6061鋁合金瓷質陽極氧化工藝研究
2016-09-05 10:00:20廖重重
浙江化工 2016年4期
陳 梁,廖重重
(比亞迪股份有限公司,廣東 惠州 516000)
材料化學
6061鋁合金瓷質陽極氧化工藝研究
陳梁,廖重重
(比亞迪股份有限公司,廣東惠州516000)
采用草酸鈦鉀法在6061鋁合金薄板上制備瓷質陽極氧化膜,通過調整電解液溫度,氧化時間及電壓等獲得了裝飾效果良好的乳白色膜層,最佳工藝條件為:電解液溫度為40℃、時間為40 min、電壓為100 V,該條件下制備的膜厚為27 μm,硬度為279 HV,L值為79,G值為12。該電解液不含有重金屬、磷酸等污染物質,安全環保。
鋁合金;瓷質陽極;乳白色
0 引言
鋁合金表面裝飾的工藝技術較多,如:陽極氧化、微弧氧化、電泳、電鍍等等,本文主要研究的是瓷質陽極氧化,在鋁合金表面得到乳白色氧化膜層,這種膜層不透明,可以遮蓋產品表面的小缺陷,因此瓷質陽極氧化對產品表面的加工質量要求相對較低,氧化膜具有仿瓷釉效果,瓷質陽極又稱仿瓷釉陽極氧化,該方法能夠得到硫酸陽極氧化所得不到的乳白色[1]。瓷質陽極氧化電解液主要種類有:氧化鋯類、鉻酐類及草酸鈦鉀類等[2-3]。
本實驗選擇草酸鈦鉀類電解液,該電解液相對安全環保。瓷質陽極氧化膜同樣為納米孔結構,具有較好的吸附性,能夠染各種顏色。與常見硫酸陽極氧化膜層結構不同的是瓷質陽極氧化膜納米孔為樹枝狀結構[4-5],文獻指出瓷質陽極呈現出乳白色與其樹枝狀納米結構有關。
本實驗采用草酸鈦鉀法來研究瓷質陽極氧化工藝,探討氧化液溫度、電解時間及電壓對氧化膜外觀和性能的影響。
