切削單一固定循環指令,其含義與G32相同。G92加工時成為一個循環,與G32相比只需要啟動一次就可以完成G32的4個步驟。但是G92編程時,每次都需要輸入進刀尺寸,程序編制時需要手工進行分層,編制程序相對繁瑣,加工時間長。
G76螺紋切削復合固定循環,采用斜進刀方式,適用大螺距螺紋的加工,而且程序自動進行切削深度調節,吃刀深度遞減,不但能很好地保證產品的質量,而且能大大縮短機械加工的生產周期。
4 西門子808D循環CYCLE99指令
在用戶現場筆者了解到,一樣的產品,西門子808D 系統一天做 280 個,廣數 980TDB系統 一天可以做 350 個,具體體現:同樣的工作量下,用廣數系統的工人每天不用加班,而用西門子808D系統的工人(802C、802DSL、802S、808D)的工人需要加班。或者是上下道工序時,用廣數系統的邊做邊歇,操作西門子808D系統的一刻不歇也趕不上。導致用戶在工作安排和給工件計件單價時造成不方便。
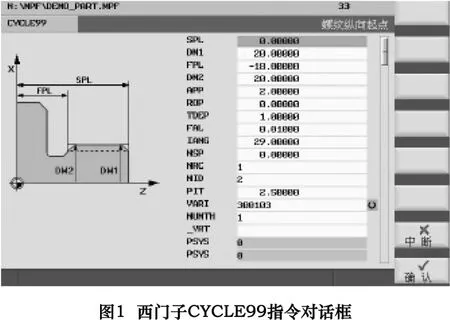
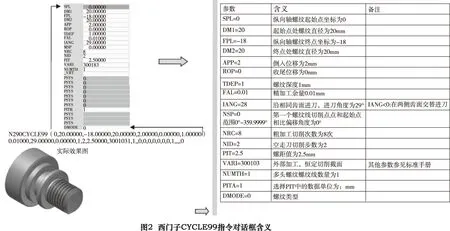
實際操作的時候,西門子808D系統做一個工件(主要是螺紋和幾個倒角,由于工件材質比較硬,車螺紋分了12刀),西門子808D系統用 CYCLE 99 需要 21 s,而廣數 980TDB系統 用 G92 循環只需要 12 s左右。通過參照此前西門子提供的共享文檔,并修改相應的參數,西門子808D系統用 CYCLE 99 加 工的時間變為 14 s,雖然每個工件縮短了近 7 s的加工時間,但是用戶覺得 CYCLE 99 循環時 每次X軸退刀和進刀時都有停頓,一個工件 12 刀車螺紋,就會停 24 下,而廣數 980TDB系統 卻沒有這種停頓,用戶希望能夠將停頓消除,使得加工時間能夠更加接近 980TDB的 12 s。