1 實驗材料與方法
1.1實驗材料及試劑
本實驗采用6061鋁合金為材料,其主要成分如表1所示:

表1 6061鋁合金成分表
實驗試劑:草酸鈦鉀(AR)、草酸(AR))、硼酸(AR)、檸檬酸(AR)、封孔劑(ODM SEAL R—5)。
試樣尺寸為70 mm×100 mm的鋁薄板,所使用的電源為穩壓電源:200 V,20 A,由佛山市杰創科技有限公司提供,掛具為鈦合金材質。氧化槽帶有自動控制溫度系統。
1.2實驗流程及方法
本實驗主要包括前處理、瓷質陽極氧化、封孔等處理,其具體工藝流程和步驟如下圖所示:
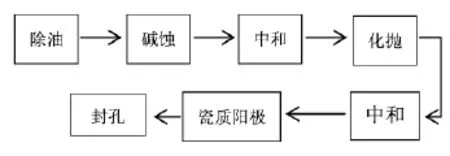
圖1 瓷質陽極氧化制備流程
其中,除油、堿蝕、中和及化拋為前處理,主要為了保證產品表面的清潔度和光澤。所用藥品如下,堿蝕:NaOH,中和:HNO3,化拋:H3PO4+H2SO4,瓷質陽極:如表2所示,封孔:ODM SEAL R-5。
通過優化調試氧化時電解液的溫度,電解時間及電源輸出電壓來制備外觀性能優異的瓷釉氧化膜。
1.3檢測方法
膜厚:將試樣進行切片,通過金相顯微鏡(蔡司光學儀器國際貿易有限公司,Axio Imager Alm型)觀測并測量厚度。
L值:膜層L值指膜層的深淺,值越大膜層越白,所使用的儀器為SP64積分球式分光光度儀。
G值:使用A-4460光澤儀測量膜層的光澤,測試角度:60°,測量區尺寸:9 mm×15 mm。
2 實驗結果與討論
2.1電解液溫度對氧化膜的影響
實驗所采用的電解液如表2所示,以溫度為變量,分別取值為:30℃、35℃、40℃、45℃、50℃、55℃。
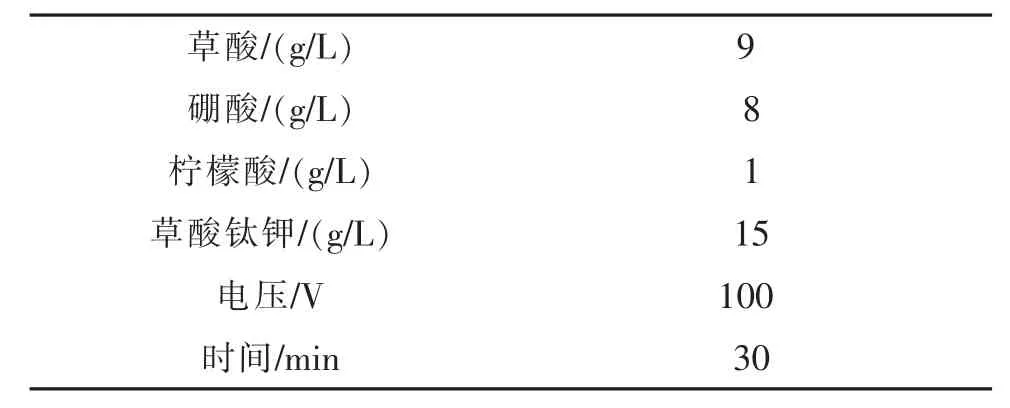
表2 瓷質陽極氧化工藝參數
從圖2中可以看出:隨著氧化溫度的上升,膜層越來越厚,當溫度大于45℃后膜層厚度基本沒有變化,達到了生長與溶解平衡。雖因溫度的升高,膜層厚度增加了,但膜層納米孔內的腐蝕卻增大了,使得膜層整體致密性降低,因而硬度從270 HV持續的下降到239 HV,整體硬度相對硫酸陽極氧化膜低,該條件下瓷質陽極膜層硬度在210~270 HV內。
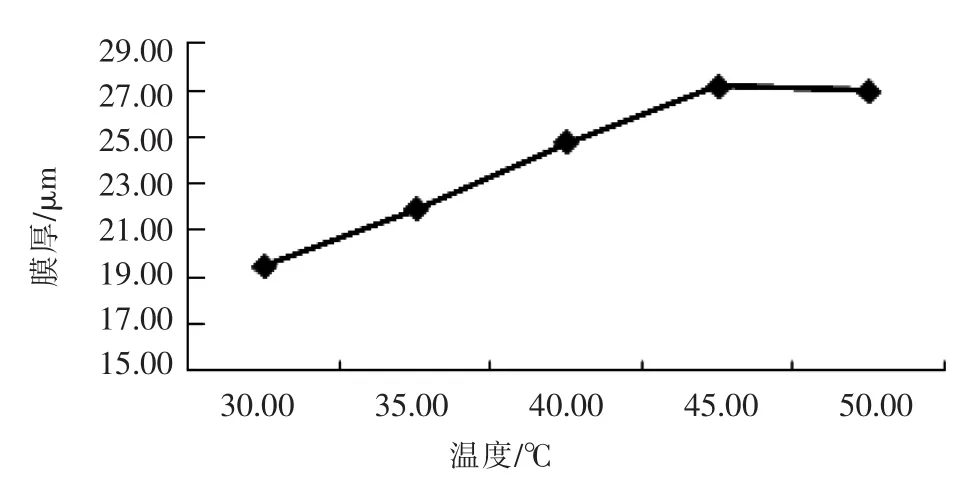
圖2 膜厚隨溫度變化
從圖3中可以看出:色差儀檢測值L隨著溫度的增加逐漸變大,也就說明膜層隨著溫度上升變得越白。瓷質陽極膜層呈現出白色的原因在于氧化膜納米孔為樹枝狀結構。
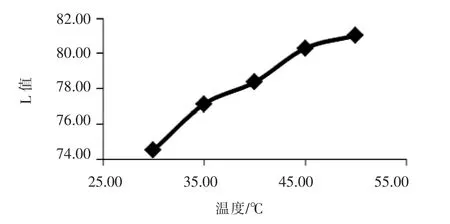
圖3 L值隨溫度變化
2.2氧化時間對氧化膜的影響
因電解液溫度高于45℃后氧化膜表面出現明顯局部粉化現象,故溫度設定在40℃,草酸鈦鉀濃度為15 g/L,以氧化時間為單因子變量進行實驗,時間分別設定為:30 min、40 min、50 min、60 min、70 min。
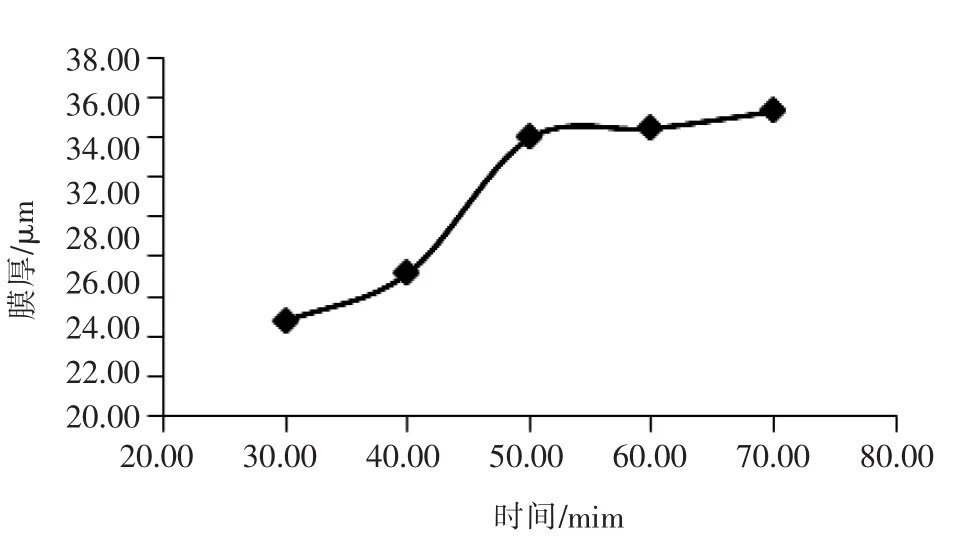
圖4 膜厚隨時間變化
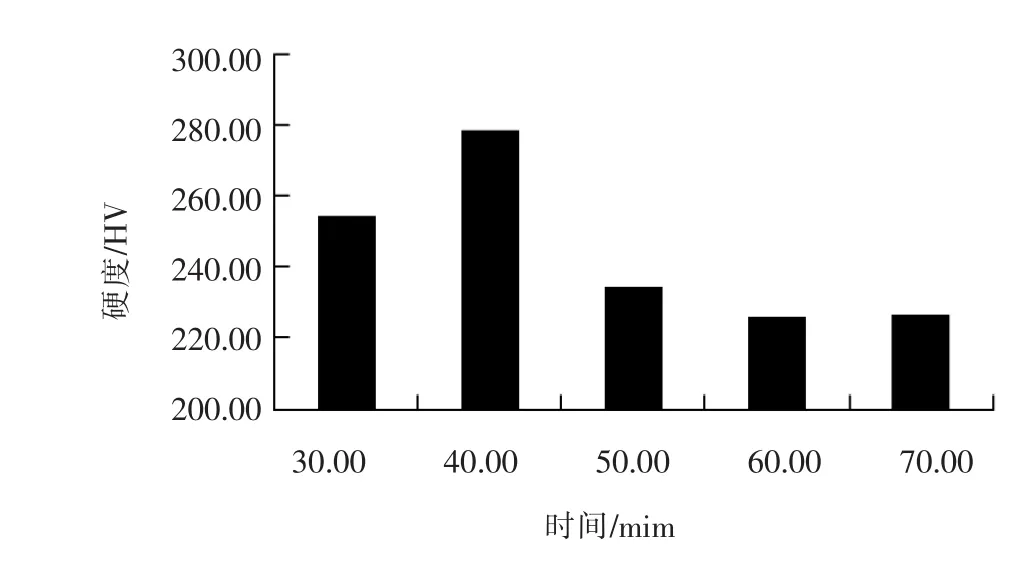
圖5 硬度隨時間變化