可是現場無論是加 G64、修改 CYCLE 99 參數還是用 G64+G291+G92 去加工, 都無法消除停頓。最后用 G64+G33 編程進行加工,沒有這種停頓,加工時間也縮短至11 s。西門子CYCLE99對話框如圖1所示,對話框含義如圖2所示。
5 G64、G33方式特點
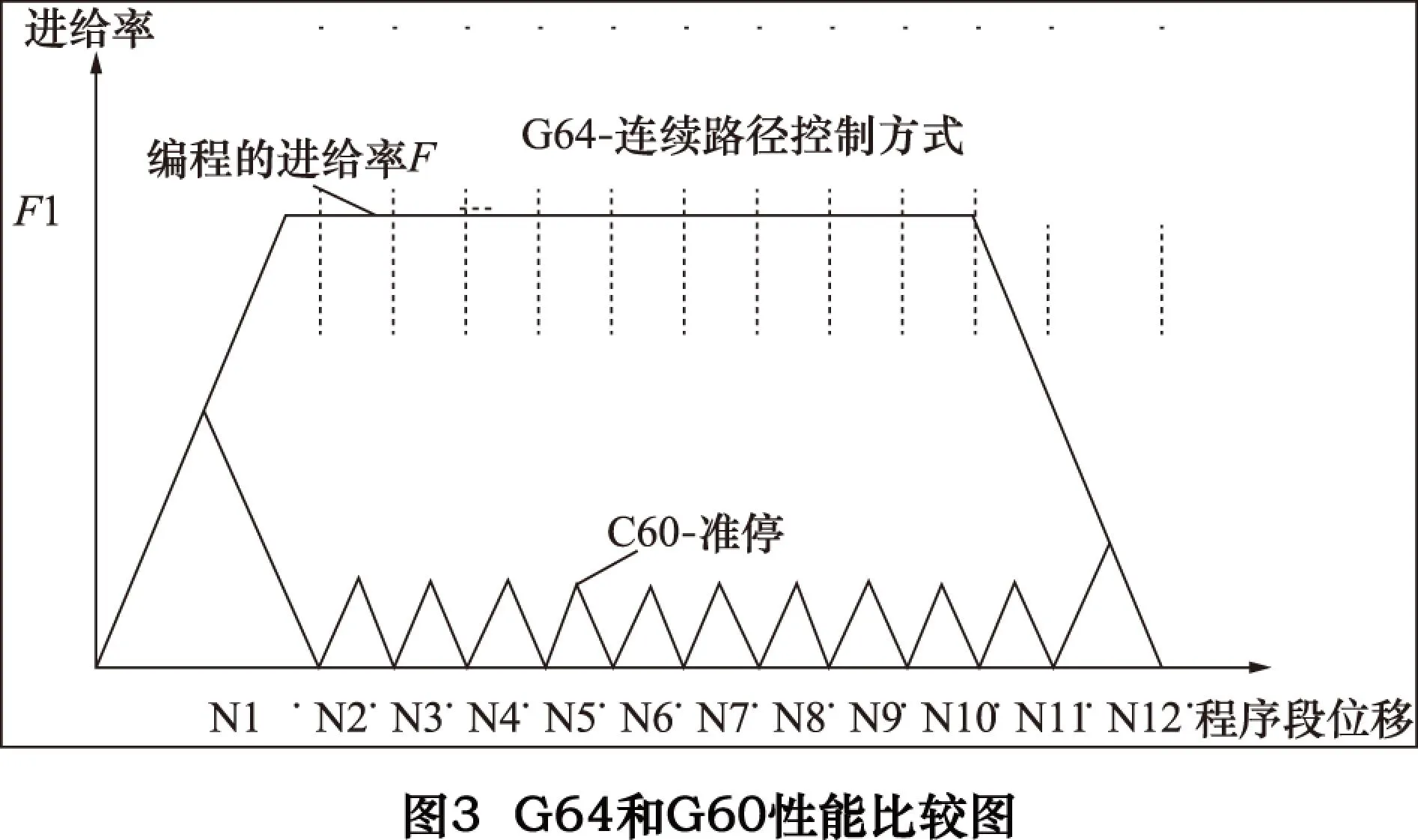
連續路徑加工 G64,連續路徑加工方式的目的就是在一個程序段到下一個程序段轉換過程中避免進給停頓,并使其盡可能以相同的軌跡速度,切線過渡,轉換到下一個程序段,并以可預見的速度過渡執行下一個程序段的功能。在有拐角的軌跡過渡時非切線過渡,有時必須降低速度,從而保證程序段轉換時不發生速度的突然變化。在 G64 連續路徑加工方式下,控制系統預先自動確定幾個NC程序段的速度,在接近切線過渡的情況下,可以連續幾個程序段進行加速或減速,若加工路徑由幾個較短的位移組成 ,則使用前瞻功能可以達到更高的速度。G64與G60的比較如圖3所示。
用 G33 功能可以加工下述各種類型的恒螺距螺紋:圓柱螺紋, 圓錐螺紋 ,外螺紋/內螺紋, 單螺紋和多重螺紋,G33指令一直有效,直到被 G 功能組中其他的指令(GO,Gl,G2,G3,…)取代為止,如果多個螺紋段連續編程,則起始點偏移只在第一個螺紋段中有效,也只有在這里才使用此參數。多段連續螺紋之間的過渡可以通過G64(連續路徑方式)自動實現。
6 工件加工實例
(1)工件圖及走刀選擇
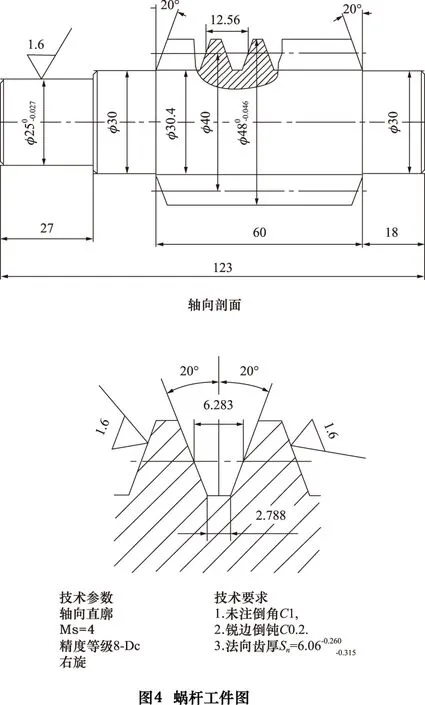
工件圖如圖4所示。
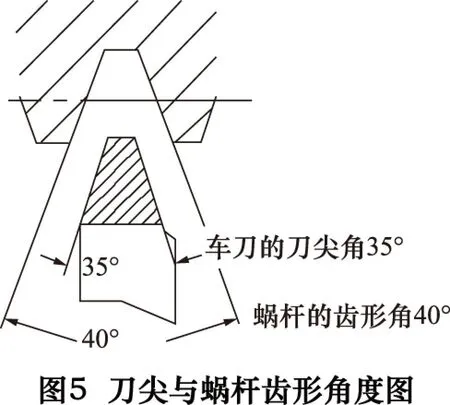
刀尖角為35°,圖形如圖5所示。
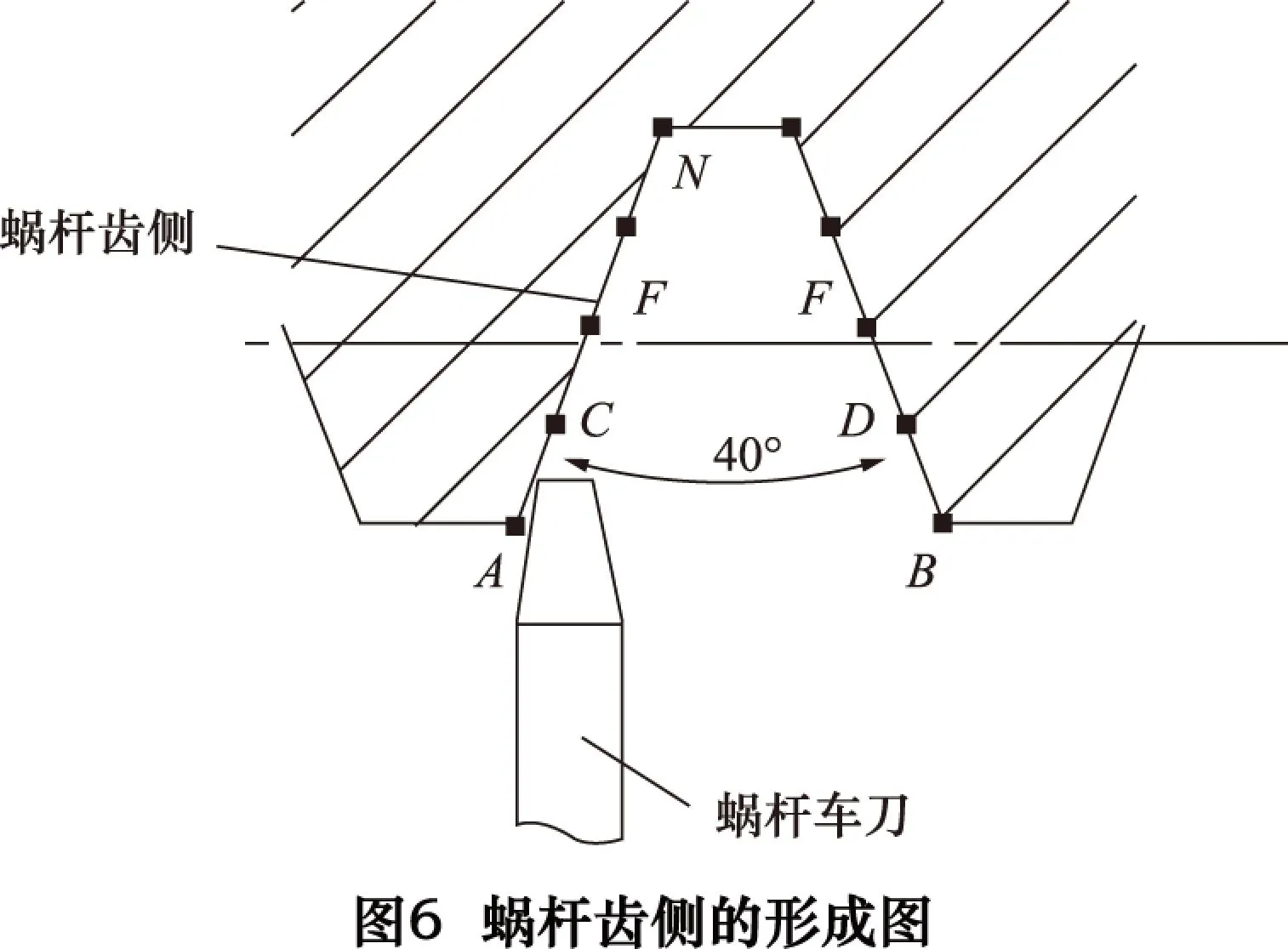