從圖4和圖5中可以看出:隨著時間的延長膜層越來越厚,但在50 min之后厚度變化不大,保持在35 μm左右,此時膜層的生長與溶解幾乎達到平衡。從硬度與時間曲線上可以看出在40 min時硬度最高,值為279 HV,隨后出現了下降,其原因可能是膜層太厚使得產品表面產生過多的焦耳熱,導致氧化膜越來越疏松。
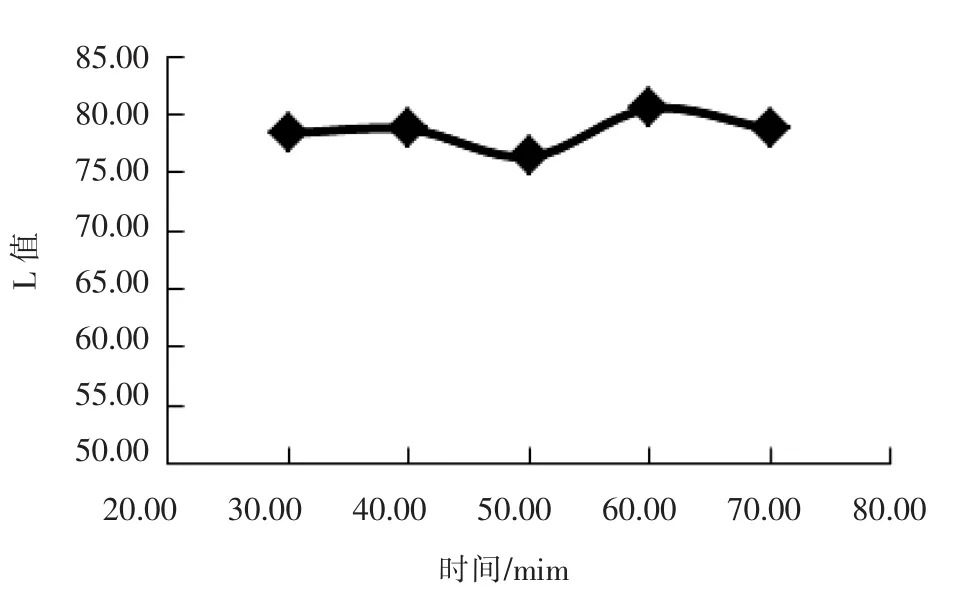
圖6 L值隨時間變化
從圖6中可發現:雖然氧化時間從30 min增加到了70 min,但L值幾乎保持在78~81之間,變化并不大,說明30~70 min區間內的氧化時間對L值幾乎沒影響。膜層的L值主要取決于納米孔的分支結構,L值變化不大的原因可能在于氧化膜的納米孔結構沒有發生較大的變化。
2.3氧化電壓對氧化膜的影響
根據上階段的實驗結果,固定氧化時間為40 min,討論氧化電壓對膜層外觀及性能的影響。電壓選擇從80 V到120 V。氧化溫度同樣恒定在40℃。
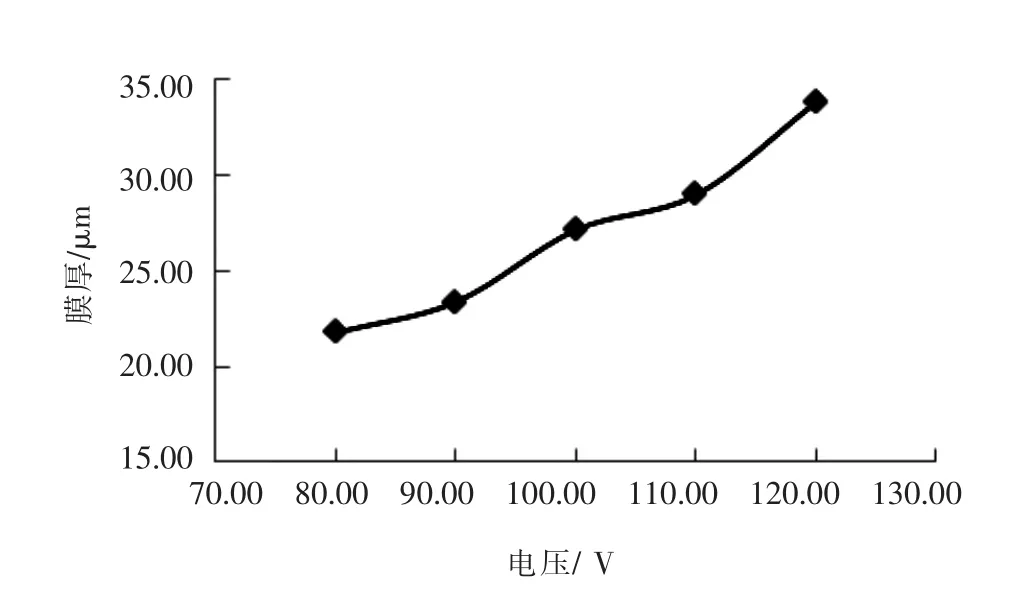
圖7 膜厚隨電壓變化
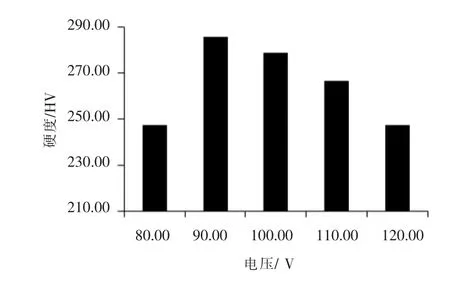
圖5 硬度隨電壓變化
從圖7及圖8中可以看出:隨著氧化電壓的升高膜層也越來越厚,但從硬度與電壓關系曲線中發現,硬度先上升后下降,在電壓為90 V時硬度最高,其值為285 HV。硬度先上升的原因在于電壓的升高提高了生長速率,使得膜層更加致密,之后硬度下降是由于膜層表面因電壓過高產生大量的焦耳熱使得膜層變得疏松,且可從產品表面可發現,在電壓為120 V時膜層表面明顯出現粉化現象。
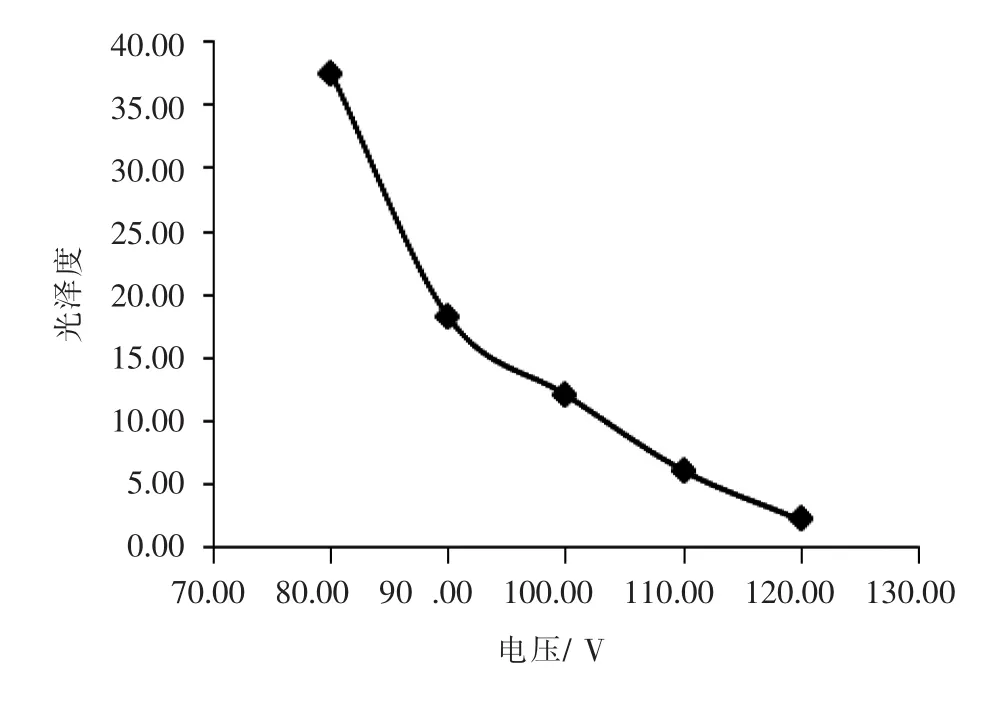
圖7 光澤度隨電壓變化
從圖9及圖10中可以看出:隨著電壓的升高,光澤越來越低,而L值越來越高。G值降低的原因在于膜層表面出現了粉化,電壓越高粉化越嚴重。L值反而上升的原因應該在于氧化膜的納米孔分支越來越多。
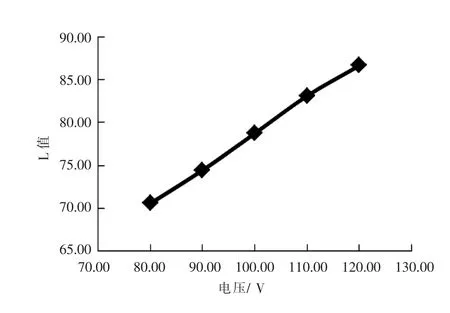
圖7 L值隨電壓變化
3 結論
本瓷質陽極氧化實驗以草酸鈦鉀、草酸、硼酸及檸檬酸為電解液,探討了氧化電壓、時間及溫度對氧化膜外觀和性能的影響。通過驗證得到最佳工藝條件為:氧化溫度為40℃、時間為40 min、電壓為100 V,該條件下制備的膜厚為27 μm,硬度為279 HV,L值為79,G值為12。
[1]曾華梁,吳仲達.電鍍工藝手冊[M].北京:機械工業出版社,1997:401-403.
[2]吳純素.化學轉化膜[M].北京:化學工業出版社,1998.
[3]張俊程.鋁及鋁合金的瓷質氧化工藝[J].電鍍與精飾,1994,16(6):8.
[4]胥澤奇,殷明.槍用鋁合金陽極氧化膜耐曬性試驗研究[J].表面技術,2003,32(6):17-19.
[5]李凌杰,李獲,張勝濤.稀土元素在鋁合金陽極氧化及其后處理工序中的應用[J].表面技術,2001,30(2):40-43.
Study of Ceramic Anodizing of 6061 Aluminum Alloy
CHEN LiangLIAO Chong-chong
(BYD Company Ltd.,Huizhou,Guangdong 516000,China)
The oxide film of ceramic anodizing was prepared on the surface of 6061 aluminum alloy. The temperature of electrolyte,time of anodizing and voltage was adjusted to get write film.The best craft was ascertained:temperature of electrolyte was 40℃,time of anodizing was 40 min,the voltage was 100 V. The thickness of oxide film was 27 μm.The hardness of the film was 279 HV,Brightness was 79,Glossiness was 12.Heavy metal,phosphoric acid and anything else pollutant were not contained in the electrolyte.
aluminum alloy;ceramic anodizing;milky write
1006-4184(2016)4-0031-04
2016-01-25
陳梁(1976-),男,遼寧鞍山人,高級工程師,主要從事表面處理的研究。E-mail:chen.liang3@byd.com。