刀具的走到軌跡如圖6所示。
(2)粗車蝸桿加工宏程序
MM1.MPF
G64
T03D1
M03S350F100
R1=8.8 (蝸桿全齒高)
R2=2.788 (齒根槽寬W=2.788 mm)
R3=2.4 (刀頭寬t=2.4 mm)
WHLIE R1>=0
R4=R1*2+30.4(計算X軸尺寸。齒根圓為30.4 mm)
R5=R1*TAN(20*PI/180)*2+R2(計算Z軸尺寸)
WHLIE R5>=R3
G00 X50 Z8 M08 (循環起點)
G00 Z=(8+(R5-R3)/2)(Z軸向右邊移動)
G33 X=(R4)Z-87 F12.56 (車蝸桿)
G00 Z=(8-(R5-R3)/2)(Z軸向右邊移動)
G33 X=(R4)Z-87 F12.56 (車蝸桿)
R5=R5-R3 (每次循環的切削寬度2.3 mm)
END
R1=R1-0.25 (每次循環的切削深度0.25 mm)
END
G0X150Z8M09
M5
M2
(3)精車蝸桿宏程序
MM2.MPF
G64
T03D1
M03S350F100
R1=8.8(蝸桿全齒高)
R2=2.788+ Sx/2 (齒根槽寬2.788+軸向齒厚Sx/2)
R3=2.4(刀頭寬t=2.4 mm)
WHLIE R1>=0
R4=R1*2+30.4(計算X軸尺寸。齒根圓為30.4 mm)
R5=R1*TAN(20*PI/180)*2+R2 (計算Z軸尺寸)
G00 X50 Z8 M08 (循環起點)
G00 Z=(8+(R5-R3)/2)(Z軸向右邊移動)
G32 X=(R4)Z-87 F12.56 (車蝸桿)
G00 Z=(8-(R5-R3)/2)(Z軸向右邊移動)
G32 X=(R4)Z-87 F12.56 (車蝸桿)
R1=R1-0.1 (每次循環的切削深度0.1 mm)
END
G0X150Z8M09
M5
M2
成功加工蝸桿工件圖如圖7所示。
7 結語
本文介紹的編程方法,從程序指令的優化出發,利用數控車床的不同指令組合,使加工蝸桿的時間大大縮短,同時,工件質量穩定;數控程序簡單、可操作性強,刀具磨損小。大大縮短了生產周期,提高了生產效率,也增加了操作者的收益。
[1] 西門子808D系統操作編程-車床版[Z].2012.
[2] 西門子808D系統調試指南[Z].2012.
[3] 西門子V60驅動手冊[Z].2009.
(編輯孫德茂)
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
Examples of using Siemens 808D system to complete worm machining quickly
LIU Ning
(SMTCL, Shenyang 110142, CHN)
Expounds how to use the Siemens 808D system to process worm parts, through the optimization process to shorten the processing time of worm, improve the processing efficiency.
Siemens 808D system; fixed cycle; G64; G33; worm processing
TP273
B
劉寧,男,電氣工程師,主要研究方向為電氣圖紙設計及數控系統PLC編寫。
2015-06-30)
160437
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
電信科學(2016年10期)2016-11-23 05:11:56
